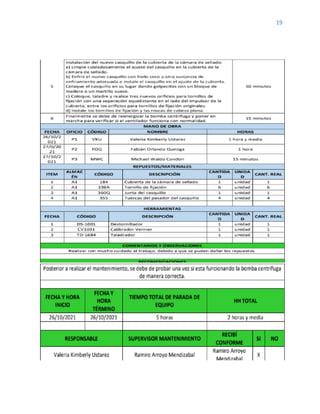
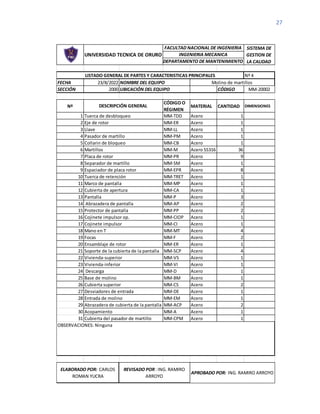
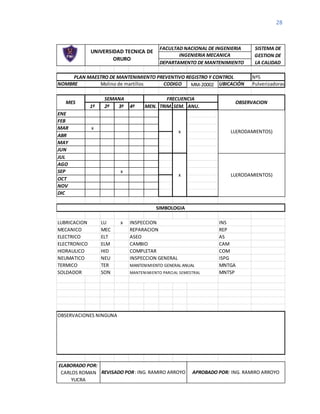
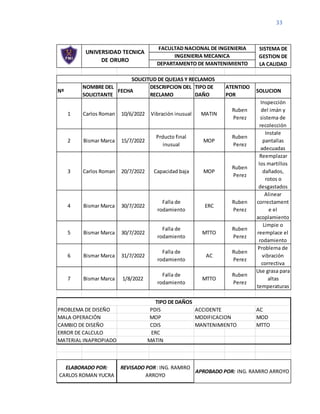
El documento presenta una introducción al mantenimiento industrial, definiendo conceptos clave como estrategias, funciones, procesos, planificación y documentación del mantenimiento. Explica los 10 pasos para crear un plan de mantenimiento efectivo, así como los componentes fundamentales de una orden de trabajo como el alcance, procedimiento, recursos y tiempo requerido para su ejecución. Finalmente, brinda lineamientos para la codificación de máquinas y órdenes de trabajo con el fin de facilitar su seguimiento y gestión.