Descargado 77 veces











































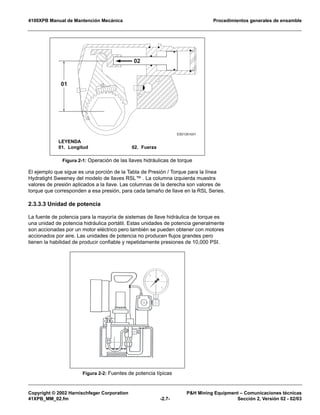










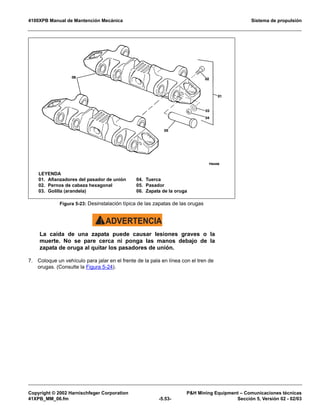
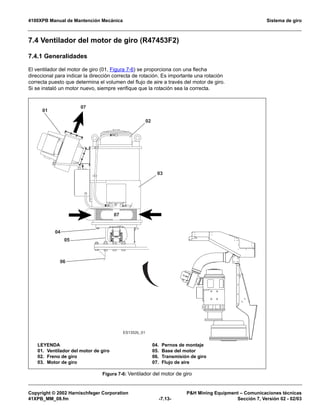
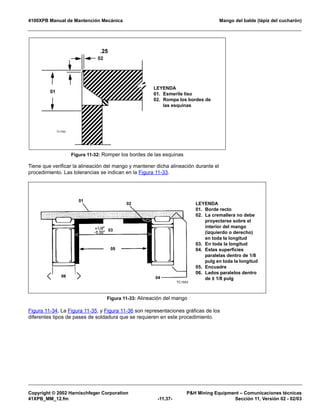
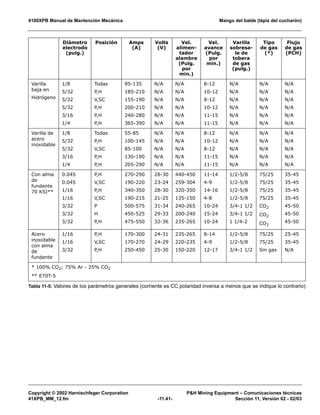
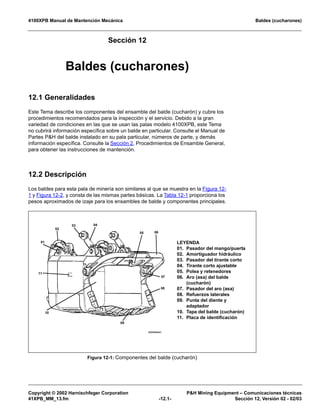
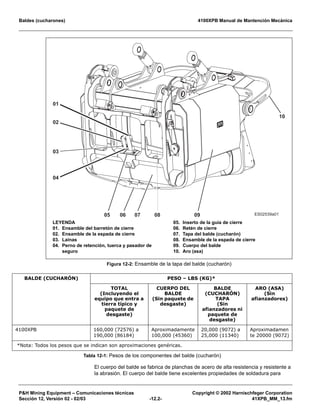
![Procedimientos generales de ensamble 4100XPB Manual de Mantención Mecánica
P&H Mining Equipment – Comunicaciones técnicas Copyright © 2002 Harnischfeger Corporation
Sección 2, Versión 02 - 02/03 -2.32- 41XPB_MM_02.fm
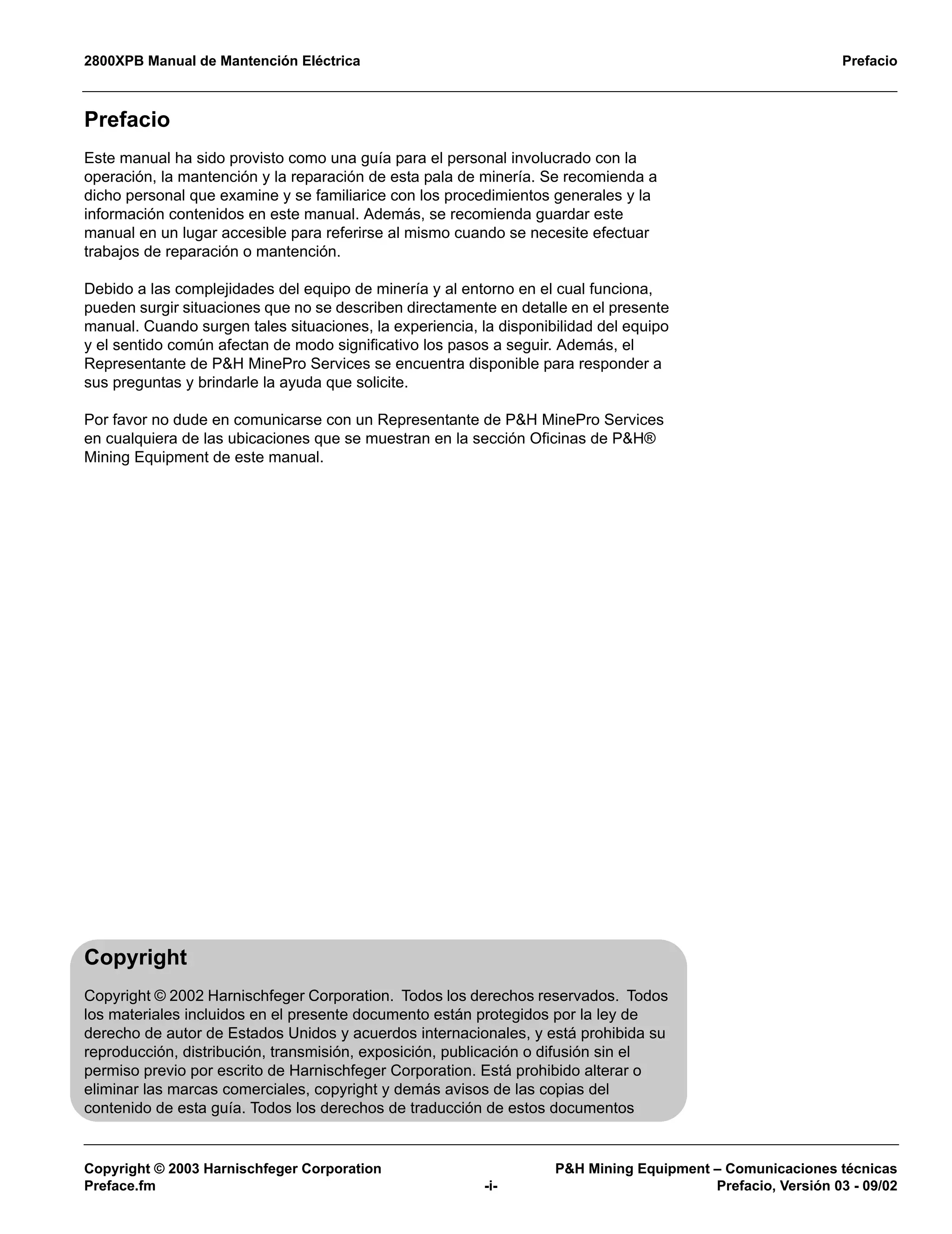
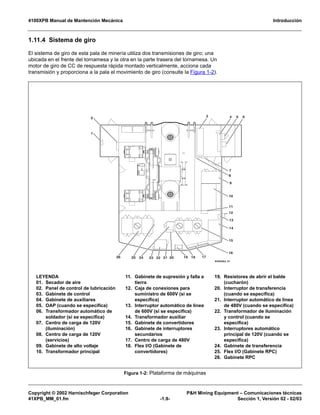
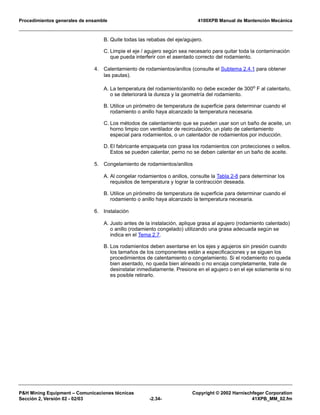
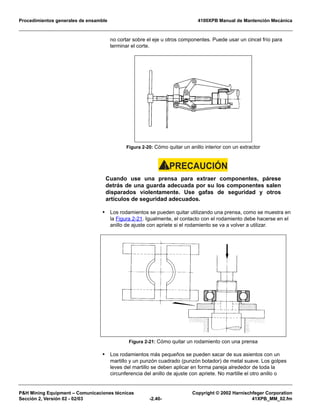
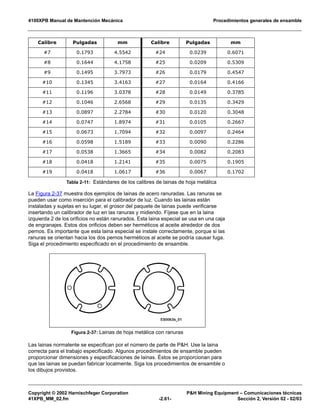
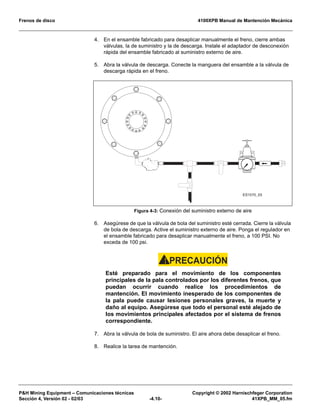
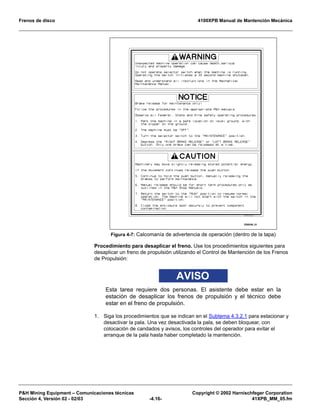
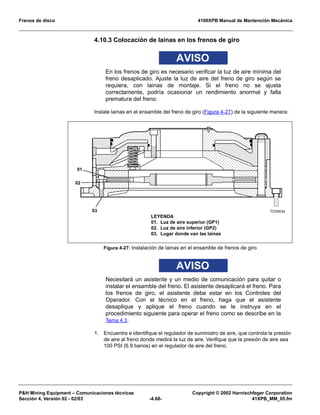
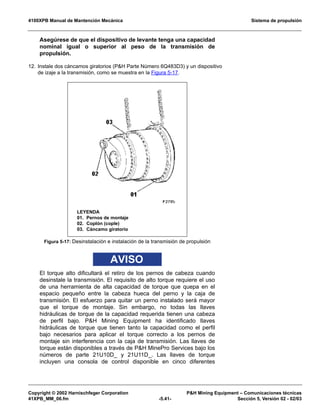
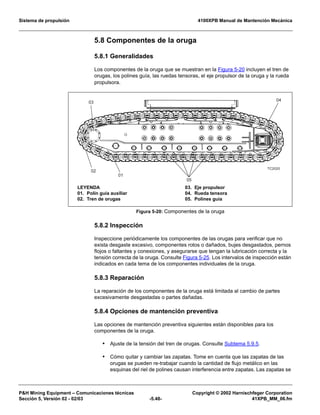
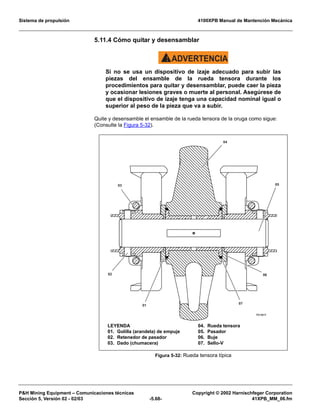
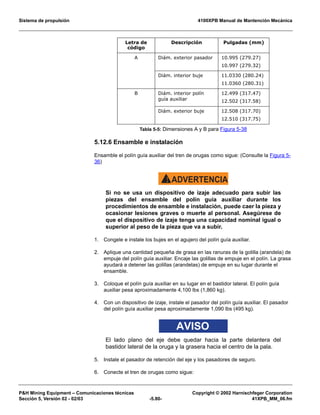
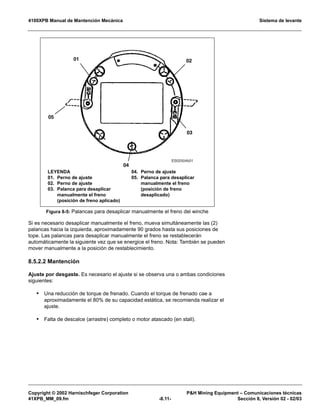
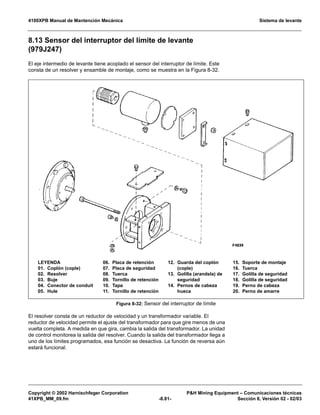
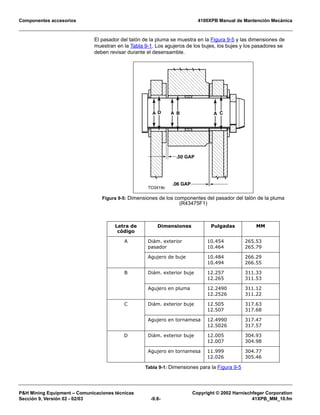
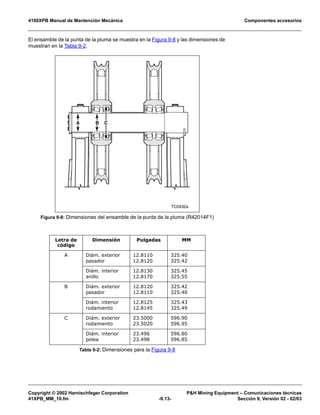
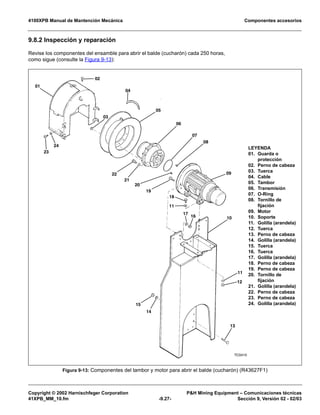
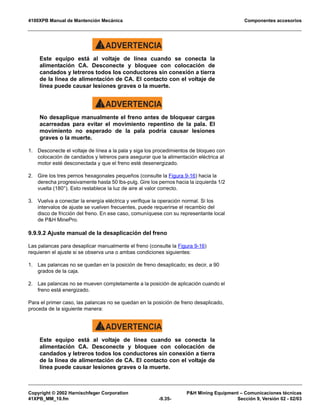
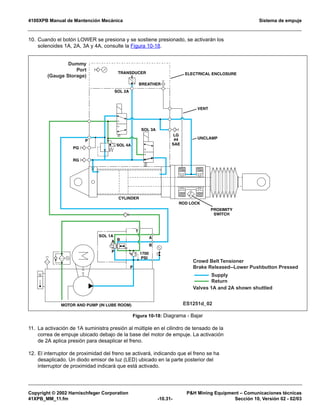
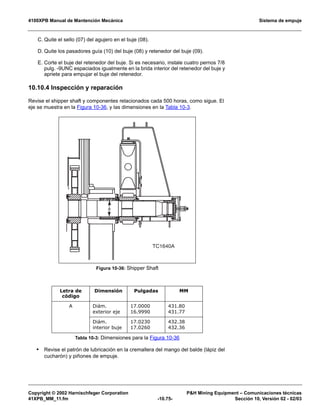
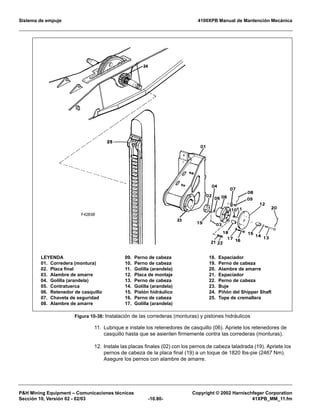
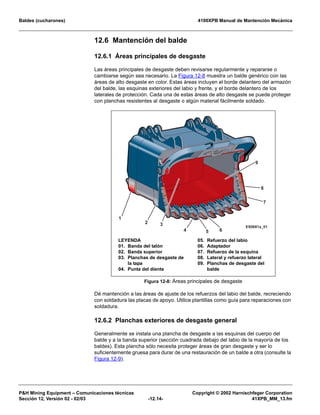
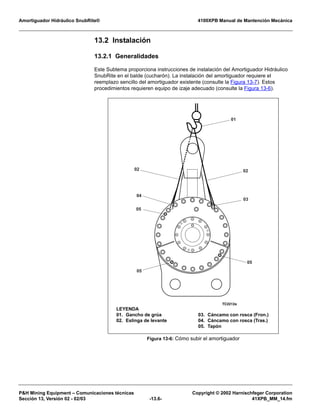
3. Instalación
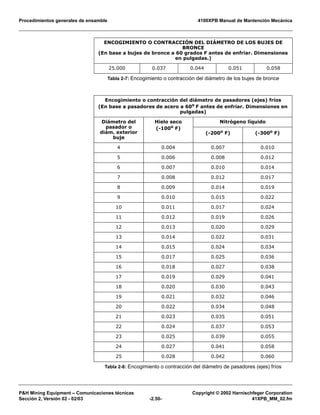
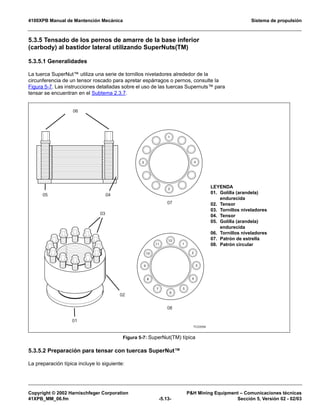
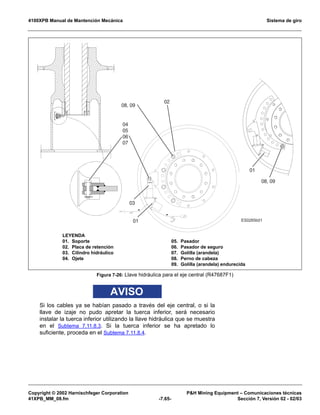
A. Lubrique el diámetro exterior (O.D.) del pasador según se indica en el Tema
2.7 antes de ensamblar.
B. Los pasadores deben entrar en los agujeros sin presión cuando los tamaños
de los componentes y el calentamiento y congelamiento están a
especificaciones. Si el pasador no queda alineado o no encaja
completamente, trate de desinstalar inmediatamente. Presione en el agujero
solamente si no es posible retirarlo.
C. Si el pasador no se instala correctamente, después de retirarlo, deje que las
partes regresen a la temperatura ambiente y luego cerciórese que sean
correctos el tamaño y la forma del agujero y del pasador.
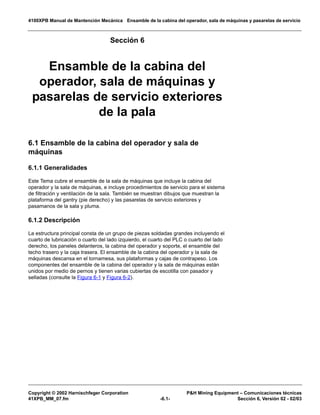
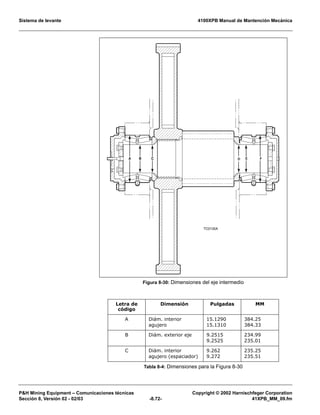
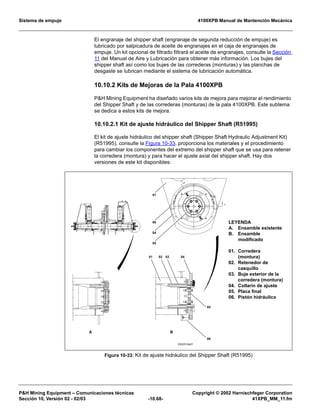
2.4.8 Estrías
1. Preparación
A. Inspeccione las estrías para cerciorarse que no tengan contaminación, daños
de manejo y otros defectos.
B. Quite todas las rebabas del eje y del agujero de contacto.
C. Limpie las estrías según sea necesario para quitar toda la contaminación que
pueda interferir con el engranaje correcto de las estrías.
D. Mida el eje y el agujero de contacto para asegurarse que el tamaño y la forma
sean los correctos. Mida sobre pasadores en varios lugares (requiere
micrómetros interiores y exteriores adecuados). [Nota: esto no identificará el
borde de entrada ni los errores de espacio; comuníquese con MinePro].
2. Instalación
A. Aplique grasa a las estrías según se indica en el Tema 2.7 justo antes de
ensamblar.
B. Los componentes de ajuste con estrías deben entrar sin presión cuando los
tamaños de los componentes y el calentamiento y congelamiento están a
especificaciones. Si el componente estriado no queda alineado o no encaja
completamente, trate de desinstalar inmediatamente. Presione en el
componente de contacto solamente si no es posible retirarlo.
C. Si las partes no engranan correctamente, después de retirarlos deje que las
partes regresen a la temperatura ambiente y luego cerciórese que sean
correctos el tamaño y la forma de las estrías.](https://image.slidesharecdn.com/es4100xpb-02-mmsp-150526023108-lva1-app6891/85/Catalogo-Pala-Es4100-xpb-02-mm-sp-92-320.jpg)











































































































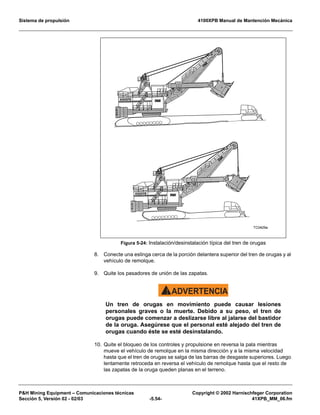



































































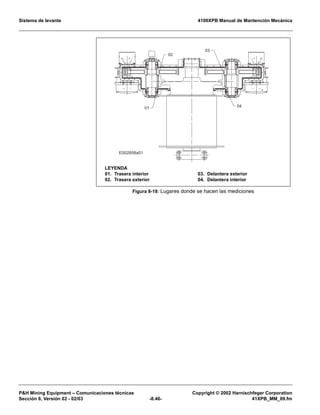
![Sistema de levante 4100XPB Manual de Mantención Mecánica
PH Mining Equipment – Comunicaciones técnicas Copyright © 2002 Harnischfeger Corporation
Sección 8, Versión 02 - 02/03 -8.48- 41XPB_MM_09.fm
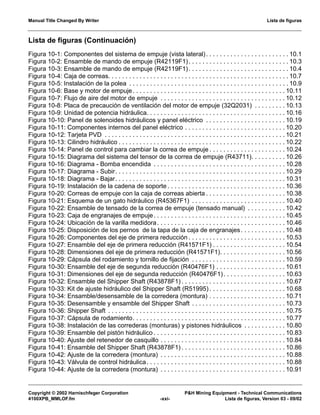
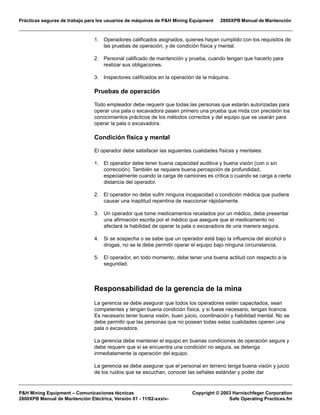
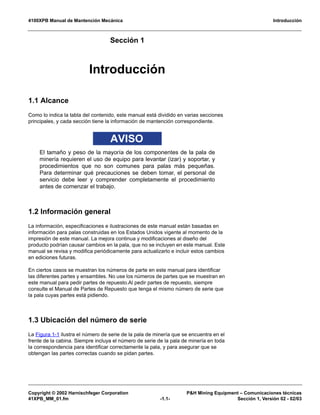
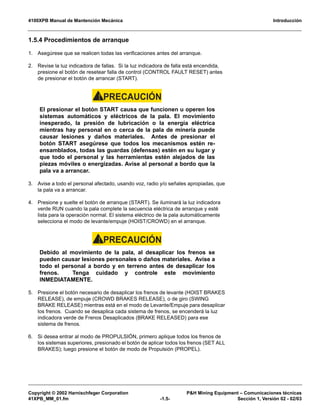
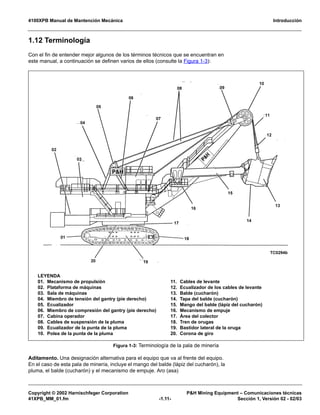
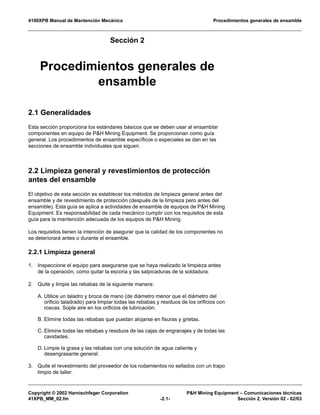
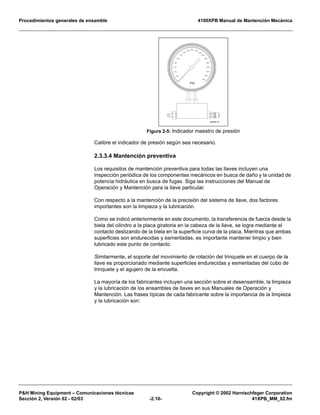
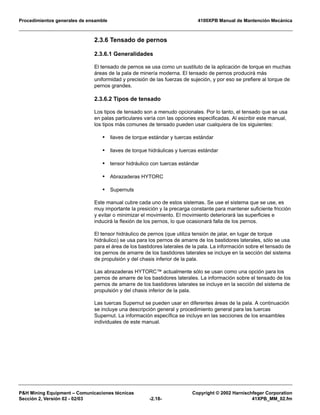
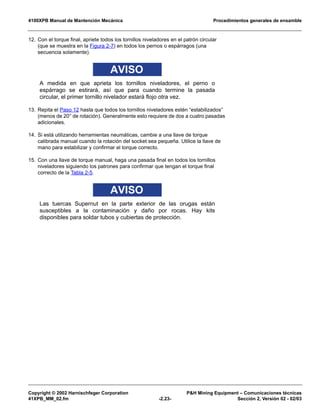
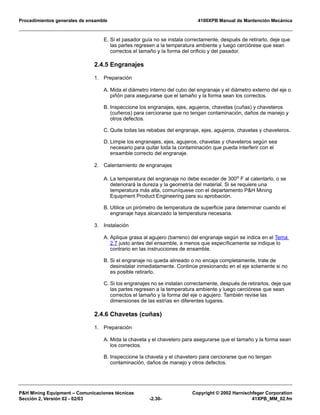
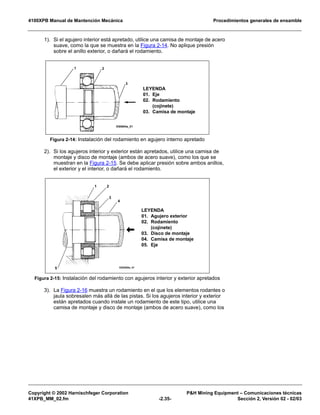
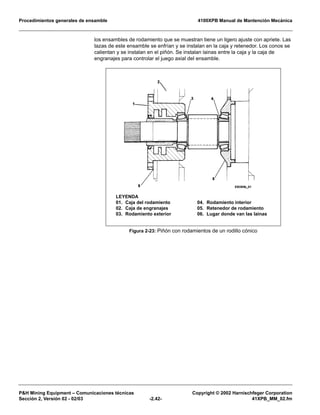
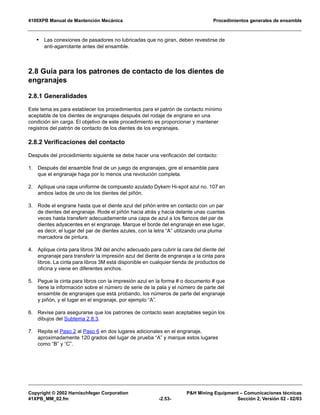
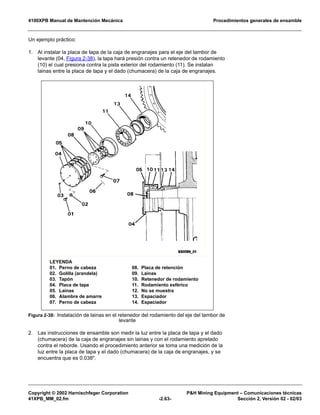
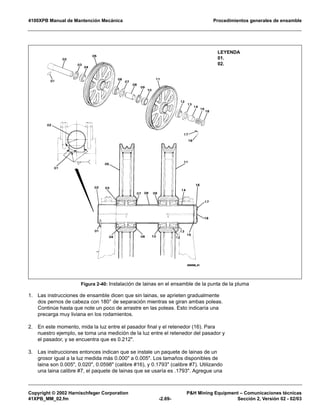
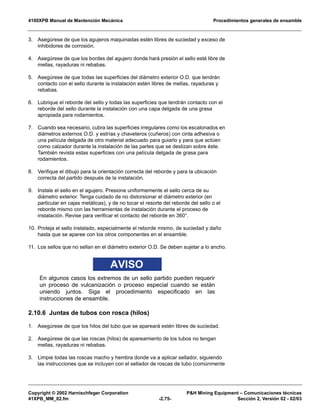
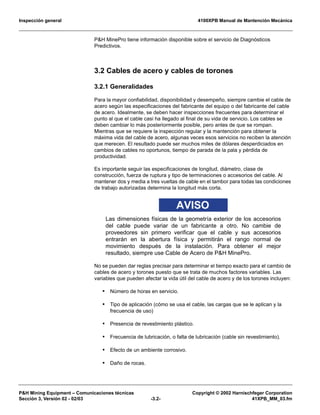
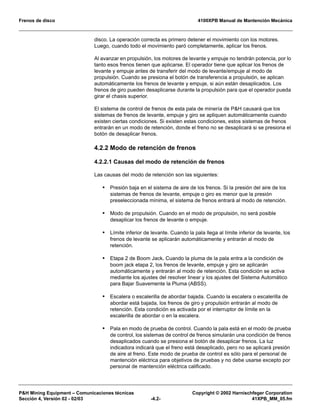
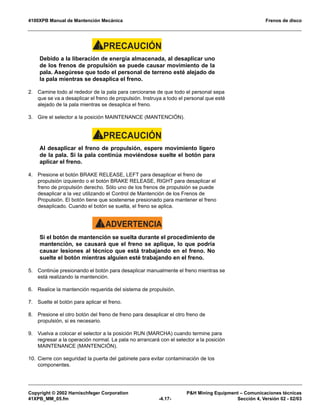
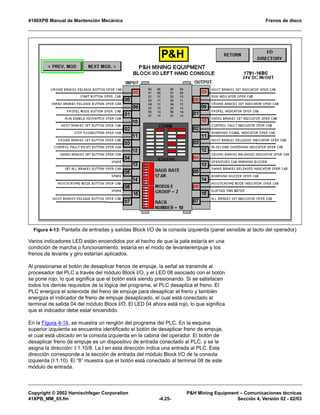
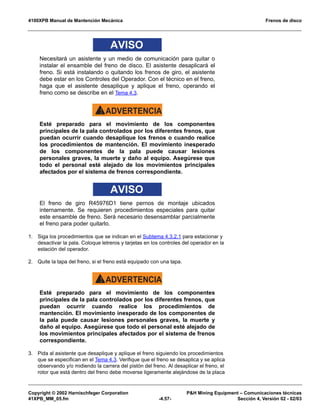
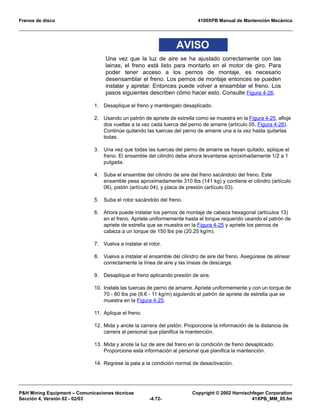
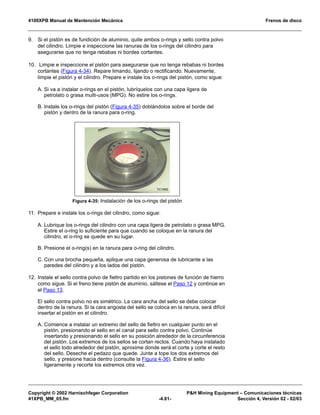
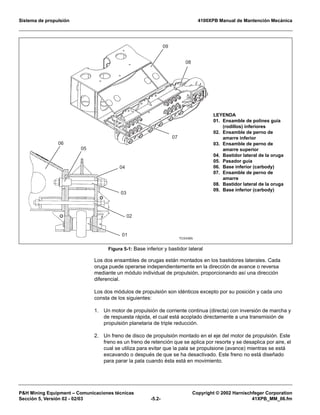
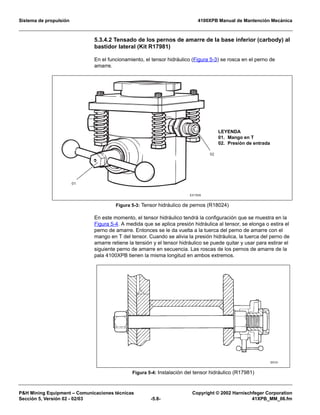
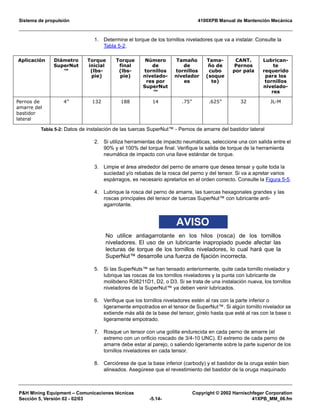
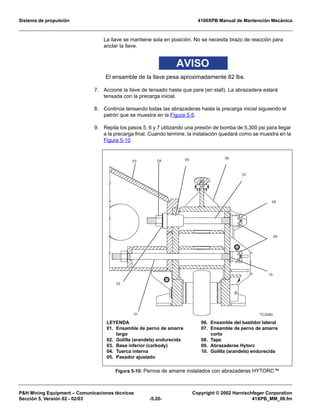
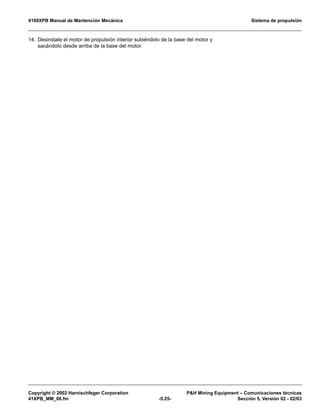
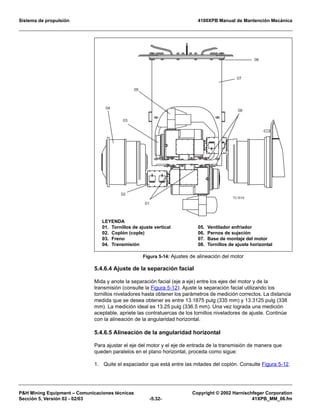
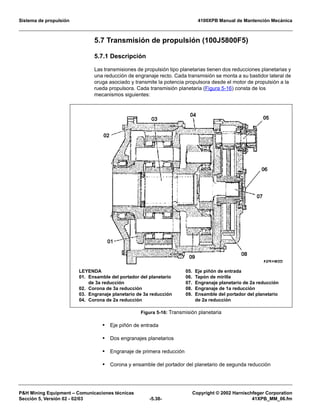
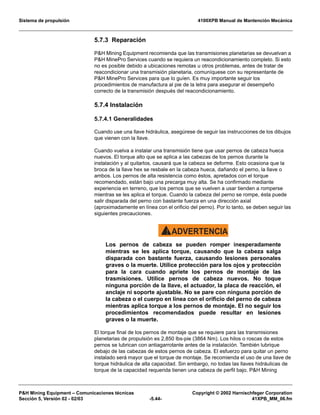
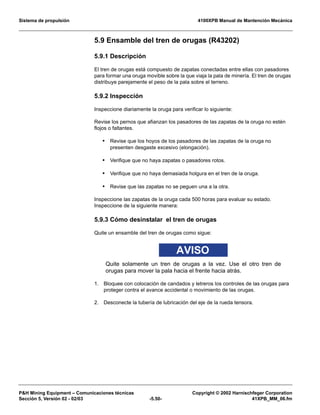
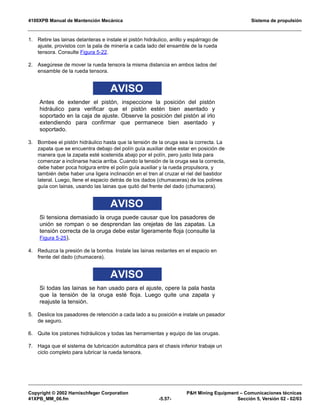
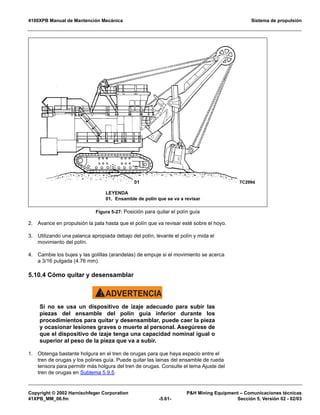
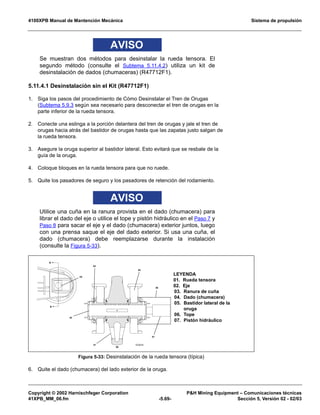
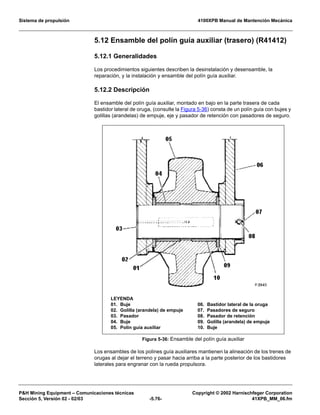
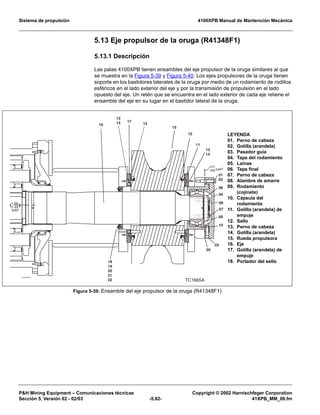
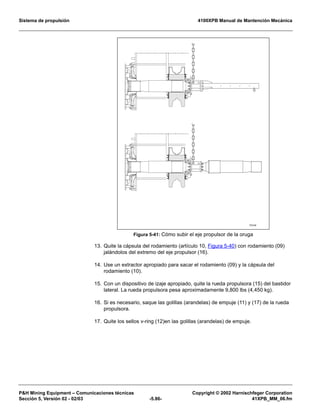
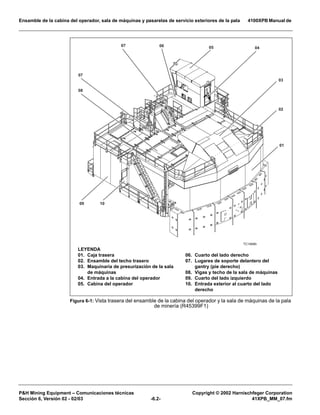
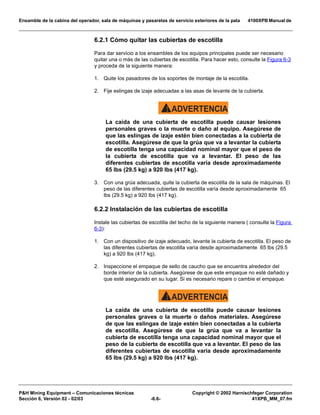
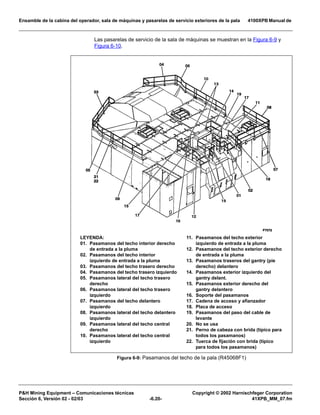
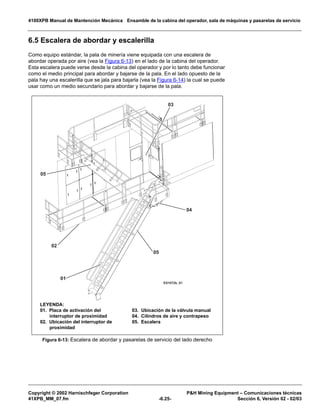
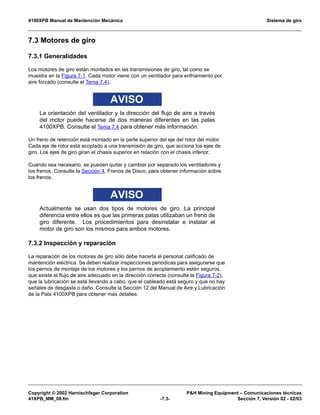
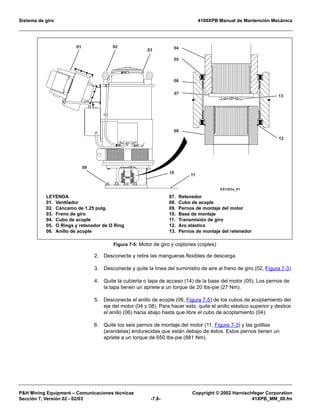
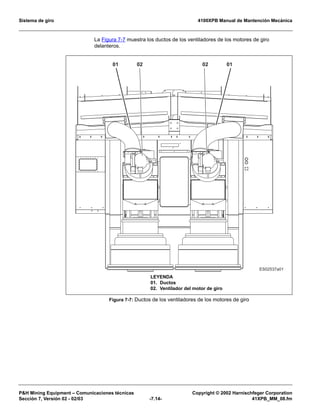
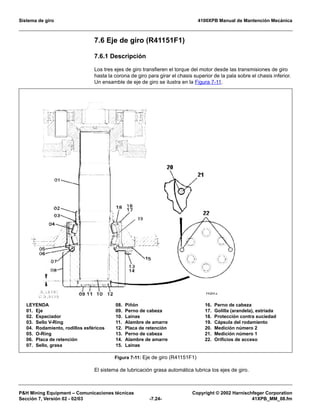
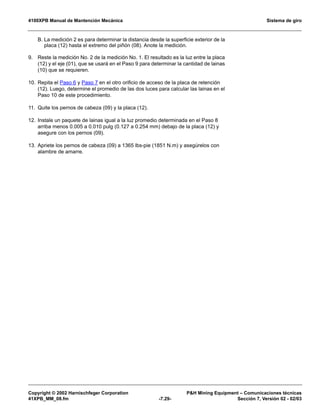
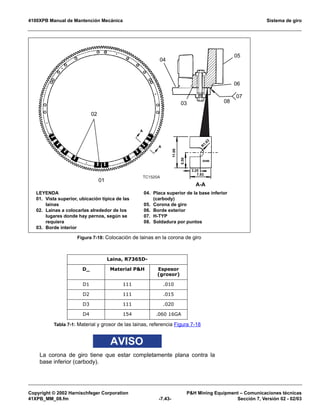
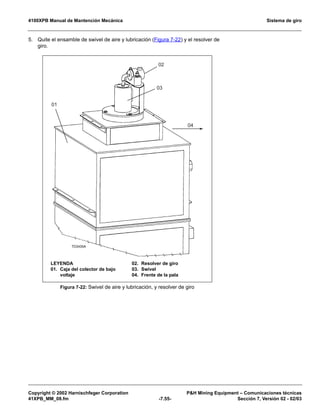
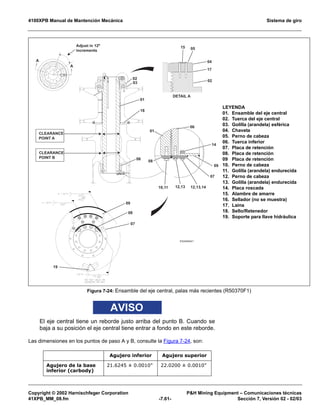
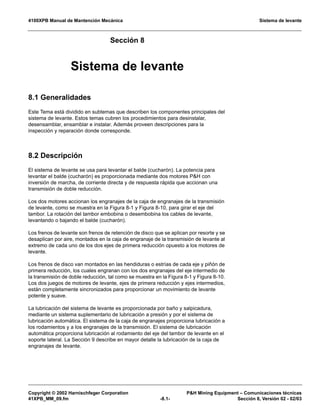
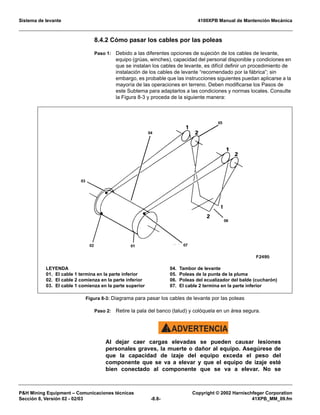
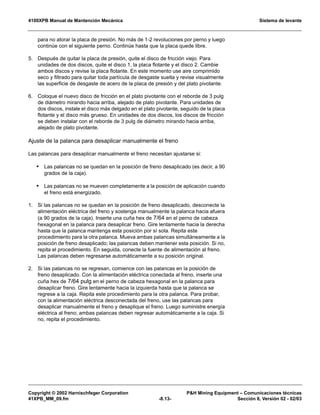
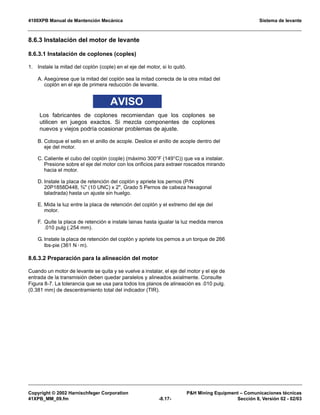
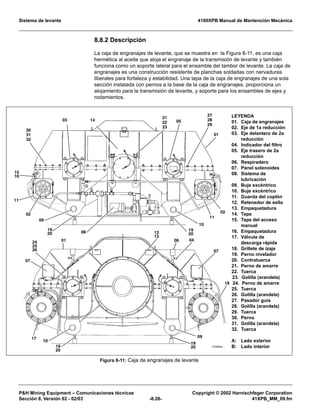
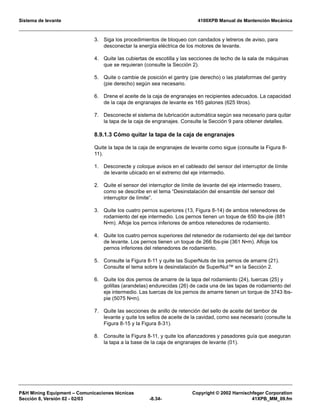
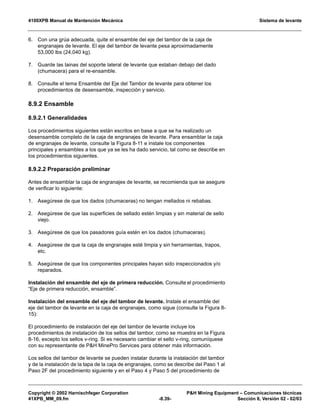
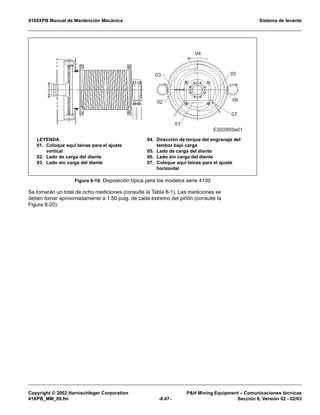
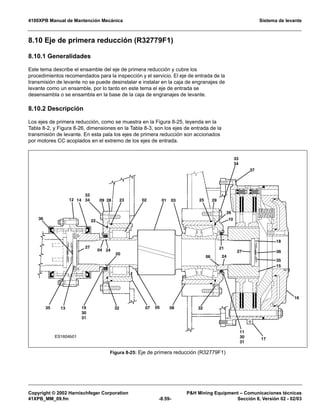
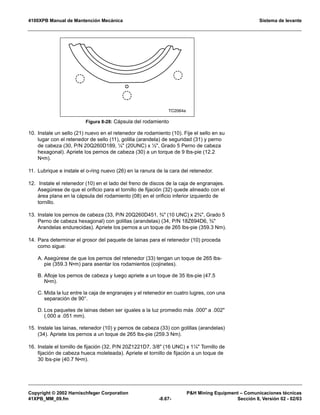
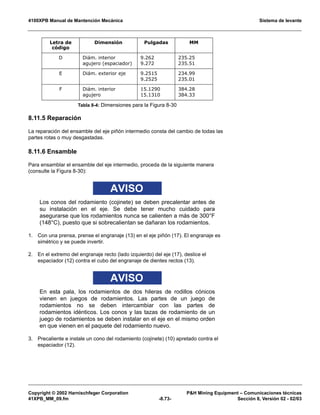
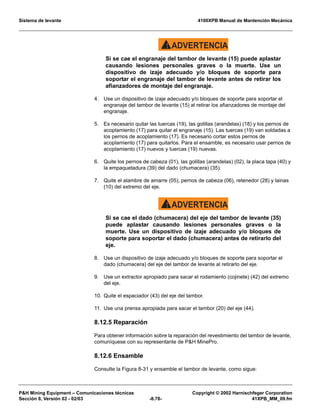
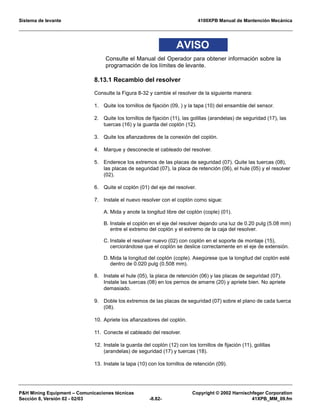
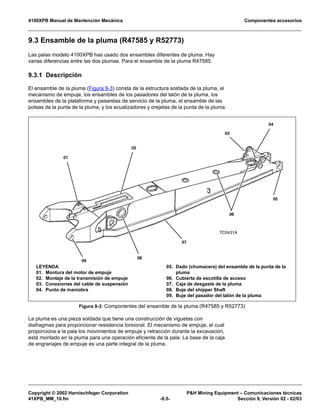
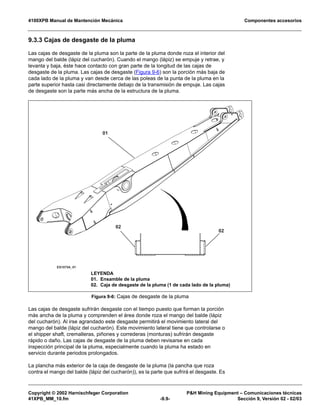
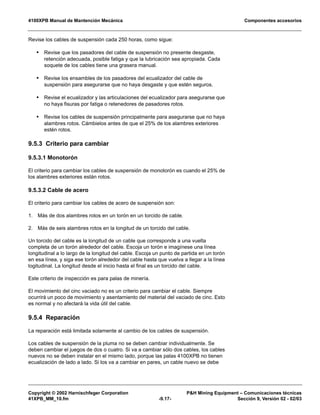
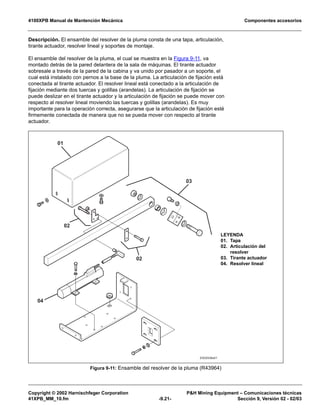
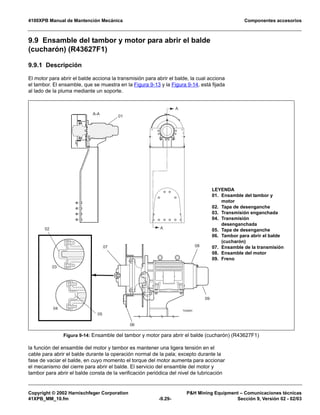
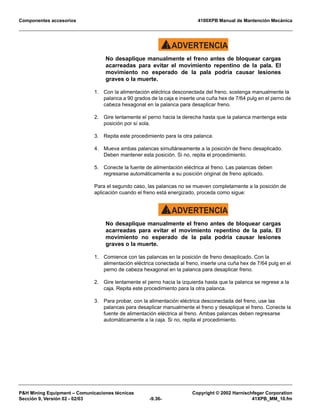
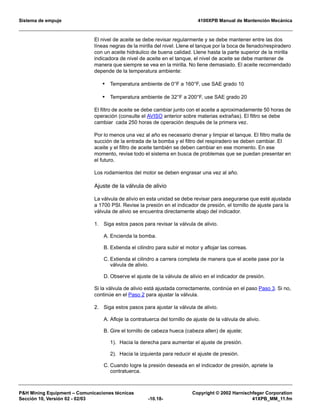
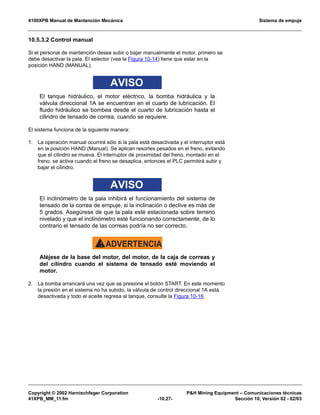
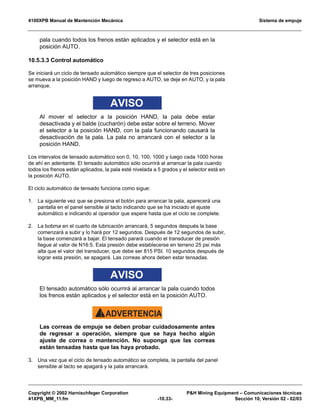
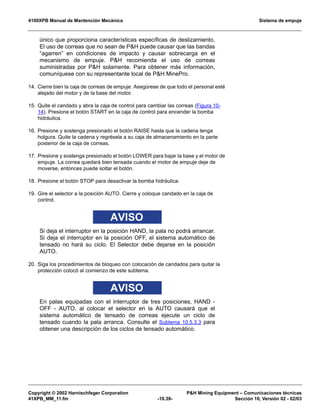
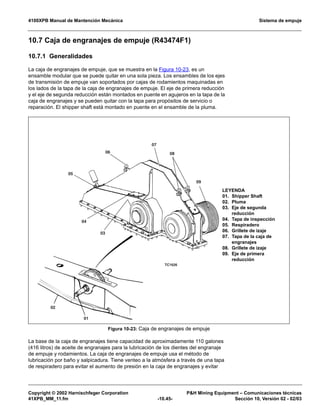
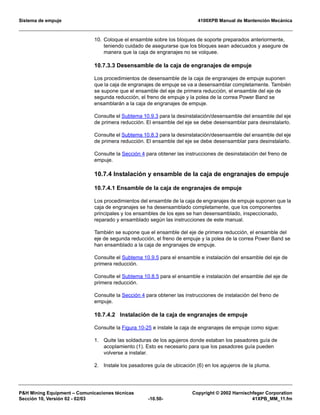
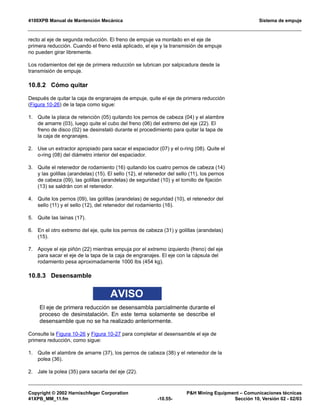
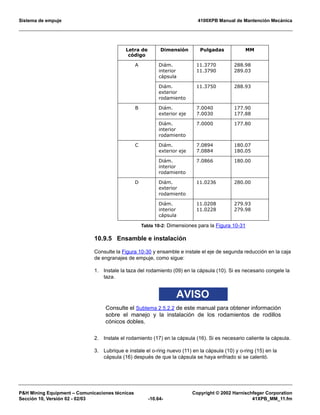
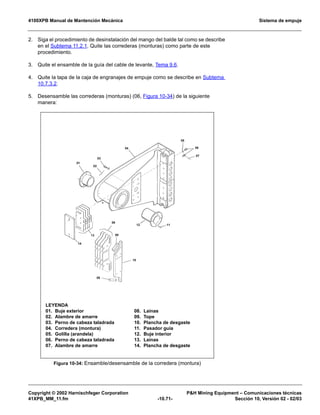
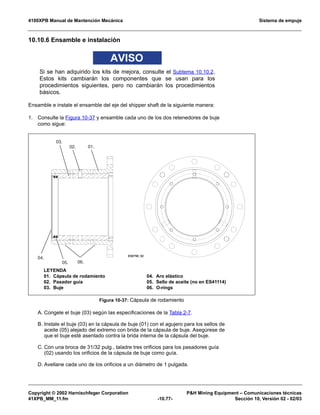
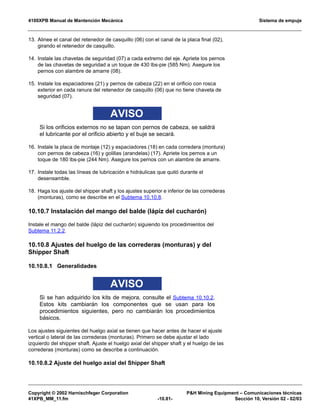
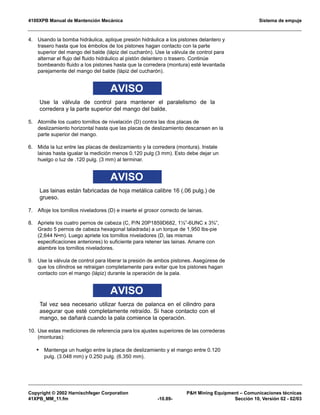
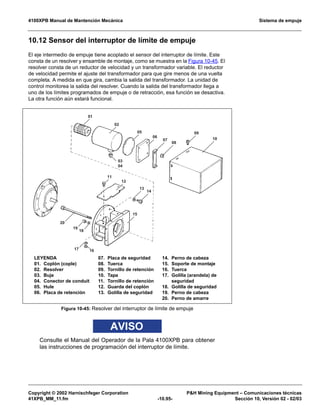
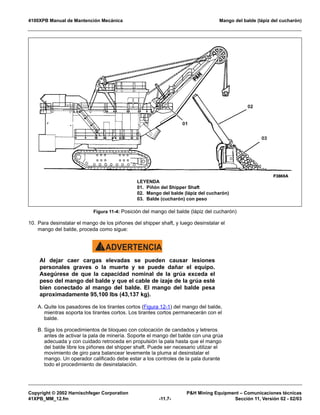
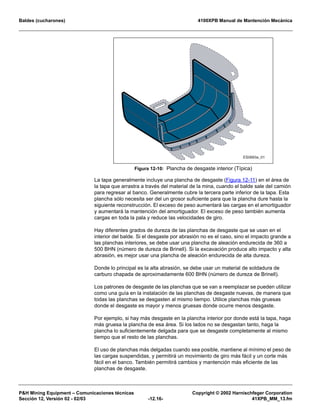
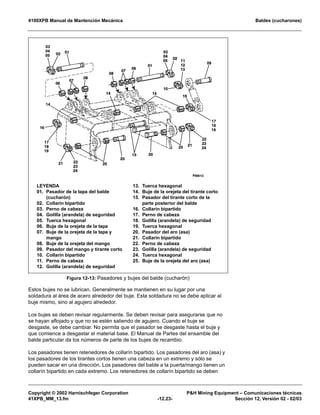
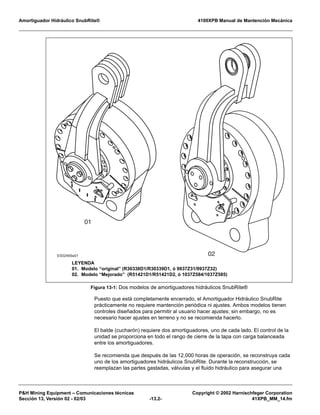
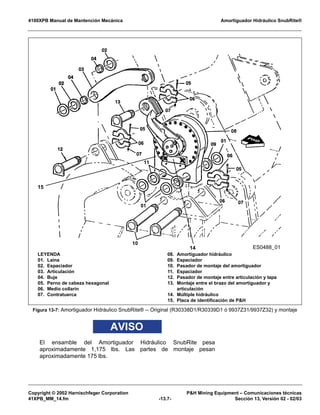
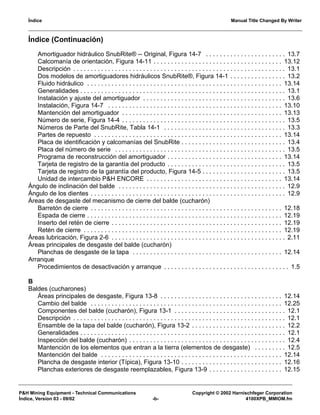
Tabla 8-1: Mediciones y cálculos del huelgo
1stBacklashMeasurements
2300XPA2300XPB2800XPA/XPB4100/4100A4100TS/BOSS4100XPB
ShimSidestandHorizontallyBy:
OutboardInboardOutboardInboard(GreaterThanZero=TowardsFront,LessThanZero=TowardsRear)
ABCD
2300XPA2300XPB2800XPA/XPB4100/4100A4100TS/BOSS4100XPB
ShimSidestandVerticallyBy:
OutboardInboardOutboardInboard(GreaterThanZero=Up,LessThanZero=Down)
EFGHNote:Shimsidestandbearingblocktothenearest.005
2ndCalculation
2ndBacklashMeasurements(afteradjustmentofsidestand)
2300XPA2300XPB2800XPA/XPB4100/4100A4100TS/BOSS4100XPB
ShimSidestandHorizontallyBy:
OutboardInboardOutboardInboard(GreaterThanZero=TowardsFront,LessThanZero=TowardsRear)
ABCD
2300XPA2300XPB2800XPA/XPB4100/4100A4100TS/BOSS4100XPB
ShimSidestandVerticallyBy:
OutboardInboardOutboardInboard(GreaterThanZero=Up,LessThanZero=Down)
EFGHNote:Shimsidestandbearingblocktothenearest.005
DistanceWhichSolderNominalActualAvg.
istoBePlacedFromBacklashinBacklashin
ModelHorizontalVerticalEdgeOfPinionFacePinionGearinGearMeshFrontMesh
2300XPA8.002.941.251N11111N1165.019-.032*(A+B+C+D)/2
2300XPB8.002.941.251N16171N1616.026-.048
2800XPA/XPB7.502.751.251N10351N1526.048-.064ActualAvg.
4100/4100A7.002.501.501J3291J199.023-.038Backlashin
4100TS/BOSS5.002.631.50R37179R32245.026-.048RearMesh
4100XPB5.252.721.50R37179R32245.026-.048*(E+F+G+H)/2
Formulasforhandcalculations:
FinalCheckofLeadErrorAcrossGearFace(LoadSide):
MaximumPermissible
ShimSidestandHorizontallyBy:(-A+B-C+D+E-F+G-H)xHorizontalFactorModelLeadError**
(GreaterThanZero=TowardsFront)2300XPA.003ActualLeadActualLead
(LessThanZero=TowardsRear)2300XPB.003Error(front)Error(rear)
2800XPA/XPB.004*[A-B]*[E-F]
4100/4100A.004
ShimSidestandVerticallyBy:(A-B-C+D-E+F+G-H)xVerticalFactor4100TS/BOSS.004
(GreaterThanZero=Up)4100XPB.004
(LessThanZero=Down)*Note:Use2ndBLmeasurements
**IfunobtainablecontactEngineerin
FrontPinon
NON-LoadSideLoadSide
RearPinon
NON-LoadSideLoadSide
LoadSideNON-LoadSide
Factors
FrontPinon
LoadSideNON-LoadSide
RearPinon
ES02860a01](https://image.slidesharecdn.com/es4100xpb-02-mmsp-150526023108-lva1-app6891/85/Catalogo-Pala-Es4100-xpb-02-mm-sp-482-320.jpg)

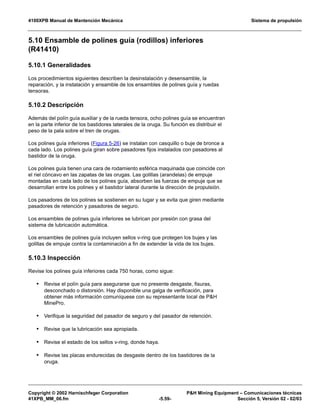
![Sistema de levante 4100XPB Manual de Mantención Mecánica
PH Mining Equipment – Comunicaciones técnicas Copyright © 2002 Harnischfeger Corporation
Sección 8, Versión 02 - 02/03 -8.50- 41XPB_MM_09.fm
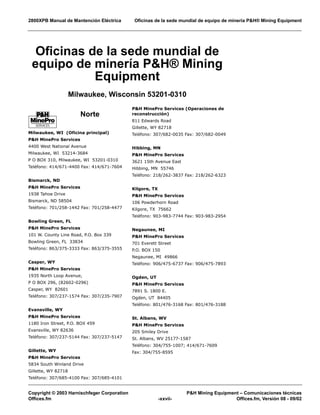
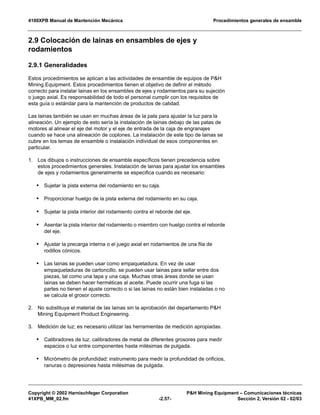
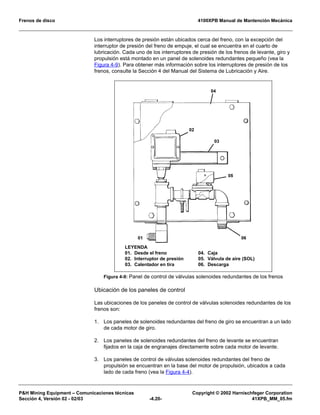
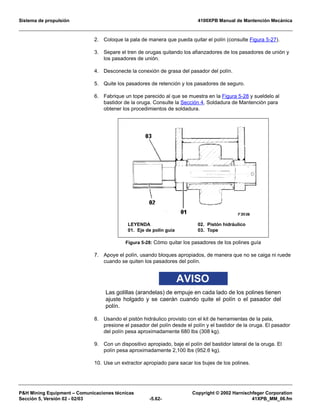
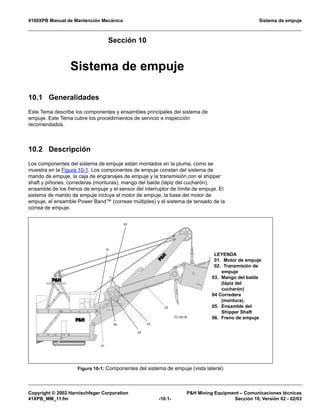
4. Anote las mediciones del grosor para el lado de carga y el lado sin carga en los
lugares interior y exterior en la Tabla 8-1.
5. Repita los pasos 1 al 4 para el engrane trasero del piñón y engranaje.
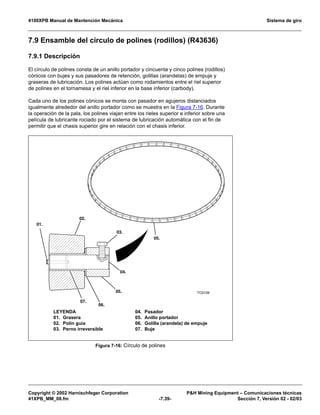
6. Use las fórmulas de la Tabla 8-1 para calcular la cantidad de lainas requeridas. Si
tiene un programa de software de hojas de cálculo, simplemente introduzca los
valores en las celdas y el programa automáticamente hará los cálculos. Si no, se
requerirán cálculos a mano utilizando las fórmulas y los factores que se proveen.
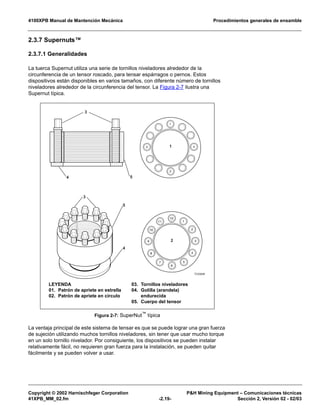
7. Instale la cantidad correcta de lainas y repita del Paso 1 al Paso 6 hasta lograr la
alineación correcta. Instale lainas en el dado (chumacera) del soporte lateral al
.005 de pulg. más cercano.
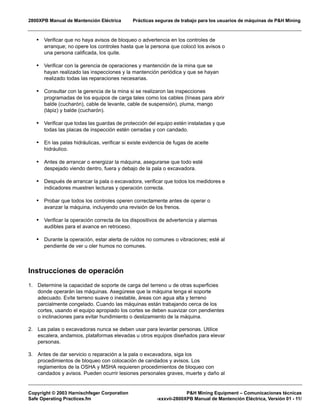
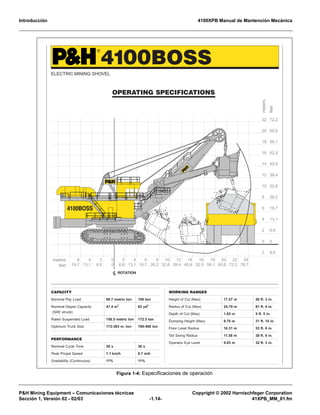
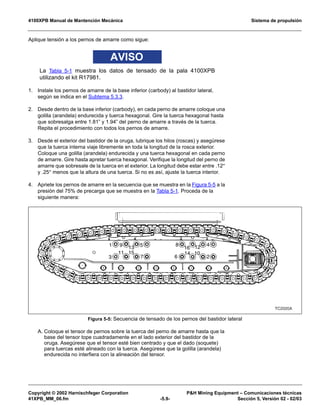
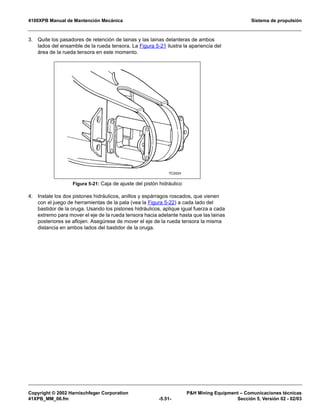
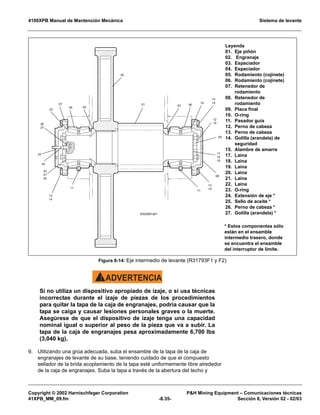
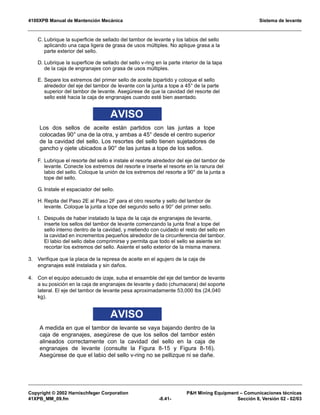
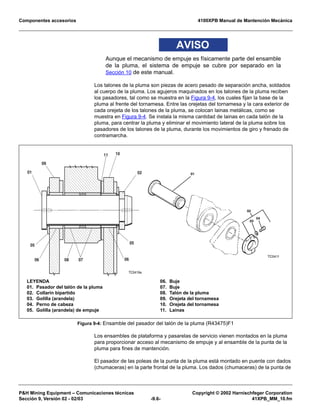
8.9.3.6 Procedimiento para verificar el patrón de contacto
1. Después del ensamble final de un juego de engranajes, gire los piñones para que
el engranaje del tambor haga por lo menos una revolución completa.
2. Limpie profundamente los dientes de los piñones y del engranaje del tambor con
un desengrasante.
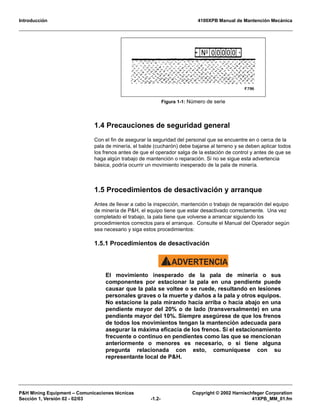
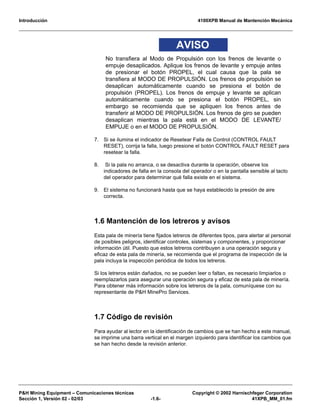
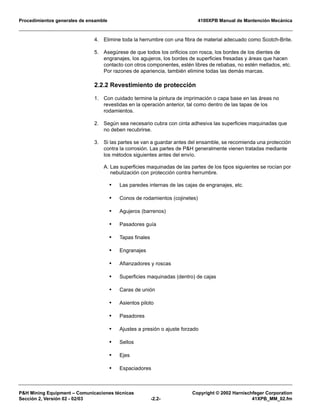
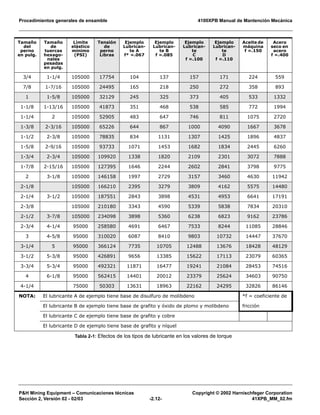
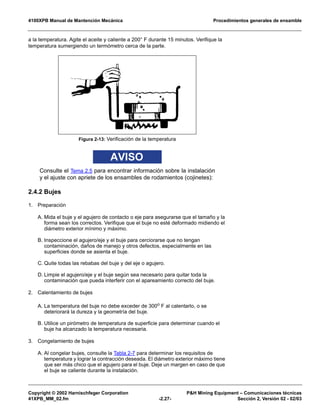
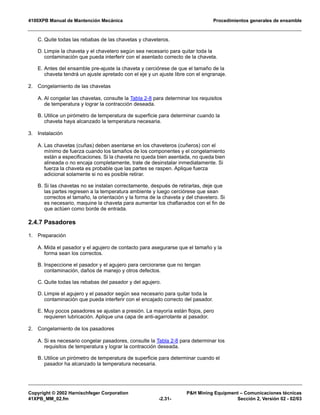
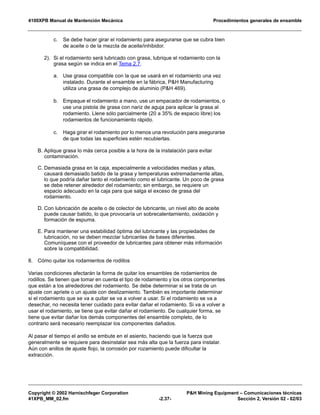
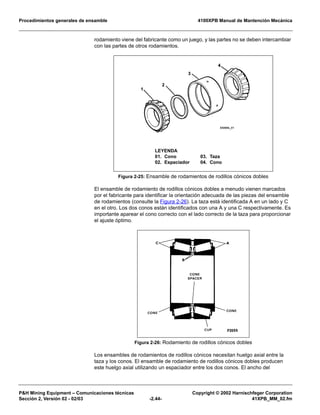
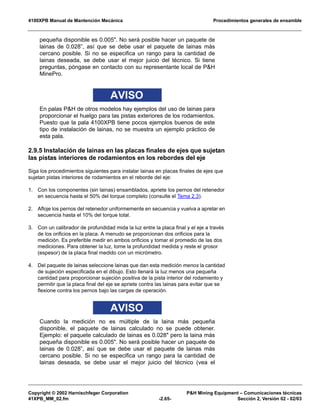
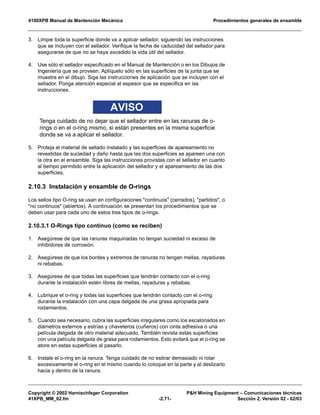
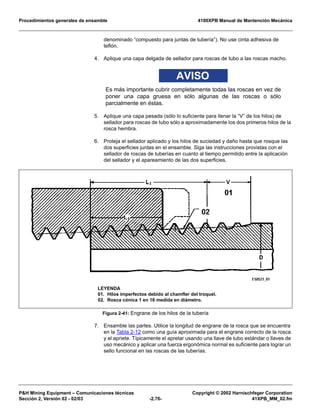
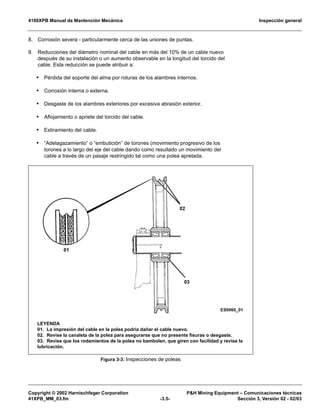
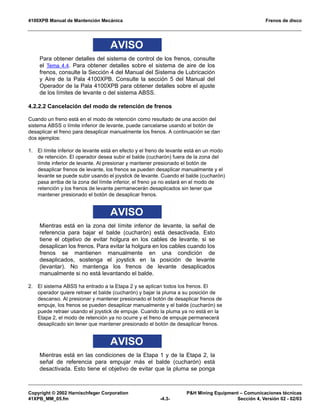
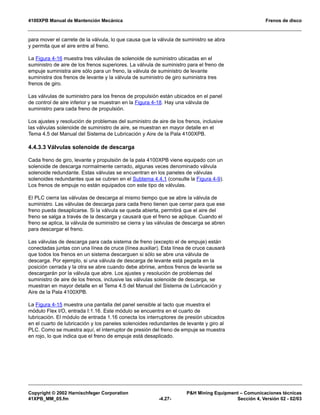
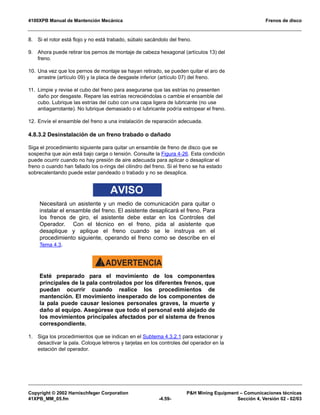
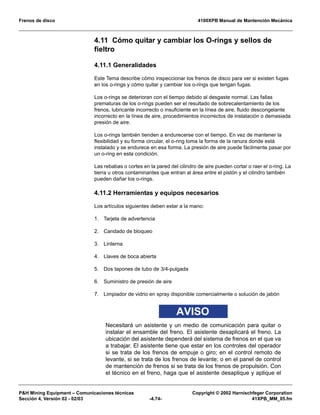
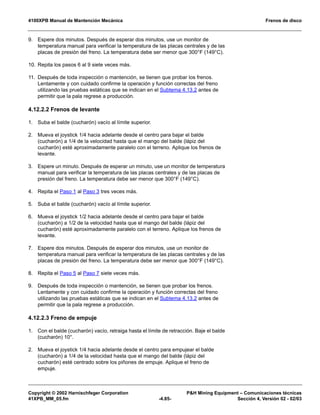
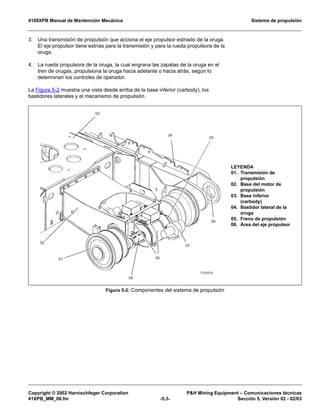
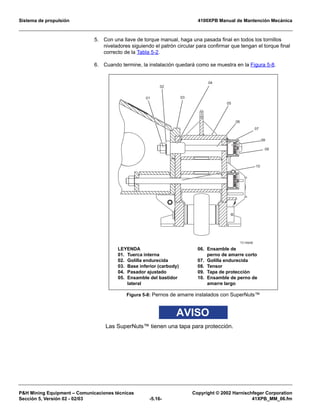
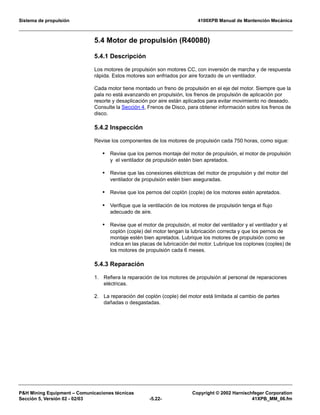
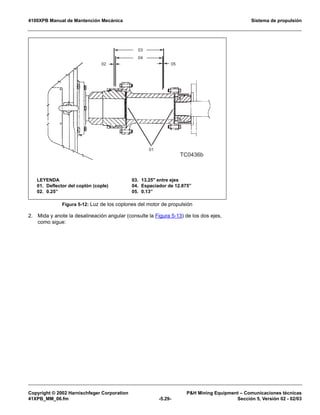
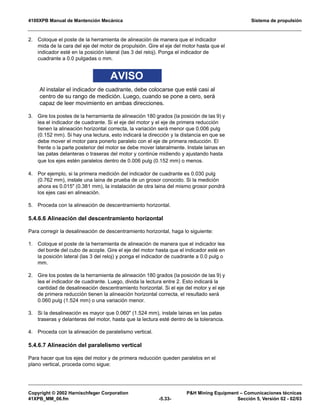
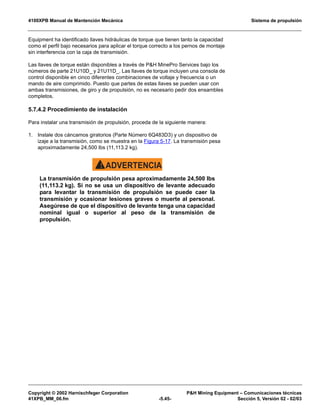
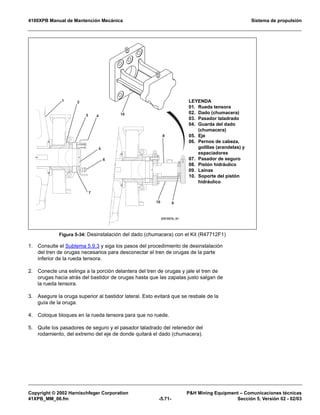
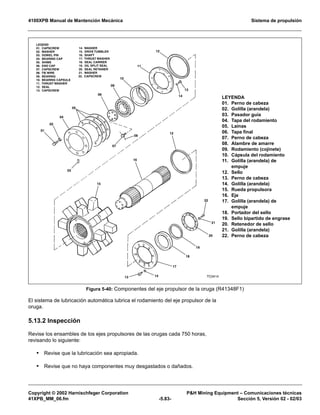
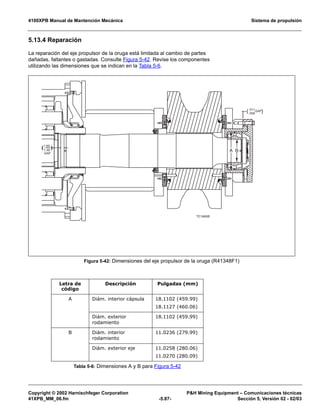
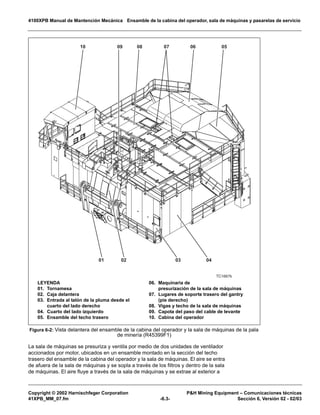
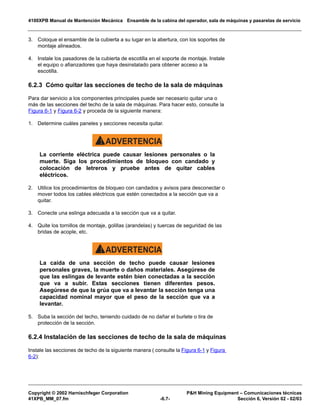
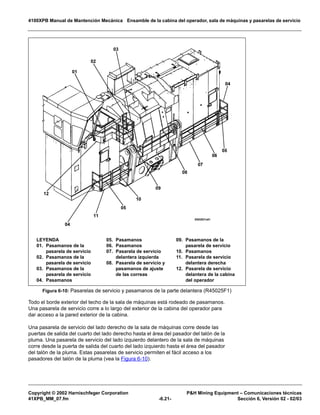
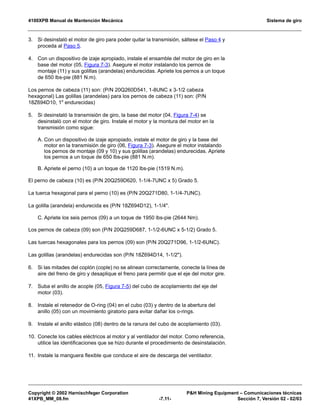
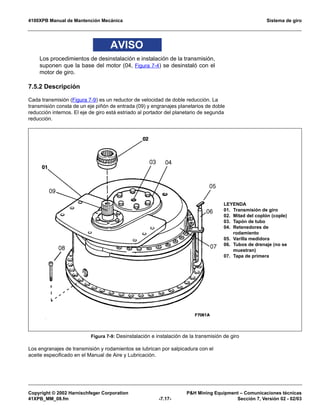
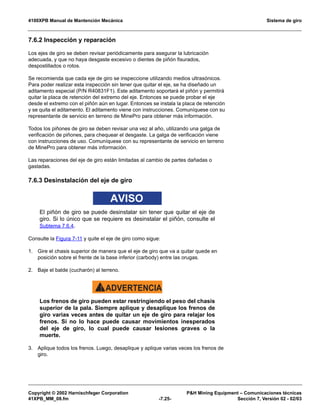
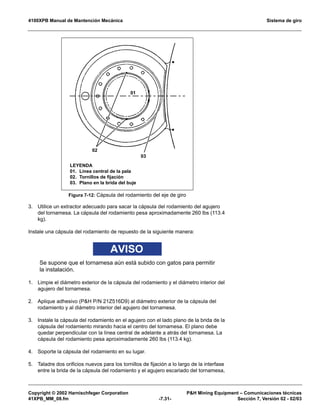
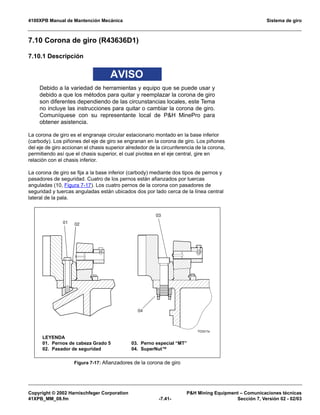
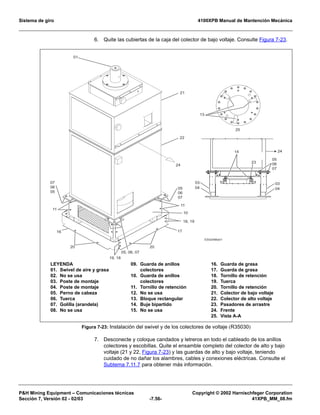
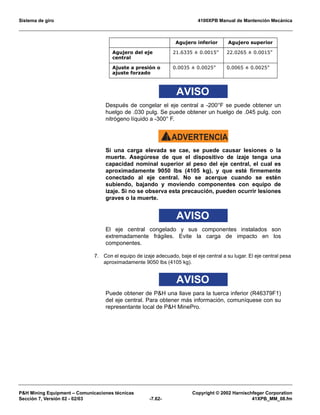
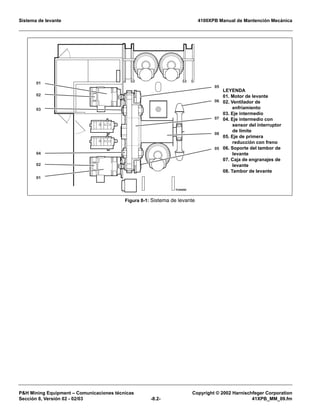
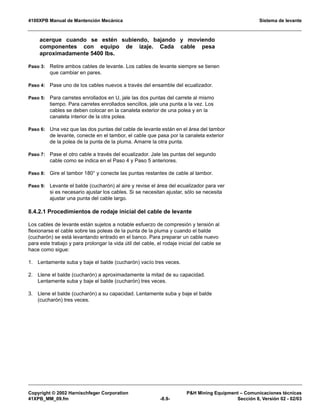
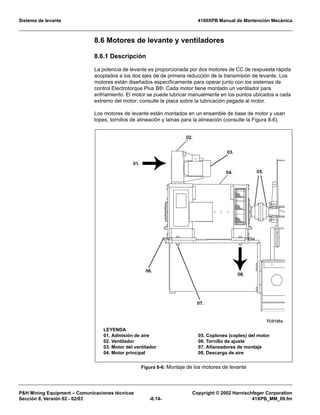
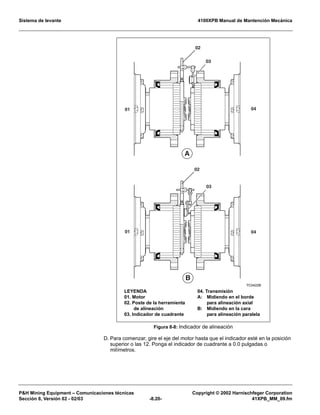
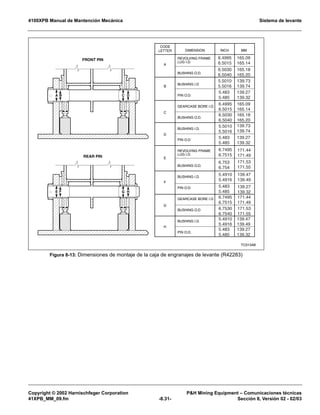
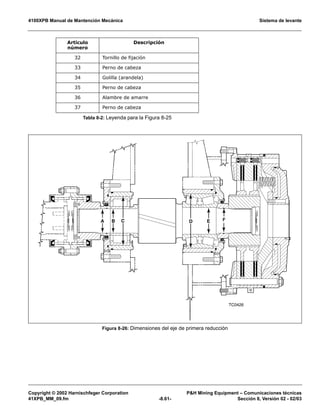
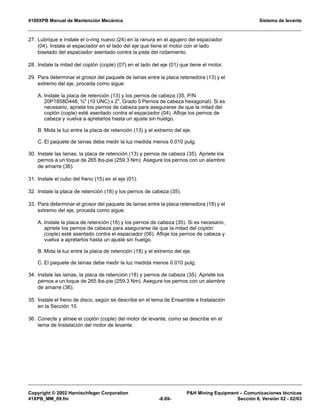
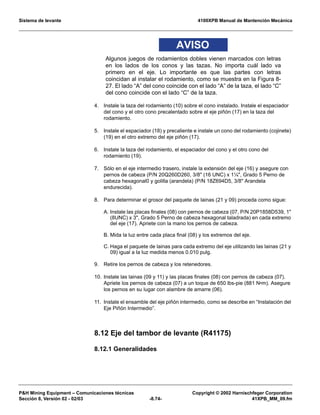
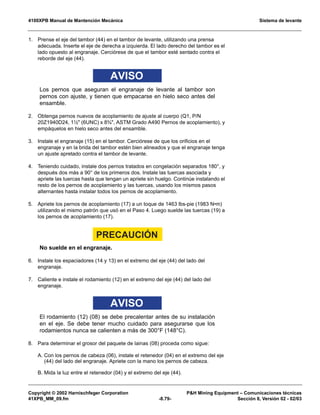
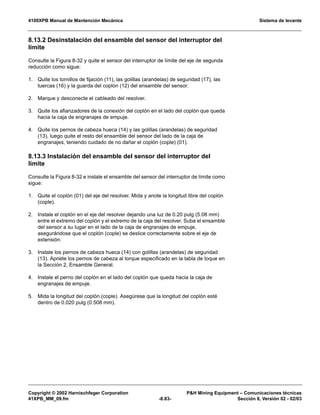
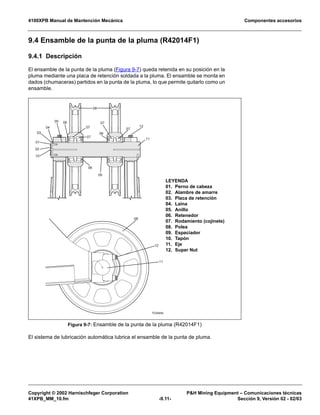
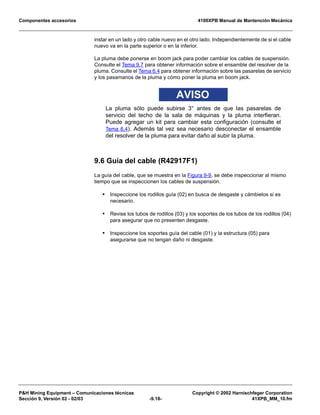
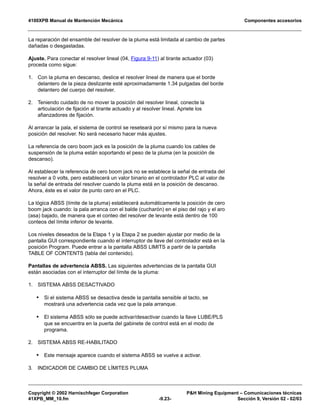
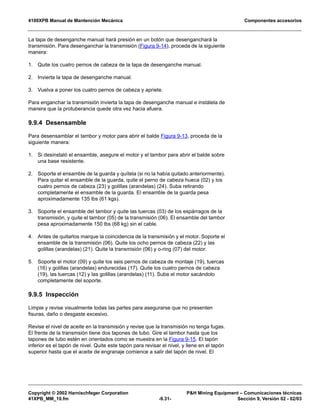
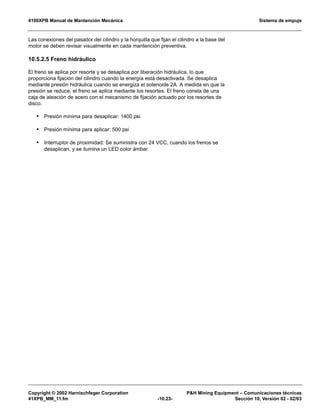
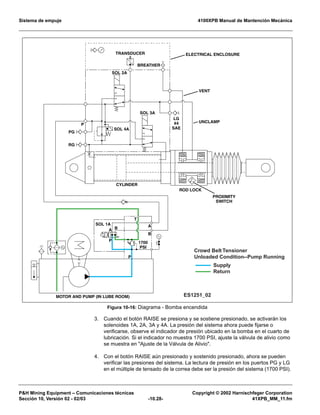
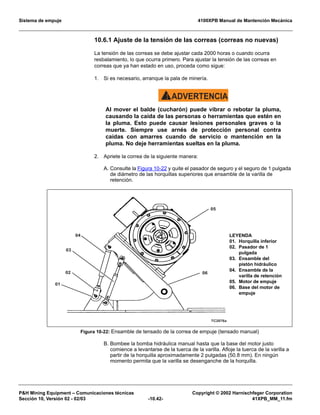
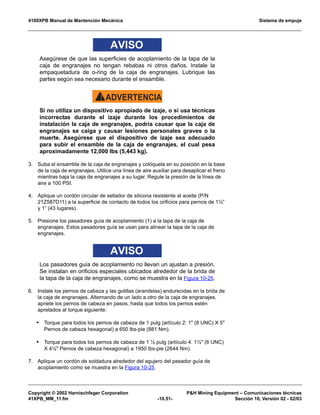
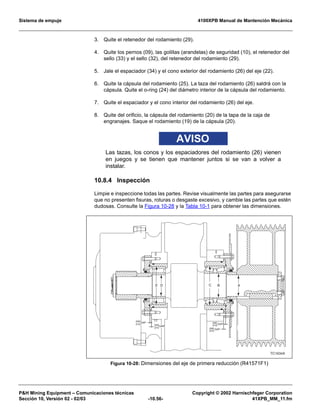
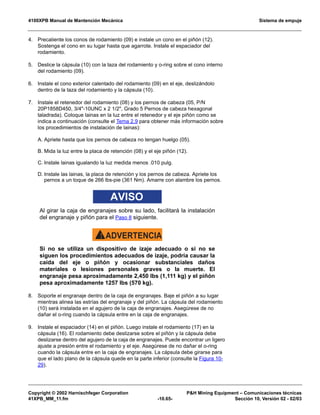
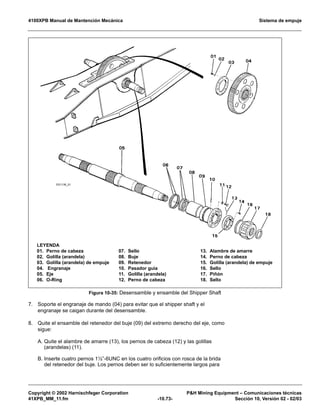
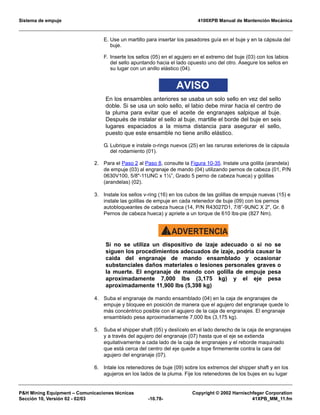
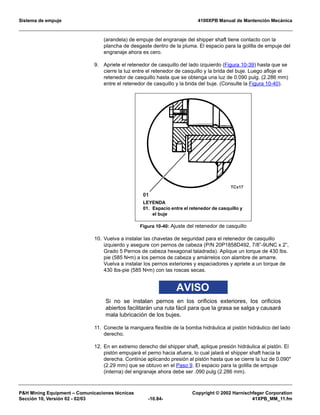
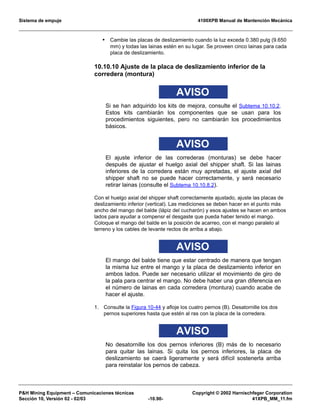
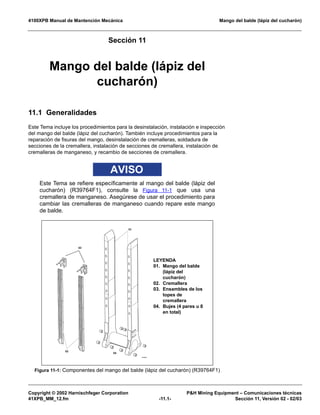
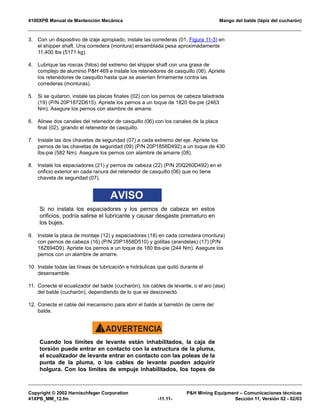
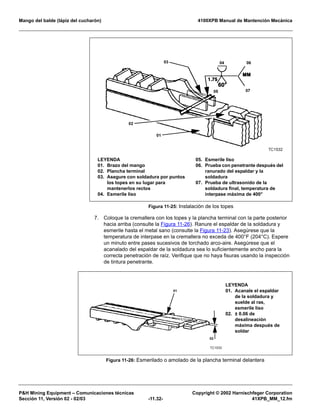
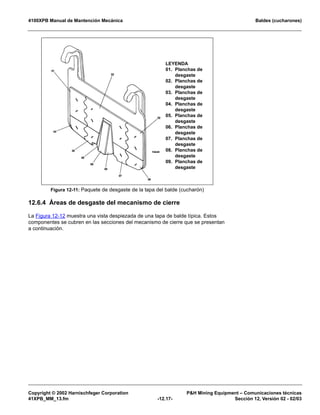
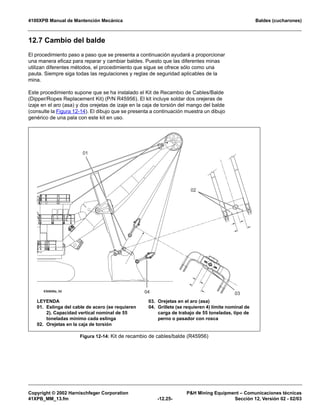
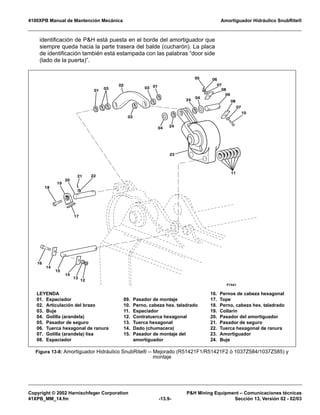
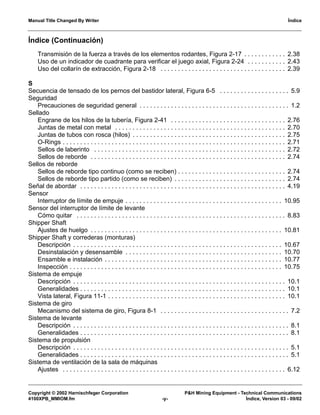
3. Aplique una ligera capa de compuesto azul al lado de carga de uno de los dientes
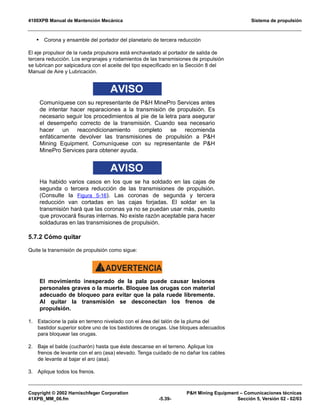
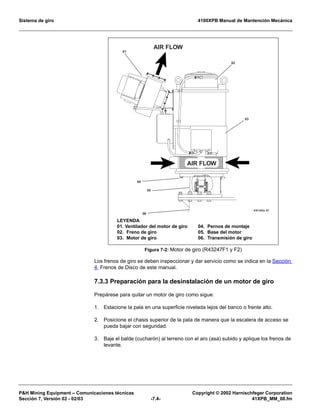
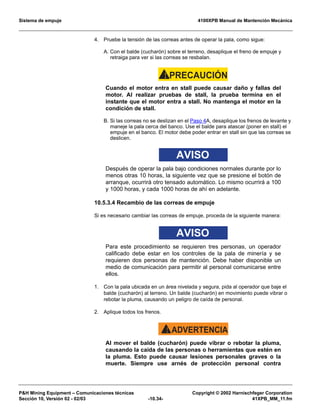
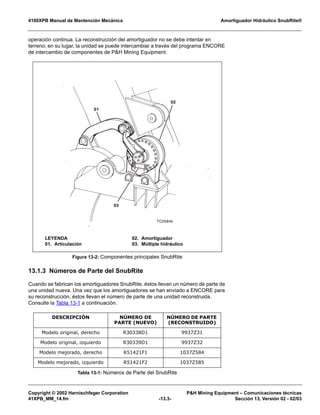
en el piñón delantero (consulte la Figura 8-19 y Figura 8-22) [Nota: El lado de
carga mira hacia el frente de la pala en ambos piñones]. Una película delgada se
define como .0003 pulg. (.008 mm) a .0005 pulg. (.012mm) de grosor. Una
película delgada se aplica mejor aplicando el compuesto en el diente y luego
usando un trapo o el dedo para quitar el exceso. Una película de grosor excesivo
resultará en lecturas falsas de contacto. Los dientes del piñón tienen una
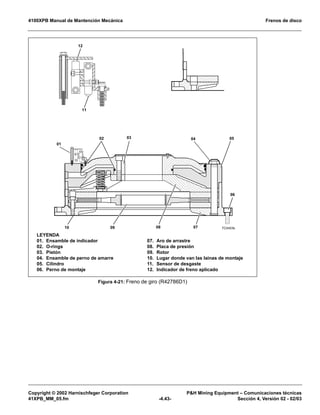
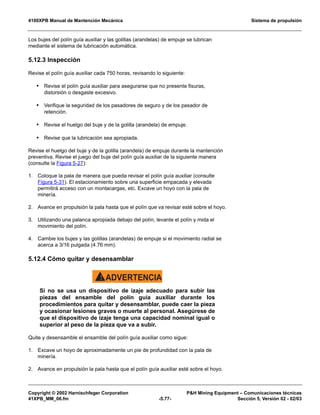
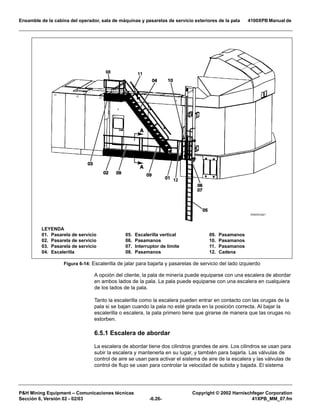
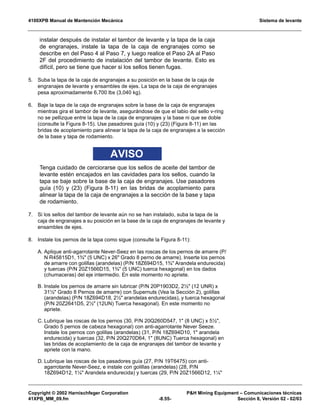
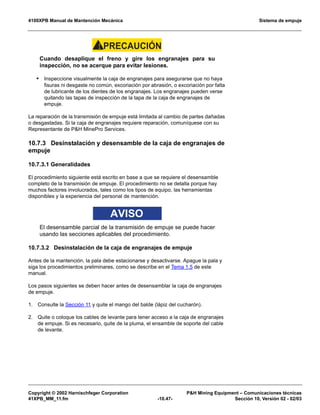
Figura 8-21: Cómo medir el grosor del hilo de soldar en el piñón delantero](https://image.slidesharecdn.com/es4100xpb-02-mmsp-150526023108-lva1-app6891/85/Catalogo-Pala-Es4100-xpb-02-mm-sp-484-320.jpg)














































































































































Este manual proporciona instrucciones para la operación, mantenimiento y reparación de una pala de minería. Incluye secciones sobre procedimientos de seguridad, descripción de los sistemas de la máquina, terminología, especificaciones y procedimientos generales de ensamble. El objetivo es guiar al personal en el trabajo con la máquina de una manera segura y efectiva.














































![Manual linde h25 d, h30d, h35d 393[1]](https://cdn.slidesharecdn.com/ss_thumbnails/manuallindeh25dh30dh35d3931-120702100119-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)
