Descargar para leer sin conexión

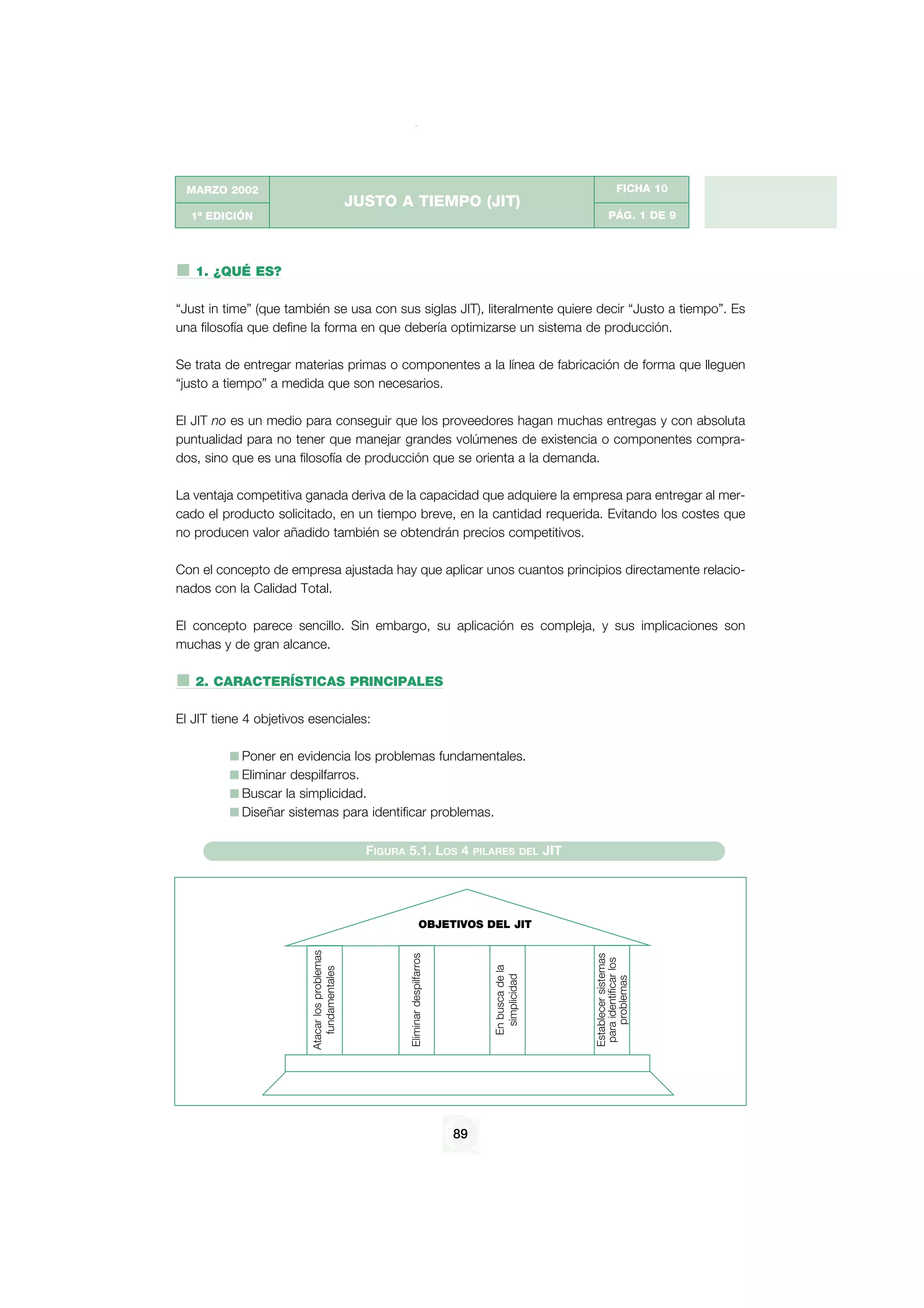









Este documento describe el concepto de Justo a Tiempo (JIT), una filosofía de producción orientada a la demanda que busca entregar los productos exactamente cuando se necesitan para evitar costos innecesarios. El JIT se caracteriza por tener cuatro objetivos: exponer problemas fundamentales, eliminar despilfarros, buscar simplicidad y establecer sistemas para identificar problemas. El documento explica cada uno de estos objetivos y cómo el enfoque JIT difiere del enfoque tradicional para abordar problemas como máquinas poco fiables














































