Descargar como PDF, PPTX























![Tuberías Tuberías
CONTENIDO:
RP 5C6 efectos de la corrosión sobre una diversidad de mate-
Recommended Practice for Welding Connections to riales, la National Association of Corrosion
CONTENIDO DE C 2O EN EL GAS POR FRACCION MOLAR (%) Pipe, Engeneering (NACE). Esta institución ha generado una
CONTENIDO DE H 2 S EN EL GAS POR FRACCION MOLAR (%) FIRST EDITION, DECEMBER 1996 serie de recomendaciones y boletines de pruebas de
PRESENCIA DE CLORUROS O CONTENIDO DE NaCl EN EL AGUA
EN PORCIENTO EN PESO
materiales que se aplican sobre los elementos
PRESION TOTAL DEL SISTEMA (PT) (PSI) RP 5C7 tubulares. Generalmente esta institución emite cada
TEMPERATURA DEL AGUA EN EL POZO (°C) Recommended Practice for Coiled Tubing Operations año una revisión actualizada de sus referencias. La si-
in Oil and Gas Well Services , guiente lista de referencias presenta los boletines y
FIRST EDITION, DECEMBER 1996 recomendaciones más aplicables a los elementos
tubulares utilizados en la ingeniería de perforación:
CALCULAR:
RP 5L1
Recommended Practice for Railroad Transportation MR0175-99 Sulfide Stress Cracking Resistant
PRESION PARCIAL DEL C2O : of Line Pipe, Metallic Materials for Oilfield Equipment-Item No.
FIFTH EDITION, DECEMBER 1996 21302
PCO2 = PT [ CONTENIDO DE C 2 O (%MOL) / 100 ]
PRESION PARCIAL DEL H 2 S:
RP 5L2 MR0176-94 Metallic Materials for Sucker-Rod
Recommended Practice for Internal Coating of Line Pumps for Corrosive Oilfield Environments-Item
PH2S = PT [ CONTENIDO DE H 2S (%MOL) / 100 ] Pipe for Non-Corrosive Gas Transmission Service No. 21303
THIRD EDITION, MAY 1987
RP0169-96 Control of External Corrosion on
RP 5L3 Underground or submerged Metallic Piping System-
Recommended Practice for Conducting Drop-Weight Item No. 21001.
Tear Tests on Line Pipe
ACEROS AL Cr
12%Cr Si PCO2 > 30 PSI THIRD EDITION, JANUARY 1996 RP0191-96 The Application of Internal Plastic
Coatings for Oilfield Tubular Goods and Accessories-
RP 5L7 Item No. 21048
Recommended Practice Unprimed Internal Fusion
No Bonded Epoxy Coating of Line Pipe, RP0192-98 Monitoring Corrosion in Oil and Gas
SECOND EDITION, JUNE 1988, Production with Iron Counts-Item No. 21053
AMBIENTE
CO2+H2S+CL SE PUEDE USAR
RP 5L8 TM0169-95 Laboratory Corrosion Testing of Metals-
ALEACIONES Cr - PH2S < 0.05 PSI Si CUALQUIER GRADO DE
Ni ACERO HASTA TAC -140 Recommended Practice Field Inspection of New Item No. 21200
Line Pipe,
SECOND EDITION, DECEMBER 1996 TM0171-95 Autoclave Corrosion Testing of Metals
No in High-Temperature Water-Item No. 21203
RP 5LW
Recommended Practice Transportation of Line Pipe TM0177-96 Laboratory Testing of Metals for
ACEROS API N-80, P-110
TEMP> 79°C on Barges and Marine Vessels , Resistance to Sulfide Stress Cracking and Stress
Si ACEROS TAMSA TAC -
95, TAC
-110 SECOND EDITION, DECEMBER 1996 Corrosion Cracking in H2S Environments-Item No.
21212
No Std 5T1 , Imperfection Terminology , 10th Edition,
November 1996 TM0183-93 Evaluation of Internal Plastic Coatings
for Corrosion Control of Tubular Goods in an
ACEROS API N-80, C - 95 Provides definitions in English, French, German, Aqueous Flowing Environment-Item No. 21213
TEMP > 65°C Si ACEROS TAMSA TAC-
80 Italian, Japanese, and Spanish for a number of
defects which commonly occur in steel pipe. TM0185-93 Evaluation of Internal Plastic Coatings
for Corrosion Control of Tubular Goods by Autocla-
No
NACE ve Testing-Item No. 21217
ACEROS API: J-55, K-55, L-80 TIPO -1, C-95, T-95 Del mismo modo, existe otra institución que se ha TM0186-94 Holiday Detection of Internal Tubular
ACEROS TAMSA TRC-80, TRC-85, TRC-90, TRC-95
enfocado desde 1943 al estudio e investigación de los Coatings of 250 to 760 micrometers (10 to 30 mils)
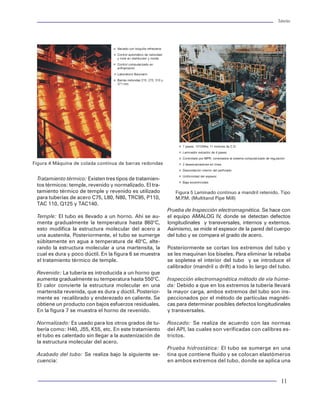
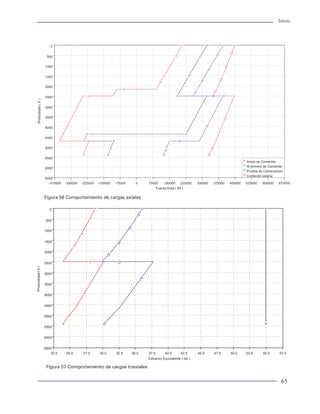
Figura 71 Diagrama de flujo de la recomendación emitida por la norma NACE MR-0175-99
78 27](https://image.slidesharecdn.com/tomo05tuberias-120910151541-phpapp01/85/Tomo05-tuberias-27-320.jpg)











![Tuberías Tuberías
Tensión (1.000LBX)
Deflexión radial
Reducción en diámetro Presión (PSI)
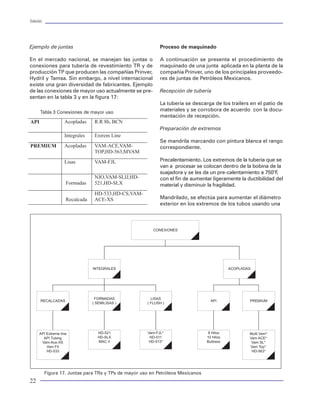
Figura 27 Modelo de Akgun Figura 28 Modelo de Akgun, con presión diferencial
Aplicando el modelo de figura 27, se obtiene que
donde: para la carga axial y severidad presente, la tubería
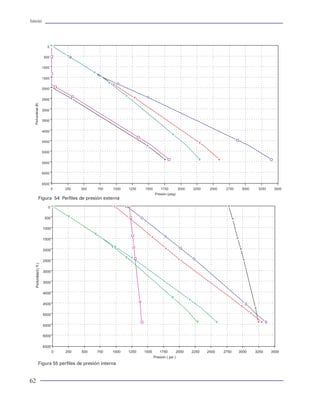
Figura 58 Capacidad de resistencia y carga de una tubería se reducirá en su diámetro 0.1 pg, generando con
v cambio radial en el eje principal de la sec- ello una ovalidad adicional.
ción transversal [pg]
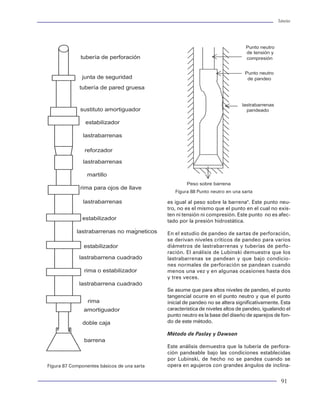
bería que se introduce al pozo, desde su corrida, va o un estado inicial de esfuerzos, a partir de un "tiem- θ es el ángulo donde ϖ es determinado [rad] Por otro lado, aplicando el modelo de Akgun, para la
sufriendo alteraciones en las condiciones de carga po cero". Es decir, representar la magnitud del esta- ϖo cambio radial en el eje principal de la sec- presión diferencial actuando en el tubo, se tiene una
de presión y de temperatura. Por esto es de gran do de esfuerzos axiales generados por las condi- ción transversal cuando θ = 0 deflexión radial total de 0.07 .Se debe tener cuidado
interés evaluar las transformaciones en los esfuer- ciones iniciales de presión y de temperatura bajo o sobre el significado de este valor final, ya que repre-
µ relación de Poisson (0.3 de acero)
zos, particularmente en las cargas axiales. Los cam- durante la ocurrencia de un evento en particular. senta únicamente la deflexión debida a la diferencial
E modulo de Young’s (30*106psi) de presión positiva. La reducción del diámetro del tubo
bios que se presentan en los esfuerzos axiales tiene Como condición de carga inicial de una tubería de
lugar por la característica de ductilidad con las que revestimiento se ha establecido el estado de esfuer- P diferencial de presión [psi] original (circular) se obtiene adicionando la deflexión
están fabricadas las tuberías. Es decir, tienen la ca- zos axiales posterior a la cementación de la tubería. ro radio principal del tubo [pg] por carga axial a la deflexión por carga de presión,
pacidad de deformación elástica hasta los límites En el caso de tuberías de producción, el estado de t espesor de pred [pg] esto es:
de cedencia del acero. esfuerzo inicial se establece a partir del momento 0.07+0.1=0.17 pg
de colgarla en el cabezal. En cambio en el fondo del Aplicando el modelo anterior para diferentes presio-
Durante la evaluación de los cambios axiales que pozo, el estado de carga axial inicial para una sarta nes diferenciales y diferentes deflexiones radiales ini- Por lo tanto, la ovalidad generada en el cuerpo del
experimenta una tubería, se han detectado cuatro de perforación es la prevaleciente en condiciones ciales, se genera una gráfica como la mostrada en la tubo en condiciones reales, considerando como diá-
fenómenos o efectos axiales muy particulares que estáticas. figura 28. metro exterior máximo al diámetro nominal es:
dan lugar a una alteración o modificación en el es-
tado del esfuerzo axial. Estos son: Una vez establecida la condición inicial, para cada Ejemplo: S = ( 7 – ( 7-0.17) )/7=0.024=2.4%
evento de carga (que generan un cambio de pre-
· Pandeo sión y temperatura) se debe establecer el estado de Una tubería de 7 pg de diámetro exterior con espe- Este resultado tiene su impacto en la evaluación de
· Balonamiento esfuerzos axiales, modificado por la acción de los sor de pared de 0.317 pg (23 lb/pie) y grado N-80 la resistencia al colapso de la tubería. En el caso
· Pistoneo fenómenos aciales presentes. Cada nuevo estado trabajando a una presión diferencial de 2,000 psi y ideal esta tubería, de acuerdo con el API, tiene una
· Efecto térmico. de esfuerzos axiales es analizado para aplicarlo con sujeta a una carga axial de 100000 lb, en un pozo resistencia al colapso de 3830 psi. Al considerar la
fines de seleccionar el tubo o tuberías más propi- con una severidad de 30º /100 pies, genera la si- ovalidad del 2.4% estimada por efecto de la carga,
Cada uno de ellos refleja una acción de carga axial cias para soportar estos cambios axiales. guiente deflexión u ovalidad adicional: la resistencia al colapso de esta tubería es de 3480
adicional (tensional o compresional) que hay que psi (aplicando el. modelo de ISSA para estimar la
considerar en el diseño de las tuberías. Para lograr A continuación se describen los principales efec-
lo anterior, se debe establecer una condición inicial tos axiales:
66 39](https://image.slidesharecdn.com/tomo05tuberias-120910151541-phpapp01/85/Tomo05-tuberias-39-320.jpg)








![Tuberías Tuberías
t = espesor nominal, [pg] terferencia de contacto en los hilos de la rosca, o Yc = resistencia mínima a la ce-
Up = ultima resistencia del tubo, [psi] bien, por la falta de presión en los sellos metal-me- dencia, [psi]
tal en las conexiones premium. La ciencia encarga- W = diámetro exterior nominal
Resistencia a la torsión da de estudiar los fenómenos que ocurren cuando del cople, [pg]
existen dos superficies en contacto se llama d1 = diámetro de la raíz de la
La resistencia de una junta a la carga impuesta por tribología. Mediante esta ciencia, se ha establecido rosca, [pg]
torsión generada por el apriete y la manifestada du- la forma de medir la fugacidad en dos superficies
rante las operaciones en el fondo del pozo, es el en contacto. Se dice que en términos estrictos no Para roscas redondas de tuberías
límite permisible aceptable de torque que se le pro- hay en una conexión con 100% de hermeticidad, de revestimiento (TR) y produc-
porciona a una junta para evitar la falla de la misma. dado que se ha comprobado la existencia de flujos ción
También, se reconoce como el límite de torque para a nivel molecular. Es por ello que una buena medida
evitar deterioro en el desempeño mecánico de la para identificar la hermeticidad de una conexión deba d = E - (L + A) T + H - 2S
1 1 1 rn
junta. El API ha reconocido como válida la ecuación acudirse a un indicador del flujo. Esto se logra con la
de Farr para determinar la resistencia a la torsión de prueba de flujo para hacer pasar un gas inerte (helio) donde:
una conexión: entre la conexión a un tiempo determinado. Sin em-
bargo, los fabricantes de conexiones malamente pu- E1 = diámetro de paso, [pg]
Ty = S A[(p/2p) + (R f / cos q) + R ] / 12 blican esta característica como una medida de pre- L1 = Longitud medida a partir del
yc t sf sión de los sellos metal-metal. Es decir, se recomien- extremo del cople [pg]
Resistencia a la compresión dan las conexiones con sello metal-metal aludiendo A = Ancho de la separación en-
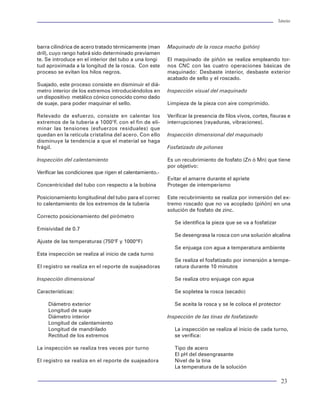
que soportaran presiones mayores a las presiones lí- Figura 51 Fractura de caja de tuberías de perforación tre el extremo y el primer hilo[pg]
La resistencia que opone la conexión a ser compri- mites de colapsamiento o estallamiento. T = conicidad, [pg/pg]
mida por el efecto de apriete o interferencia en la H = altura de la rosca, [pg]
rosca y las cargas combinadas de esfuerzos axiales La única forma que se tiene para estimar la fuga en = 0.86600 para 10TPI
y tangenciales es una medida de las áreas de con- una conexión es la ecuación API para rosa buttres y = 0.10825 para 8TPI
tacto de la conexión para absorber los esfuerzos rosca redonda, tal y como se preesentaron anterior- Srn = 0.014 pg para 10TPI
axiales compresivos. Generalmente, esta caracte- mente. Para conexiones premium, cada fabricante = 0.017 pg para 8TPI
rística se mejora con la incorporación de hombros establece sus límites de resistencia.
de paro, cuya función principal, es absorber el Para roscas buttress en tubería de revestimiento
sobretorque. Sin embargo, la zona de contacto o Diagrama de capacidad de juntas
superficie de contacto en la conexión sirve para ab- E1 = diámetro de paso, [pg]
sorber carga axial. El diseño de la rosca es el factor La forma irregular geométrica de una conexión hace L1 = longitud de la rosca perfecta, [pg]
principal para tener más resistencia a la compre- difícil determinar la capacidad de resistencia de una Resistencia a la fuga ( evaluada en el plano E1 o
sión en una junta. Los denominados flancos de car- junta, entendiéndose esto como la condición pre- E7.)
ga con ángulo negativo permiten absorber mayor sente en una conexión para soportar cualquier car-
carga compresiva. Las conexiones con rosca de tipo ga que comprometa el desempeño mecánico de la
gancho (o enganchadas) existen actualmente en mu- misma. Es decir, los límites de resistencia que opo-
chas conexiones premium. ne la junta para evitar la falla o fallas. Se dice que en
una conexión las fallas pueden tener un comporta-
Dada la dificultad de contar con un modelo analíti- miento de sinergia, ya que al presentarse una falla,
co que permita determinar la resistencia a la com- suele generarse otra adicional, que provoca la falla
presión de una junta, los fabricantes de juntas pu- catastrófica de la misma.
blican este dato como una medida en porcentaje de 2 2 2
la resistencia a la tensión, en virtud de realizar esti- Un intento por cuantificar los límites de operación Figura 52 Vista frontal de caja fracturada P = ETNp (W - E ) / 2 E W
s s
maciones estadísticas a un gran número de prue- de una junta ha sido presentado recientemente. El
bas en las conexiones. resultado del estudio es similar al entendimiento de donde:
la capacidad de resistencia de una tubería (envol-
Resistencia a la fuga vente o criterios de falla), pero para una junta, dada P = Presión límite para la fuga, [psi]
La capacidad de evitar el flujo de fluidos del exte-
la variación en su diámetro y espesor, se considera
la aplicación del modelo triaxial en cada una de las
P = Yc
[ W - d1
W ] E = 30x106 módulo de elasticidad
T = conicidad, [pg/pg]
rior al interior o viceversa en una conexión, se de- partes críticas de la conexión, resultando en una donde: = 0.0625 rosca redonda para TR
nomina resistencia a la fuga. La fuga de un fluido en envolvente semi-elíptica que permitirá cuantificar los P = presión límite para la fuga, [psi] = 0.0625 para rosca buttress TR 13 3/8
una conexión se presenta por efecto de la poca in- límites de trabajo de una junta. La figura 53 muestra y menores.
54 51](https://image.slidesharecdn.com/tomo05tuberias-120910151541-phpapp01/85/Tomo05-tuberias-51-320.jpg)
![Tuberías Tuberías
= 0.833 para rosca buttress TR 16 W = diámetro exterior del cople, [pg] q = ½ de la máxima interferencia en la rosca,
y mayores d1 = diámetro de la raíz del cople redondo, al ex- [pg]
N = número de vueltas de apriete tremo del tubo, [pg] =(H-I)/2
= A para roscas redondas TR (Std 5B) Uc = resistencia ultima del cople, [psi] H = diámetro de la raíz máximo en la ultima Resistencia a la flexión
= A + ½ para roscas buttress TR 13 3/8 rosca perfecta del piñon, [pg] para: Pb/Ajp > Yp
y menores Resistencia a la fractura para roscas buttress en d = conicidad superior entre el plano H y J,
= A + 1 para rosca buttress TR 16 TR [pg]
y mayores Pj = 0.95ApUp 1.008-0.0396 (1.083-Yp/Up) D = 0.035 para 6 hilos por pulgada
p = paso de la rosca, [pg] = 0.032 para 5 hilos por pulgada
= 0.125 rosca redonda para TR Resistencia del cople f = 1/2 de la interferencia con el sellado máxi- para: Pb/Ajp < Yp
= 0.200 para rosca buttress TR mo, [pg]
d = diámetro interior, [pg] = (A-O)/2
W = diámetro exterior del cople, [pg] donde: Pj = 0.95 AcUc A = diámetro máximo en el piñon al punto
Es = diámetro de la inclinación al plano tangente del sello, [pg]
de sello, [pg] Pj = resistencia mínima de la conexión, [lb] O = diámetro mínimo en la caja al punto tan- Ty = resistencia a la torsión (psi)
y
= E1 para roscas redondas, [pg] Ac = área de la sección transversal del cople, [psi] gente del sello, [pg] A = Area del piñón o de la caja (el más peque-
= E7 para rosca buttress de TR, [pg] = 0.7854 (D2 -d2) ño) o área crítica (pg )
Resistencia a la tensión en la conexión de la tube- Rs = (D + Qc) / 4
Resistencia de las roscas redondas: Uc = resistencia ultima del cople, [psi] ría de producción Syc = Cedencia de la conexión (psi)
2
p = Longitud de rosca (pg)
Resistencia a la Fractura: Resistencia de la rosca extremeline en TR para tuberías no recalcadas: Rt = Radio promedio de la rosca (pg)
f = Factor de fricción (adimensional)
P = 0.95 A U (recomendado por API f = 0.08)
j jp p
donde: Pj = AcrU p Pj = Yp * 0.7854 ((D4 -2hs)2 -d2) q = 1/2 ángulo de inclinación de la rosca (gra-
Resistencia al jalón dos)
Pj = mínima resistencia de la conexión, [lb] para tuberías recalcadas: C = Diámetro de separación entre hilos de la
Acr = área de la sección critica de la caja, piñon o rosca (pg)
tubo, [pg] Pj = Y p * 0.7854 (D2 - d2) Qc = Diámetro de la caja (externo) (pg)
D = Diámetro exterior de la conexión (pg)
donde: = 0.7854(Dp2 -d2) piñón Lpc = Longitud del piñon (pg)
= 0.7854(D2 -d2) tubo donde: tc =Conicidad (pg / pie)
Pj = resistencia de la conexión mínima, [lb] = 0.7854(M2 -Db2) caja Pj = mínima resistencia de la conexión, [lb]
Ajp = área de la sección transversal de la pared del Nomeclatura:
Yp = mínima cedencia,[psi]
tubo debajo de la ultima cuerda perfecta, [pg2] Up = resistencia ultima específica, [psi]
M = diámetro nominal OD, [pg] D = diámetro exterior tubulado, [pg] AH = área correspondiente al diámetro interior,
para rosca redonda de 8 hilos. db = diámetro interior de la sección critica de la D4 = diámetro principal tubulado, [pg] [pg] 2
D = diámetro nominal exterior del tubo, [pg] caja, [pg] hs = altura de la rosca, [pg] Ajp = área de la sección transversal de la tubería
d = diámetro interior del tubo, [pg] bajo la ultima rosca perfecta, [pg] 2
= 0.05560 pg para 10 hilos por pulgada
L = longitud de la rosca ocupado, [pg] B = flexión en grados por cada 100pies
=L4-M para apriete nominal, [pg] Std 5B Dp = sección critica del piñón OD [pg] = 0.07125 pg para 8 hilos por pulgada D = diámetro exterior del tubo, [pg]
Yp = resistencia a la cedencia mínima d = diámetro interior tubulado, [pg] K = relación el esfuerzo de presión interna entre
del tubo, [psi] la cedencia
Up = resistencia mínima final del tubo, [psi] dj = diámetro interior nominal de la rosca, [pg] Resistencia de la conexión de rosca redonda para P = presión interna,[psi]
D = OD nominal de la TR, [pg] TR combinadas con cargas de flexión y presión Yp = resistencia mínima a la cedencia del tubo,
Resistencia a la fractura del cople d = ID nominal de la TR, [pg] interna. [psi]
h = mínima altura del hilo de la rosca L = longitud de la rosca, [pg]
Pj = 0.95 Ajc Uc en la caja, [pg] Resistencia a la fractura: Pb = falla a la carga total de tensión con flexión
= 0.060 para 6 hilos por pulgada Pu = 0.96AjpUp B, [lb]
donde: = 0.080 para 5 hilos por pulgada Pj = carga de tensión total al sobresalto o fractu-
Ajc = área de la sección transversal del cople, [pg] D = cambio de conicidad Resistencia al sobresalto de la rosca: ra reducida, [lb]
2
Ajc = 0.7854 (W - d ) 2 = 0.253 para 6 hilos por pulgada Pu = carga de tensión total a la fractura, [lb]
1
= 0.228 para 5 hilos por pulgada R = radio de la curvatura, [pies]
52 53](https://image.slidesharecdn.com/tomo05tuberias-120910151541-phpapp01/85/Tomo05-tuberias-52-320.jpg)
![Tuberías Tuberías
= 0.833 para rosca buttress TR 16 W = diámetro exterior del cople, [pg] q = ½ de la máxima interferencia en la rosca,
y mayores d1 = diámetro de la raíz del cople redondo, al ex- [pg]
N = número de vueltas de apriete tremo del tubo, [pg] =(H-I)/2
= A para roscas redondas TR (Std 5B) Uc = resistencia ultima del cople, [psi] H = diámetro de la raíz máximo en la ultima Resistencia a la flexión
= A + ½ para roscas buttress TR 13 3/8 rosca perfecta del piñon, [pg] para: Pb/Ajp > Yp
y menores Resistencia a la fractura para roscas buttress en d = conicidad superior entre el plano H y J,
= A + 1 para rosca buttress TR 16 TR [pg]
y mayores Pj = 0.95ApUp 1.008-0.0396 (1.083-Yp/Up) D = 0.035 para 6 hilos por pulgada
p = paso de la rosca, [pg] = 0.032 para 5 hilos por pulgada
= 0.125 rosca redonda para TR Resistencia del cople f = 1/2 de la interferencia con el sellado máxi- para: Pb/Ajp < Yp
= 0.200 para rosca buttress TR mo, [pg]
d = diámetro interior, [pg] = (A-O)/2
W = diámetro exterior del cople, [pg] donde: Pj = 0.95 AcUc A = diámetro máximo en el piñon al punto
Es = diámetro de la inclinación al plano tangente del sello, [pg]
de sello, [pg] Pj = resistencia mínima de la conexión, [lb] O = diámetro mínimo en la caja al punto tan- Ty = resistencia a la torsión (psi)
y
= E1 para roscas redondas, [pg] Ac = área de la sección transversal del cople, [psi] gente del sello, [pg] A = Area del piñón o de la caja (el más peque-
= E7 para rosca buttress de TR, [pg] = 0.7854 (D2 -d2) ño) o área crítica (pg )
Resistencia a la tensión en la conexión de la tube- Rs = (D + Qc) / 4
Resistencia de las roscas redondas: Uc = resistencia ultima del cople, [psi] ría de producción Syc = Cedencia de la conexión (psi)
2
p = Longitud de rosca (pg)
Resistencia a la Fractura: Resistencia de la rosca extremeline en TR para tuberías no recalcadas: Rt = Radio promedio de la rosca (pg)
f = Factor de fricción (adimensional)
P = 0.95 A U (recomendado por API f = 0.08)
j jp p
donde: Pj = AcrU p Pj = Yp * 0.7854 ((D4 -2hs)2 -d2) q = 1/2 ángulo de inclinación de la rosca (gra-
Resistencia al jalón dos)
Pj = mínima resistencia de la conexión, [lb] para tuberías recalcadas: C = Diámetro de separación entre hilos de la
Acr = área de la sección critica de la caja, piñon o rosca (pg)
tubo, [pg] Pj = Y p * 0.7854 (D2 - d2) Qc = Diámetro de la caja (externo) (pg)
D = Diámetro exterior de la conexión (pg)
donde: = 0.7854(Dp2 -d2) piñón Lpc = Longitud del piñon (pg)
= 0.7854(D2 -d2) tubo donde: tc =Conicidad (pg / pie)
Pj = resistencia de la conexión mínima, [lb] = 0.7854(M2 -Db2) caja Pj = mínima resistencia de la conexión, [lb]
Ajp = área de la sección transversal de la pared del Nomeclatura:
Yp = mínima cedencia,[psi]
tubo debajo de la ultima cuerda perfecta, [pg2] Up = resistencia ultima específica, [psi]
M = diámetro nominal OD, [pg] D = diámetro exterior tubulado, [pg] AH = área correspondiente al diámetro interior,
para rosca redonda de 8 hilos. db = diámetro interior de la sección critica de la D4 = diámetro principal tubulado, [pg] [pg] 2
D = diámetro nominal exterior del tubo, [pg] caja, [pg] hs = altura de la rosca, [pg] Ajp = área de la sección transversal de la tubería
d = diámetro interior del tubo, [pg] bajo la ultima rosca perfecta, [pg] 2
= 0.05560 pg para 10 hilos por pulgada
L = longitud de la rosca ocupado, [pg] B = flexión en grados por cada 100pies
=L4-M para apriete nominal, [pg] Std 5B Dp = sección critica del piñón OD [pg] = 0.07125 pg para 8 hilos por pulgada D = diámetro exterior del tubo, [pg]
Yp = resistencia a la cedencia mínima d = diámetro interior tubulado, [pg] K = relación el esfuerzo de presión interna entre
del tubo, [psi] la cedencia
Up = resistencia mínima final del tubo, [psi] dj = diámetro interior nominal de la rosca, [pg] Resistencia de la conexión de rosca redonda para P = presión interna,[psi]
D = OD nominal de la TR, [pg] TR combinadas con cargas de flexión y presión Yp = resistencia mínima a la cedencia del tubo,
Resistencia a la fractura del cople d = ID nominal de la TR, [pg] interna. [psi]
h = mínima altura del hilo de la rosca L = longitud de la rosca, [pg]
Pj = 0.95 Ajc Uc en la caja, [pg] Resistencia a la fractura: Pb = falla a la carga total de tensión con flexión
= 0.060 para 6 hilos por pulgada Pu = 0.96AjpUp B, [lb]
donde: = 0.080 para 5 hilos por pulgada Pj = carga de tensión total al sobresalto o fractu-
Ajc = área de la sección transversal del cople, [pg] D = cambio de conicidad Resistencia al sobresalto de la rosca: ra reducida, [lb]
2
Ajc = 0.7854 (W - d ) 2 = 0.253 para 6 hilos por pulgada Pu = carga de tensión total a la fractura, [lb]
1
= 0.228 para 5 hilos por pulgada R = radio de la curvatura, [pies]
52 53](https://image.slidesharecdn.com/tomo05tuberias-120910151541-phpapp01/85/Tomo05-tuberias-53-320.jpg)
![Tuberías Tuberías
t = espesor nominal, [pg] terferencia de contacto en los hilos de la rosca, o Yc = resistencia mínima a la ce-
Up = ultima resistencia del tubo, [psi] bien, por la falta de presión en los sellos metal-me- dencia, [psi]
tal en las conexiones premium. La ciencia encarga- W = diámetro exterior nominal
Resistencia a la torsión da de estudiar los fenómenos que ocurren cuando del cople, [pg]
existen dos superficies en contacto se llama d1 = diámetro de la raíz de la
La resistencia de una junta a la carga impuesta por tribología. Mediante esta ciencia, se ha establecido rosca, [pg]
torsión generada por el apriete y la manifestada du- la forma de medir la fugacidad en dos superficies
rante las operaciones en el fondo del pozo, es el en contacto. Se dice que en términos estrictos no Para roscas redondas de tuberías
límite permisible aceptable de torque que se le pro- hay en una conexión con 100% de hermeticidad, de revestimiento (TR) y produc-
porciona a una junta para evitar la falla de la misma. dado que se ha comprobado la existencia de flujos ción
También, se reconoce como el límite de torque para a nivel molecular. Es por ello que una buena medida
evitar deterioro en el desempeño mecánico de la para identificar la hermeticidad de una conexión deba d = E - (L + A) T + H - 2S
1 1 1 rn
junta. El API ha reconocido como válida la ecuación acudirse a un indicador del flujo. Esto se logra con la
de Farr para determinar la resistencia a la torsión de prueba de flujo para hacer pasar un gas inerte (helio) donde:
una conexión: entre la conexión a un tiempo determinado. Sin em-
bargo, los fabricantes de conexiones malamente pu- E1 = diámetro de paso, [pg]
Ty = S A[(p/2p) + (R f / cos q) + R ] / 12 blican esta característica como una medida de pre- L1 = Longitud medida a partir del
yc t sf sión de los sellos metal-metal. Es decir, se recomien- extremo del cople [pg]
Resistencia a la compresión dan las conexiones con sello metal-metal aludiendo A = Ancho de la separación en-
que soportaran presiones mayores a las presiones lí- Figura 51 Fractura de caja de tuberías de perforación tre el extremo y el primer hilo[pg]
La resistencia que opone la conexión a ser compri- mites de colapsamiento o estallamiento. T = conicidad, [pg/pg]
mida por el efecto de apriete o interferencia en la H = altura de la rosca, [pg]
rosca y las cargas combinadas de esfuerzos axiales La única forma que se tiene para estimar la fuga en = 0.86600 para 10TPI
y tangenciales es una medida de las áreas de con- una conexión es la ecuación API para rosa buttres y = 0.10825 para 8TPI
tacto de la conexión para absorber los esfuerzos rosca redonda, tal y como se preesentaron anterior- Srn = 0.014 pg para 10TPI
axiales compresivos. Generalmente, esta caracte- mente. Para conexiones premium, cada fabricante = 0.017 pg para 8TPI
rística se mejora con la incorporación de hombros establece sus límites de resistencia.
de paro, cuya función principal, es absorber el Para roscas buttress en tubería de revestimiento
sobretorque. Sin embargo, la zona de contacto o Diagrama de capacidad de juntas
superficie de contacto en la conexión sirve para ab- E1 = diámetro de paso, [pg]
sorber carga axial. El diseño de la rosca es el factor La forma irregular geométrica de una conexión hace L1 = longitud de la rosca perfecta, [pg]
principal para tener más resistencia a la compre- difícil determinar la capacidad de resistencia de una Resistencia a la fuga ( evaluada en el plano E1 o
sión en una junta. Los denominados flancos de car- junta, entendiéndose esto como la condición pre- E7.)
ga con ángulo negativo permiten absorber mayor sente en una conexión para soportar cualquier car-
carga compresiva. Las conexiones con rosca de tipo ga que comprometa el desempeño mecánico de la
gancho (o enganchadas) existen actualmente en mu- misma. Es decir, los límites de resistencia que opo-
chas conexiones premium. ne la junta para evitar la falla o fallas. Se dice que en
una conexión las fallas pueden tener un comporta-
Dada la dificultad de contar con un modelo analíti- miento de sinergia, ya que al presentarse una falla,
co que permita determinar la resistencia a la com- suele generarse otra adicional, que provoca la falla
presión de una junta, los fabricantes de juntas pu- catastrófica de la misma.
blican este dato como una medida en porcentaje de 2 2 2
la resistencia a la tensión, en virtud de realizar esti- Un intento por cuantificar los límites de operación Figura 52 Vista frontal de caja fracturada P = ETNp (W - E ) / 2 E W
s s
maciones estadísticas a un gran número de prue- de una junta ha sido presentado recientemente. El
bas en las conexiones. resultado del estudio es similar al entendimiento de donde:
la capacidad de resistencia de una tubería (envol-
Resistencia a la fuga vente o criterios de falla), pero para una junta, dada P = Presión límite para la fuga, [psi]
La capacidad de evitar el flujo de fluidos del exte-
la variación en su diámetro y espesor, se considera
la aplicación del modelo triaxial en cada una de las
P = Yc
[ W - d1
W ] E = 30x106 módulo de elasticidad
T = conicidad, [pg/pg]
rior al interior o viceversa en una conexión, se de- partes críticas de la conexión, resultando en una donde: = 0.0625 rosca redonda para TR
nomina resistencia a la fuga. La fuga de un fluido en envolvente semi-elíptica que permitirá cuantificar los P = presión límite para la fuga, [psi] = 0.0625 para rosca buttress TR 13 3/8
una conexión se presenta por efecto de la poca in- límites de trabajo de una junta. La figura 53 muestra y menores.
54 51](https://image.slidesharecdn.com/tomo05tuberias-120910151541-phpapp01/85/Tomo05-tuberias-54-320.jpg)









![Tuberías Tuberías
Tensión (1.000LBX)
Deflexión radial
Reducción en diámetro Presión (PSI)
Figura 27 Modelo de Akgun Figura 28 Modelo de Akgun, con presión diferencial
Aplicando el modelo de figura 27, se obtiene que
donde: para la carga axial y severidad presente, la tubería
Figura 58 Capacidad de resistencia y carga de una tubería se reducirá en su diámetro 0.1 pg, generando con
v cambio radial en el eje principal de la sec- ello una ovalidad adicional.
ción transversal [pg]
bería que se introduce al pozo, desde su corrida, va o un estado inicial de esfuerzos, a partir de un "tiem- θ es el ángulo donde ϖ es determinado [rad] Por otro lado, aplicando el modelo de Akgun, para la
sufriendo alteraciones en las condiciones de carga po cero". Es decir, representar la magnitud del esta- ϖo cambio radial en el eje principal de la sec- presión diferencial actuando en el tubo, se tiene una
de presión y de temperatura. Por esto es de gran do de esfuerzos axiales generados por las condi- ción transversal cuando θ = 0 deflexión radial total de 0.07 .Se debe tener cuidado
interés evaluar las transformaciones en los esfuer- ciones iniciales de presión y de temperatura bajo o sobre el significado de este valor final, ya que repre-
µ relación de Poisson (0.3 de acero)
zos, particularmente en las cargas axiales. Los cam- durante la ocurrencia de un evento en particular. senta únicamente la deflexión debida a la diferencial
E modulo de Young’s (30*106psi) de presión positiva. La reducción del diámetro del tubo
bios que se presentan en los esfuerzos axiales tiene Como condición de carga inicial de una tubería de
lugar por la característica de ductilidad con las que revestimiento se ha establecido el estado de esfuer- P diferencial de presión [psi] original (circular) se obtiene adicionando la deflexión
están fabricadas las tuberías. Es decir, tienen la ca- zos axiales posterior a la cementación de la tubería. ro radio principal del tubo [pg] por carga axial a la deflexión por carga de presión,
pacidad de deformación elástica hasta los límites En el caso de tuberías de producción, el estado de t espesor de pred [pg] esto es:
de cedencia del acero. esfuerzo inicial se establece a partir del momento 0.07+0.1=0.17 pg
de colgarla en el cabezal. En cambio en el fondo del Aplicando el modelo anterior para diferentes presio-
Durante la evaluación de los cambios axiales que pozo, el estado de carga axial inicial para una sarta nes diferenciales y diferentes deflexiones radiales ini- Por lo tanto, la ovalidad generada en el cuerpo del
experimenta una tubería, se han detectado cuatro de perforación es la prevaleciente en condiciones ciales, se genera una gráfica como la mostrada en la tubo en condiciones reales, considerando como diá-
fenómenos o efectos axiales muy particulares que estáticas. figura 28. metro exterior máximo al diámetro nominal es:
dan lugar a una alteración o modificación en el es-
tado del esfuerzo axial. Estos son: Una vez establecida la condición inicial, para cada Ejemplo: S = ( 7 – ( 7-0.17) )/7=0.024=2.4%
evento de carga (que generan un cambio de pre-
· Pandeo sión y temperatura) se debe establecer el estado de Una tubería de 7 pg de diámetro exterior con espe- Este resultado tiene su impacto en la evaluación de
· Balonamiento esfuerzos axiales, modificado por la acción de los sor de pared de 0.317 pg (23 lb/pie) y grado N-80 la resistencia al colapso de la tubería. En el caso
· Pistoneo fenómenos aciales presentes. Cada nuevo estado trabajando a una presión diferencial de 2,000 psi y ideal esta tubería, de acuerdo con el API, tiene una
· Efecto térmico. de esfuerzos axiales es analizado para aplicarlo con sujeta a una carga axial de 100000 lb, en un pozo resistencia al colapso de 3830 psi. Al considerar la
fines de seleccionar el tubo o tuberías más propi- con una severidad de 30º /100 pies, genera la si- ovalidad del 2.4% estimada por efecto de la carga,
Cada uno de ellos refleja una acción de carga axial cias para soportar estos cambios axiales. guiente deflexión u ovalidad adicional: la resistencia al colapso de esta tubería es de 3480
adicional (tensional o compresional) que hay que psi (aplicando el. modelo de ISSA para estimar la
considerar en el diseño de las tuberías. Para lograr A continuación se describen los principales efec-
lo anterior, se debe establecer una condición inicial tos axiales:
66 39](https://image.slidesharecdn.com/tomo05tuberias-120910151541-phpapp01/85/Tomo05-tuberias-66-320.jpg)










![Tuberías Tuberías
CONTENIDO:
RP 5C6 efectos de la corrosión sobre una diversidad de mate-
Recommended Practice for Welding Connections to riales, la National Association of Corrosion
CONTENIDO DE C 2O EN EL GAS POR FRACCION MOLAR (%) Pipe, Engeneering (NACE). Esta institución ha generado una
CONTENIDO DE H 2 S EN EL GAS POR FRACCION MOLAR (%) FIRST EDITION, DECEMBER 1996 serie de recomendaciones y boletines de pruebas de
PRESENCIA DE CLORUROS O CONTENIDO DE NaCl EN EL AGUA
EN PORCIENTO EN PESO
materiales que se aplican sobre los elementos
PRESION TOTAL DEL SISTEMA (PT) (PSI) RP 5C7 tubulares. Generalmente esta institución emite cada
TEMPERATURA DEL AGUA EN EL POZO (°C) Recommended Practice for Coiled Tubing Operations año una revisión actualizada de sus referencias. La si-
in Oil and Gas Well Services , guiente lista de referencias presenta los boletines y
FIRST EDITION, DECEMBER 1996 recomendaciones más aplicables a los elementos
tubulares utilizados en la ingeniería de perforación:
CALCULAR:
RP 5L1
Recommended Practice for Railroad Transportation MR0175-99 Sulfide Stress Cracking Resistant
PRESION PARCIAL DEL C2O : of Line Pipe, Metallic Materials for Oilfield Equipment-Item No.
FIFTH EDITION, DECEMBER 1996 21302
PCO2 = PT [ CONTENIDO DE C 2 O (%MOL) / 100 ]
PRESION PARCIAL DEL H 2 S:
RP 5L2 MR0176-94 Metallic Materials for Sucker-Rod
Recommended Practice for Internal Coating of Line Pumps for Corrosive Oilfield Environments-Item
PH2S = PT [ CONTENIDO DE H 2S (%MOL) / 100 ] Pipe for Non-Corrosive Gas Transmission Service No. 21303
THIRD EDITION, MAY 1987
RP0169-96 Control of External Corrosion on
RP 5L3 Underground or submerged Metallic Piping System-
Recommended Practice for Conducting Drop-Weight Item No. 21001.
Tear Tests on Line Pipe
ACEROS AL Cr
12%Cr Si PCO2 > 30 PSI THIRD EDITION, JANUARY 1996 RP0191-96 The Application of Internal Plastic
Coatings for Oilfield Tubular Goods and Accessories-
RP 5L7 Item No. 21048
Recommended Practice Unprimed Internal Fusion
No Bonded Epoxy Coating of Line Pipe, RP0192-98 Monitoring Corrosion in Oil and Gas
SECOND EDITION, JUNE 1988, Production with Iron Counts-Item No. 21053
AMBIENTE
CO2+H2S+CL SE PUEDE USAR
RP 5L8 TM0169-95 Laboratory Corrosion Testing of Metals-
ALEACIONES Cr - PH2S < 0.05 PSI Si CUALQUIER GRADO DE
Ni ACERO HASTA TAC -140 Recommended Practice Field Inspection of New Item No. 21200
Line Pipe,
SECOND EDITION, DECEMBER 1996 TM0171-95 Autoclave Corrosion Testing of Metals
No in High-Temperature Water-Item No. 21203
RP 5LW
Recommended Practice Transportation of Line Pipe TM0177-96 Laboratory Testing of Metals for
ACEROS API N-80, P-110
TEMP> 79°C on Barges and Marine Vessels , Resistance to Sulfide Stress Cracking and Stress
Si ACEROS TAMSA TAC -
95, TAC
-110 SECOND EDITION, DECEMBER 1996 Corrosion Cracking in H2S Environments-Item No.
21212
No Std 5T1 , Imperfection Terminology , 10th Edition,
November 1996 TM0183-93 Evaluation of Internal Plastic Coatings
for Corrosion Control of Tubular Goods in an
ACEROS API N-80, C - 95 Provides definitions in English, French, German, Aqueous Flowing Environment-Item No. 21213
TEMP > 65°C Si ACEROS TAMSA TAC-
80 Italian, Japanese, and Spanish for a number of
defects which commonly occur in steel pipe. TM0185-93 Evaluation of Internal Plastic Coatings
for Corrosion Control of Tubular Goods by Autocla-
No
NACE ve Testing-Item No. 21217
ACEROS API: J-55, K-55, L-80 TIPO -1, C-95, T-95 Del mismo modo, existe otra institución que se ha TM0186-94 Holiday Detection of Internal Tubular
ACEROS TAMSA TRC-80, TRC-85, TRC-90, TRC-95
enfocado desde 1943 al estudio e investigación de los Coatings of 250 to 760 micrometers (10 to 30 mils)
Figura 71 Diagrama de flujo de la recomendación emitida por la norma NACE MR-0175-99
78 27](https://image.slidesharecdn.com/tomo05tuberias-120910151541-phpapp01/85/Tomo05-tuberias-78-320.jpg)



















El documento presenta conceptos generales sobre tuberías, incluyendo su definición, clasificación, fabricación, propiedades mecánicas, conexiones y estándares. También cubre la capacidad de resistencia de las tuberías y las condiciones de carga a las que están sujetas, así como la metodología para el diseño mecánico de tuberías de producción y sartas de perforación. Finalmente, menciona herramientas de software para el diseño de tuberías.



































































