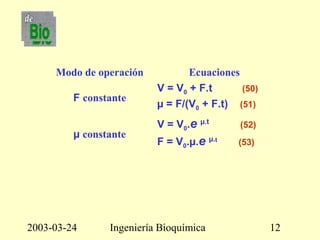
El documento describe los fermentadores continuos con células inmovilizadas y los fermentadores de lotes alimentados. Estos tienen ventajas como alta densidad celular y altos flujos sin lavado de biomasa, pero también desventajas como limitaciones para la transferencia de masa y calor. Se explican métodos de inmovilización celular y modos de operación de fermentadores de lotes alimentados con ecuaciones de balances de materiales. Finalmente, se presenta un ejemplo de cálculo para la producción de levadura usando este tipo de ferment