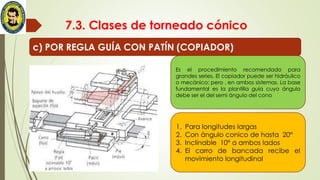
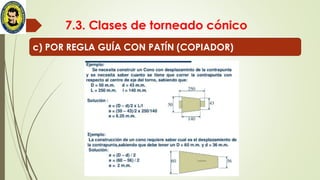
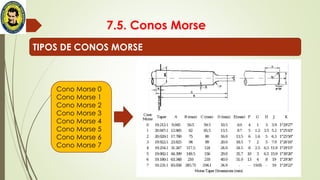
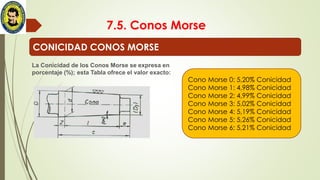
Este documento trata sobre el torneado cónico. Explica que el torneado cónico es una operación mecánica que se realiza en el torno para lograr piezas con perfiles cónicos externos o internos mediante diferentes métodos como la inclinación del carro superior, el desplazamiento del contrapunto o el uso de una regla guía con patín. También define conceptos como la conicidad, presenta fórmulas para calcular ángulos cónicos y detalla las especificaciones normalizadas de los conos Morse.









![Aserrado manual [autoguardado]](https://cdn.slidesharecdn.com/ss_thumbnails/aserradomanualautoguardado-140413181325-phpapp01-thumbnail.jpg?width=640&height=640&fit=bounds)

































