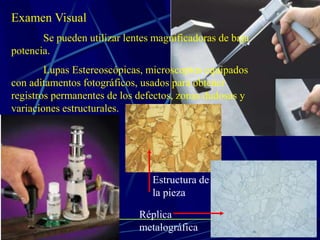
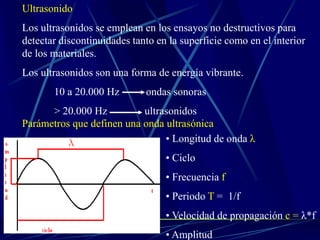
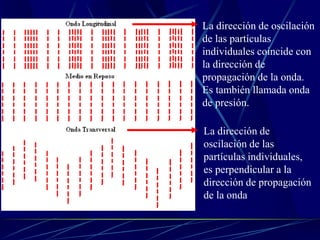
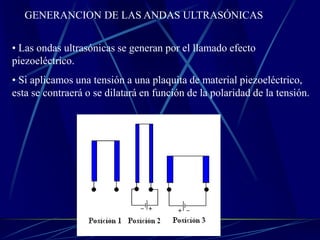
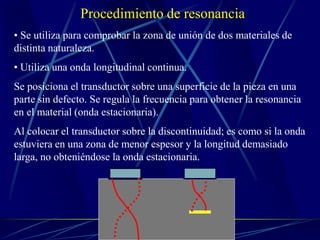
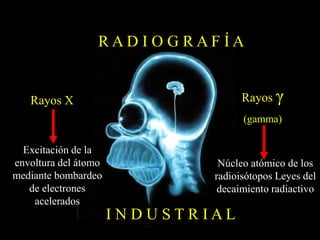
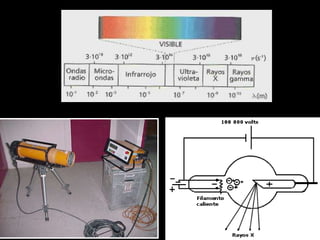
Este documento describe diferentes ensayos no destructivos utilizados para localizar defectos y determinar características de materiales. Explica métodos como el examen visual, tintas penetrantes, partículas magnéticas, ultrasonido y radiografía. Cada método se describe detallando sus pasos y cómo pueden detectar defectos superficiales o internos.