Descargado 125 veces

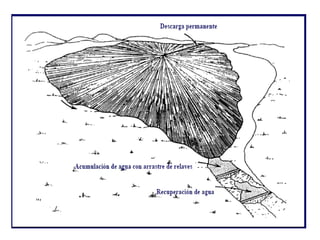


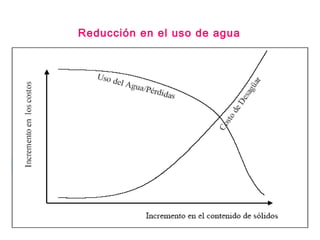

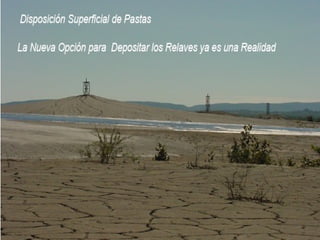


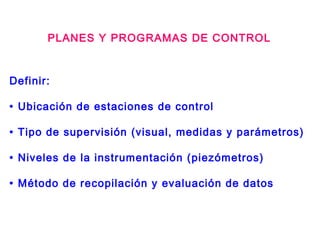
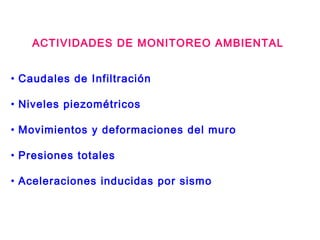
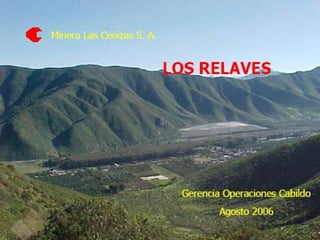
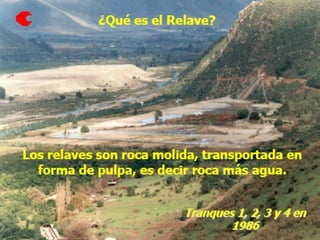











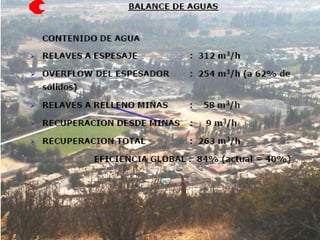


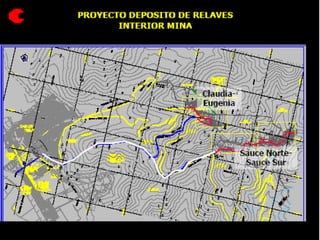





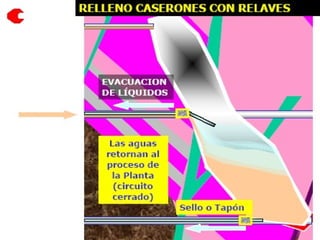
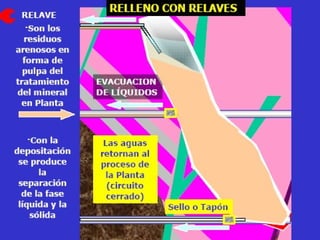



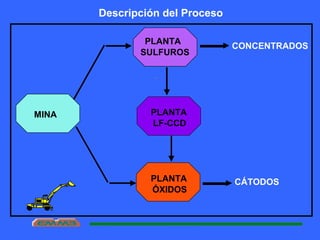



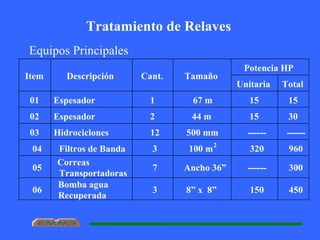
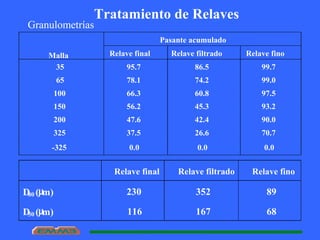
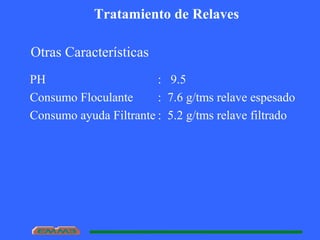
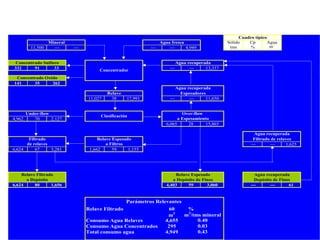
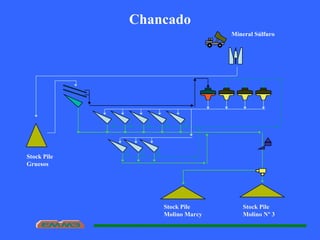
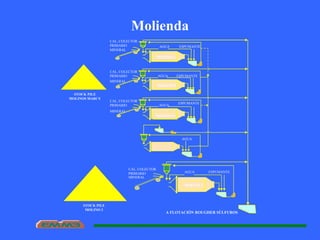



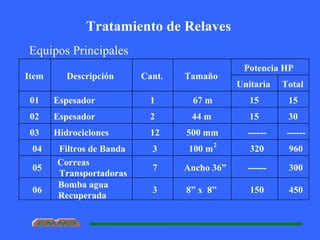
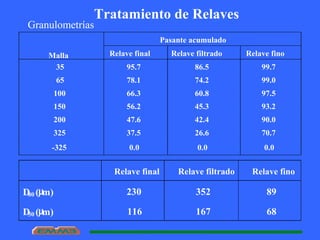
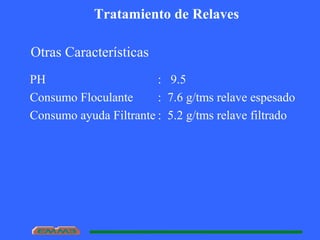
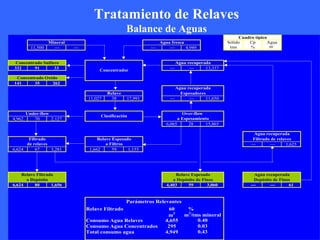
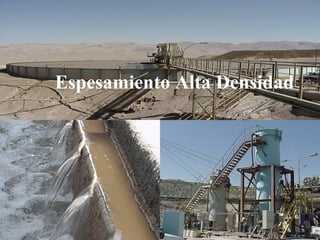
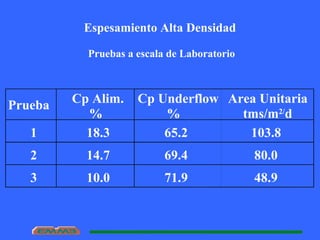
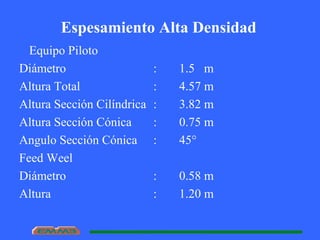
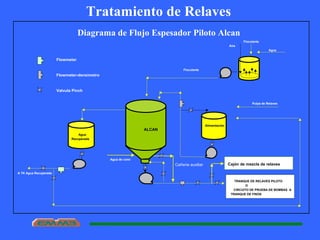










Este documento describe diferentes métodos para disponer relaves, incluyendo depósitos de relaves espesados que no requieren presa de contención, depósitos en minas subterráneas en operación donde el relave se usa como soporte, y depósitos submarinos donde el relave se dispone a profundidades de 30-50 metros. También describe operaciones como espesamiento, transporte y tratamiento de aguas asociadas a la disposición de relaves.





















































![[G9] template inova_lab_deck](https://cdn.slidesharecdn.com/ss_thumbnails/g9templateinovalabdeck-190116224548-thumbnail.jpg?width=640&height=640&fit=bounds)













