
Recomendados
Más contenido relacionado
Similar a Guia de implementacion lean
Similar a Guia de implementacion lean (20)
Último
Último (20)
Guia de implementacion lean
- 1. GUIA DE IMPLEMENTACION LEAN CONSTRUCTION “El corazón de la cadena de suministros es establecer relaciones de largo término basadas en el mejoramiento del valor que la cadena de suministro entrega, mejorando la calidad y reduciendo los costos de producción eliminando el desperdicio y la ineficiencia. Esto es opuesto a los “negocios usuales” en el sector de la construcción, donde la gente hace cosas en proyecto tras proyecto del mismo modo ineficiente, forzando a los otros a dar beneficios y recuperación de gastos, para lograr lo que parece ser el precio de mercado. El resultado es una pelea entre quienes mantienen los magros márgenes que resultan de cada proyecto, ó intentan recuperar los márgenes negativos a través de reclamos. La última cosa que recibe tiempo ó energía en esta desesperada batalla de gladiadores proyecto tras proyecto, es la consideración de cómo reducir los costos de producción ó mejorar la calidad”. Por: ¨UK 'Building Down Barriers Handbook of Supply Chain Management-The Essentials'¨ “La producción masiva comenzó en los inicios de 1920. Es el final de este sistema de producción, lean production suplantará a la producción masiva y los remanentes de la producción artesanal en todas las áreas de desarrollo industrial para convertirse en el sistema de producción global standard del siglo veintiuno” Por: James P. Womack, The Machine That Changed The World”, basado en un estudio del instituto tecnológico de Massachusetts, soportado por gobernantes, industriales e investigadores, ante el resquebrajamiento del sistema de producción masiva debido a la apertura del mercado americano a productos obtenidos con técnicas de producción mas competitivas.Gustavo Marfia gustavomarfia@yahoo.com.ar 0053 291 4527370 o 155770992 Alem 681, Bahia Blanca, Argentina
- 2. Prólogo: Los 10 Mandamientos de la Mejora Continua. I-Abra su mente al cambio. II-Identificar el problema es el primer paso para solucionarlo. III-Siempre ataque el sistema, nunca la gente. IV-Encuentre soluciones simples. V-Si se rompió, pare y arréglelo. VI-Use creatividad, no capital. VII-Los problemas son oportunidades disfrazadas. VIII-Encuentre la raíz de la causa IX-Sabiduría de muchos, no el conocimiento de uno X-No hay destino final en el mejoramiento
- 3. Breve introducción a principios básicos de Lean Production “Lean Construction es un método basado en el concepto de flujo, para diseñar sistemas de producción que minimizan el desperdicio de materiales, tiempo y esfuerzo generando la cantidad máxima posible de valor”. El método contiene herramientas de control de producción como el Sistema del Ultimo Planificador, traccionamiento de la producción, control de las unidades de producción, control del flujo de trabajo y equilibrio de carga y capacidad. El traccionamiento de la producción permite visualizar en que etapa del flujo de trabajos se produce una interrupción ó un retrazo, y su corrección posterior, lo que facilita el control de la variabilidad por lo tanto la eliminación continua de las acciones sin valor agregado. Los sistemas de empuje (push) programan la liberación del trabajo, mientras que los sistemas de tracción (pull) autorizan la liberación del trabajo en base al estatus del sistema. La suma de constantes desperdicios (acciones sin valor agregado perceptibles a veces e imperceptibles normalmente) a lo largo de la vida de un proyecto desangran los presupuestos lo que es muy visible en pequeñas ó medianas empresas, pues los recursos escasean y los problemas emergen, y se los visualiza. Entonces la solución es posible. En una gran empresa el exceso de recursos impide emerger los problemas, es más difícil identificarlos y sin identificación no hay solución. Shigeo Shingo observó que sólo la última vuelta de tornillo lo ajusta, el resto es solo movimiento. Esta aclaración de desperdicio es la llave para establecer distinciones entre las actividades con valor agregado de las acciones sin valor agregado.. Una clave para lograr la meta de reducción de desperdicios es la medición, ó estimación de la dimensión del desperdicio. “En una obra no gestionada eficientemente, la productividad se pierde en forma sutil, en derroches a lo largo de todo el proceso productivo que no son detectados por la gerencia. En cualquier proceso productivo encontramos gran cantidad de puntos en los que se producen desperdicios. En algunos casos muy visibles, en otros están ocultos, pero en todos hay una fuente y oportunidad de mejora. La única forma de descubrir los desperdicios es buscándolos en el puesto de trabajo. Cada vez que descubramos y midamos un desperdicio hemos encontrado una oportunidad de mejora para ahorro de costos”.
- 4. Lean Construction ha demostrado que es posible obtener las siguientes ventajas con un cambio radical en la planificación de la producción: -Se puede doblar la productividad en todo sistema -Se puede reducir el plazo de entrega y el inventario hasta en un 90% -Se puede reducir a la mitad los errores y el desperdicio en los procesos -Se puede ofrecer un costo reducido. Los gráficos a continuación muestran las ventajas de entrega por el método de flujo continuo (concepto de flujo) contra la producción masiva (concepto de transformación) Luego imaginemos las ventajas de la aplicación del concepto de flujo a la ingeniería, procura y construcción para la obra civil, el prefabricado y montaje de cañerías, montaje mecánico, eléctrico e instrumentos en plantas.
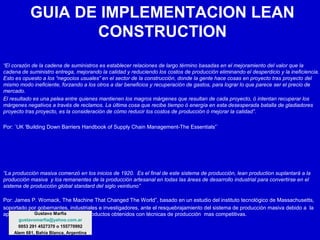
- 5. ESTACION 1 CONSTRUCCION MASIVA: Lote 10 piezas X 1 minuto X pieza : 10 minutos X estación HACE 10 MUEVE 10 I-TIEMPO PARA ENTREGAR LA PRIMERA PIEZA AL CLIENTE 21 MINUTOS II-TIEMPO PARA COMPLETAR EL LOTE 30 MINUTOS 1-Necesidad de inventarios 2-Sistema de empuje del producto al cliente ESTACION 2 ESTACION 3 HACE 10 MUEVE 10 HACE 10 MUEVE 10 FLUJO CONTINUO DE 1 PIEZA: flujo X 1 minuto X pieza : 1 minuto X estación (10 piezas) ESTACION 1 ESTACION 2 ESTACION 3 HACE 1 MUEVE 1 HACE 1 MUEVE 1 HACE 1 MUEVE 1 1-Eliminación de inventarios 2-Producción por tracción I-TIEMPO PARA ENTREGAR LA PRIMERA PIEZA AL CLIENTE 3 MINUTOS II-TIEMPO PARA COMPLETAR EL LOTE 12 MINUTOS
- 6. Objetivo de Lean: la eliminación de los siete desperdicios originales de la industria (muda) 1-Transporte (moviendo productos que no son requeridos inmediatamente para ejecutar su procesamiento. Evitar traslados innecesarios) 2-Inventario (de todos los componentes, trabajo en proceso y productos terminados no siendo procesados, son un costo financiero y de almacenamiento. Deben ser reducidos al mínimo ) 3-Movimiento (gente ó equipos en movimiento ó caminando más que lo requerido para ejecutar el procesado. Los recursos que necesita el trabajador deben estar al alcance de la mano) 4-Tiempos de espera (esperando para la próxima etapa de producción, por falta de planificación, comunicación ó tardanza en suministro de información ó materiales) 5-Sobreproducción (producir más de lo que el cliente demanda ó hacerlo antes de tiempo ocupa trabajo y recursos valiosos que se podrían utilizar en responder a la demanda del cliente) 6-Sobre-procesado (mayor procesado que el requerido por el cliente) 7-Defectos (el tiempo y recursos en la reparación de los defectos multiplican los costos y tiempos de trabajo)
- 7. 3 preguntas claves para ingresar a una obra de construcción a iniciarse o en ejecución, e implementar el sistema de producción Lean. I-Quien es el cliente? Nombre, antecedentes. El conocerlo, nos va a permitir entenderlo. II-Que desea el cliente? La método mas contundente para conocer su deseo es el estudio del contrato. Como desea recibir la planta, que áreas ha priorizado y que sistemas. Fechas deadline de Precom: Fechas deadline de comisionado Fecha deadline de puesta en marcha Fecha deadline de performace test Fecha deadline desmovilizacion Saber que desea el cliente, no nos permitirá absorbernos en la construcción misma como un fin único de la organización, si no, en la construcción como una herramienta de satisfacción al cliente. III-Como nos evalúa el cliente? Verificar: •Indicadores de evaluación del cliente: conformidad con planificación y control, conformidad con el cumplimiento de la programación semanal, cumplimiento con el cronograma de compras y adquisiciones, índices de eficiencia en la elaboración de ingeniería, conformidad en las inspecciones de calidad, indicadores de calidad de producto. Indicadores de SMS y control ambiental •Ordenes de servicio, reporte diario de obra, o documento de comunicación interno cliente a proveedor. •Inspecciones del cliente a los sistemas de gestión, resultados de las inspecciones y análisis de los ítems que no satisfacen al cliente •Informes semanales, mensuales del cliente, reuniones de coordinación, reuniones gerenciales De esta manera tendremos un idea objetiva de nuestras fortalezas y debilidades desde la perspectiva de un cliente, lo que nos permitirá analizar y corregir la causa raíz de cada una de las debilidades.
- 8. Llegando a Obra I- Contactos básicos 1-Contacto con el gerente de proyecto para acordar forma de trabajo (PM) 2-Contacto en la obra con el PM, jefe de obra y responsables de departamentos para explicar y acordar acciones 3-Contacto con los representantes del cliente para presentación y acuerdo de metodología de trabajo. 4-Contacto con los subcontratistas para acordar metodologías de trabajo II- PyC 1-Verificación del estado plan, programa y cronograma de ingeniería, procura y construcción. 2-Verificación del estado de ejecución de las áreas, sistemas y subsistemas en la planta. Ha sido aprobado por el cliente esta división? Cuales son las áreas o sistemas prioritarios requeridos por el cliente? Estado de equipos críticos para el completamiento de sistemas prioritarios? III-Recorriendo el campo y ejecución de mapas de flujo de valor y plan de flujo de valor 1-Verificación en campo de los diferentes flujos de valor. Lo que normalmente observaremos en una obra de construcción gestionada masivamente, son una multitud de diferentes flujos de valor, que se mueven en diferentes sectores de las áreas de una planta. Veremos unidades operativas, trabajando como islas aisladas, aunque sean de la misma especialidad. 2-Mapa de flujo de valor estado actual identificación de inventarios, procesos, gente, maquinas equipos, obstáculos, producción masiva, islas aisladas, nivel de recursos contra nivel de trabajos, etc.
- 9. 3-Mapa de flujo de valor estado Futuro determinar los flujos principales de producción, determinar el tiempo takt en base a sistemas a entregar, determinar el proceso hacedor de paz, introducción flujo continuo donde sea posible, introducir sistemas de tracción de demanda, reducir inventarios, nivelar carga y capacidad, medición OEE, eventos 5S,descomposición en loops de sistemas complicados. Desperdicios y sus fuentes. 4-Plan de flujo de valor anual, fijar objetivos de mejora en determinado plazo con responsables encargados. 5-Revisión del flujo de valor, verificación documentada del cumplimiento de los objetivos determinados en el plan del flujo de valor. VII-Comunicación Se deberá definir la herramienta de comunicación con las partes interesadas e incluirlas en el plan de comunicación. Se propondrá, (con autorización del PM), herramientas de comunicación Lean • Con el cliente. • Con sede • Con el PM y las jefaturas de todas las áreas. • Con el personal clave. • Con los subcontratistas. Herramientas de comunicación visual: mapas de flujo de valor, con indicaciones para mejora en el flujo de materiales e información y para mejoras en procesos y gente. Estado del plan de flujo de valor anual. Revisiones al plan de flujo. • Programa de asignaciones potenciales para las próximas 3 a 12 semanas (lookahead) • Minutas de coordinar de las reuniones para el Plan de trabajo semanal-PTS en la cual los supervisores planifican las tareas semanales y se comprometen a su realización • Análisis de restricciones, con los supervisores en cada trabajo a realizar para determinar que deber ser hecho para que el trabajo sea ejecutado • Medición del éxito del sistema del último planificador mediante el PPC, porcentaje de plan cumplido por los supervisores • Verificación de la revisión del plan de flujo de valor comenzando a focalizarse en los ítems X (No
- 10. PORQUE EL MAPA DE FLUJO DE VALOR ES UNA HERRAMIENTA ESENCIAL .Ayuda a visualizar mas que a un proceso simple, ej. Ensamble, soldadura, etc., en la producción. Usted puede ver el flujo. .Ayuda a ver mas que desperdicio. El mapeo ayuda a que usted vea las fuentes del desperdicio en su flujo de valor. .Provee un lenguaje común para hablar sobre los procesos de manufactura y construcción .Produce decisiones sobre el flujo aparente, de tal manera que usted puede discutirlos. De otra manera, muchos detalles y decisiones en el piso de taller o planta pasaran por defecto. .Junta todos los conceptos lean y técnicos, lo cual ayuda a evitar la utilización compulsiva de las herramientas lean. .Crea la base de un plan de implementación. Esto lo ayuda a diseñar como debería operar el flujo de proceso en proceso, – una parte olvidada en muchos esfuerzos lean- en el mapa de flujo de valor, creando un modelo para la implementación lean. Imagine tratando de construir una casa sin un modelo. Describe el encadenamiento entre el flujo de información y el flujo de materiales. Ninguna otra herramienta logra esto. .Es mucho mas útil que las herramientas cuantitativas y desarrolla diagramas que producen una detallada visión de los pasos que no agregan valor, tiempo total de los procesos, distancia realizada, cantidad de inventario, y otros. El mapa de flujo de valor, es una herramienta cualitativa en la cual usted describe en detalle como su compañía debería operar para crear flujo. Los números son buenos para crear una sensación de urgencia o como mediciones anteriores y posteriores. El mapa de flujo de valor es bueno para describir que usted esta haciendo actualmente para afectar esos números
- 11. MAPA DE FLUJO DE VALOR ESTADO ACTUAL (Ejemplo visual normal en la producción masiva en talleres de prefabricado y procesos y operaciones de montaje) 1-Taller de prefabricado de piping: Se observa el sistema de empuje de la producción masivamente lo que crea inventarios en exceso. Desde la entrada de la materia prima al primer proceso hasta la entrega al cliente (procesos de montaje) se observa un tiempo total de producción (L/T lead time) de 25 días, mientras que el tiempo de las acciones que agregan valor es de 34 minutos. 2-Montaje de piping hasta proceso de reinstalación en planta. Se observa el sistema de empuje de la producción masivamente lo que crea inventarios en exceso. 1-Se montan masivamente los spools en todas las áreas posibles 2-Excesivo transportes, movimientos e inventarios 3-Diagrama spaguetti 4-Movilización masiva desde la yarda de montaje 5-Excesivas unidades operativas y equipos 6-La energía de las unidades operativas se consume independientemente 7-Los circuitos se entregan masivamente en la etapa final 8-Muy difícil de coordinar eficientemente 9-No hay visualización o sensación clara del paso de producción para abastecer a los procesos clientes. Desde la entrada de los spool a la yarda hasta la entrega a Precom pasando por los procesos y operaciones de montaje) se observa un tiempo total de producción (L/T lead time) de 36 días, mientras que el tiempo de las acciones que agregan valor es de 83 minutos.
- 12. 550 pulgadas de prefabricado por dia 90 dias 49,500 pulg DESPACHO 550”Xdia Promedio 300”X camion I 3 dias AREN+PINT/PREND RT (25%)E.SOLDAD #1ENSAMBLECORTE/BISEL I 3 dias I 3 dias I 3 dias I 3 dias I Piping 10 DIAS 5500”Uptime: 100% C/T: 30 seg/p C/O: Tur:28,800 seg Uptime: C/T: C/O: 20 min 4.6 hrs+recamb Tur: 28,800 seg Uptime: 100% 360seg/p C/O: 10 min 27,600 seg disp Uptime: 100% C/T:720seg/p C/O: 10 min Tur: 28,800seg Uptime: C/T: C/O: 10 min Proces/man Tur: 28,800seg Uptime: 100% C/T:205seg/p C/O: Ø Proces/man Tur: 28,800seg Uptime: 100% C/T: 720 seg C/O: Ø Proces/mec Materia prima. cañerías, accesorios, Válvulas, pintura MRP Mart + Juev CONTROL DE PRODUCCION Pronostico De 3 semanas Fax semanal Listado de Lineas Order diaria Pedidos especiales Schedulle semanal Schedulle para Despacho diario PRODUCCION MASIVA /PREFABRICADO PIPING Mapa del estado actual prefabricado de cañerías Familia de productos sin PWHT. AC y Aleados Datos &barras del tiempo total de producción 8 hrs laborables + 30 min lunch+ 30 min break Tiempo de Produccion total 25 dias Tiempo de Procesado 2, 035 seg/34 min 10 dias 30 segundos 3 dias 360 segundos 3 dias 720segundos 3 dias 205segundos 3 dias 720 segundos 3 dias 14 sold 14 ayud Cliente Procesos de Montaje 1cort+1ayud 2 amolador Recorrido: 0.5 dia 2Xdia 720 seg x pulg (Estándar X soldad. 40”X día proces/manual) 720sX40”÷60s÷60s=8hrs 40”X14 sold: 560”X dia 1 oper 1 ayud 1 oper 1 ayud 2 oficial 4 ayud 7 canistas 7 ayud
- 13. REINSTALACEND RT (25%)SOLDADURAFIT UP I 4dias I 3 dias I 3 dias I Spools 20 dias Uptime: 100% C/T: 900 s C/O:15 min 14 canistas C/T:1800 seg C/O: 15 min Uptime: 100% 28 soldadores Uptime: 100% C/O: 15m-1h C/T: 231s/p C/T: maq 30s 1 operador Uptime: 100% C/O 10 m 5 canistas C/T:900 seg/p Prefabricado piping CONTROL DE PRODUCCION SITE Ordenes Aprobacion Compras e Ing Aprobacion Construccion Prioridades diarias Tiempo de Produccion total 36dias Tiempo de Valor agregado 4962 seg/83 min 20 dias 231 segundos 3 dias 900 segundos 3 dias 1800 segundos 3 dias 231segundos 3 dias 900 segundos 4 dias 14 can 14 ayud Al supervisor Del area MONTAJE I 3 dias Cliente Proyecto EPC 49,500”X90 días 2Xdia Recorrido: 0.5 dia PRODUCCION MASIVA /MONTAJE DE PIPING Mapa del estado actual de procesos y operaciones para montaje cañerías Familia de productos sin PWHT. AC y Aleados Datos &barras del tiempo total de producción 10 hrs laborables + 60 min lunch 550”X día Uptime: 100% C/T:oper 231s/p 1800 seg x pulg (Estándar X soldad. 20”X día proces/manual) 1800sX20”÷60s÷60s=10hrs 20”X28 sold: 560”X dia I 3 dias I 3 dias Gruas: 2 X 45 C/O: 10-60min Gruas: 1X75 Uptime: 100% C/T: 900s/p C/O:15 min HT/FLUSH 28 sold 28 ayud 4 oper 4rigger 1 oper 1 labor 3 ayud 2 can 8 ayud 14can 14 ayud Gruas: 1X25 4 gruas atienden los frentes de trabajo fit up, HT y Reinstalacion Uptime: 100% 28 soldadores 15 ayudantes 900 seg Reisntalar l prefabr dia
- 14. MAPA DE FLUJO DE VALOR ESTADO FUTURO “deja que el flujo administre el proceso, no que los administradores administren el flujo” (Taiichi Ohono) (Ejemplo visual de mejoras en flujo Kaizen; flujo de información y materiales; en el mapa del estado actual en la producción Lean en talleres de prefabricado y operaciones de montaje) 1-Taller de prefabricado de piping: Se observa el sistema de flujo continuo y tracción de la producción lean lo que disminuye inventarios, por lo tanto el tiempo de producción total (lead Time). Desde la entrada de la materia prima al primer proceso hasta la entrega al cliente (procesos de montaje) se observa un tiempo total de producción (L/T lead time) de 5 días, mientras que el tiempo de las acciones que agregan valor es de 36 minutos. No se observan mejoras Kaizen; procesos/gente. Estas observaciones son resaltadas en “luces de explosion Kaizen” para ser consideradas en el plan de flujo de valor anual. 2-Montaje de piping hasta Precom en planta. Se observa el sistema de flujo continuo y tracción de la producción lean, lo que disminuye inventarios, por lo tanto el tiempo de producción total (lead Time). Se montan los spool de acuerdo a una secuencia de montaje establecida por los procesos clientes, en este caso Precom quien activara la demanda de producción de spool al taller de prefabricado, mediante una señal Kanban de producción a Control de Producción, quien estará informado del ingreso de spool a planta a través de la señal Kanban de retiro que el proceso Montaje le envía. El sistema Lean produce solo lo que necesita por lo tanto se elimina o reducen drásticamente los movimientos por lo tanto ya no tenemos un diagrama spaguetti Las Unidades Operativas de los diferentes procesos son dependientes, por lo tanto su energía se consume mas racionalmente. Están alineadas a través de sistemas de flujo continuo, con una célula “proceso hacedor de paz”, la cual marca a los demás procesos el ritmo de la producción que el cliente desea. También están alineadas a través de sistemas de tracción de inventarios controlados entre los procesos de “Supermarket” y “Carril FIFO”. Los sistemas de comunicación entre procesos es a través de las Kanban de producción y retiro, por lo tanto todas las unidades tienen una visualización y sensación clara del paso de producción para cumplir con la demanda del cliente Desde la entrada de los spool a la yarda hasta la entrega a Precom pasando por los procesos y operaciones de montaje) se observa un tiempo total de producción (L/T lead time) de 5 días, mientras que el tiempo de las acciones que agregan valor es de 120 minutos. No se observan mejoras Kaizen; procesos/gente. Estas observaciones son resaltadas en “luces de explosión Kaizen” para ser consideradas en el plan de flujo de valor anual.
- 15. 550 pulgadas de prefabricado por dia 90 dias 49,500 pulg ENSAMBLE DESPACHOAREN+PINT Tur: 28,800 seg Uptime: 100% C/T:52seg/p C/O: 10 min Corte:1cort+2 amoladores Tur: 28,800seg Uptime: 100% C/T:52seg/p C/O: Ø Proces/mec Materia prima. cañerías, accesorios, Válvulas, pintura Diario CONTROL DE PRODUCCION Pide en base a Los isométricos Solo material Requerido por montaje Pronostico De1 semana Pedido Diario E-mail Kanban de produccion “Por favor fabricar 550” Lineas 4”-LH-2022 6”-PD-2043 16”-FL-2912 PRODUCCION LEAN /PREFABRICADO PIPING Mapa del estado futuro prefabricado de cañerías Familia de productos sin PWHT. AC y Aleados Datos &barras del tiempo total de producción 8 hrs laborables + 30 min lunch+ 30 min break Tiempo de Produccion total 5 dias + 156 seg Tiempo de Valor agragado 156seg 3 dias 52 segundos 52 segundos Cliente Procesos de Montaje Recorrido: 0.5 dia 2Xdia CORTE-BISELADO-FIT UP SOLDAURA-END UT Fit up: 7 canistas+ 7 ayd Sold.: 7 sold. seminautomatic UT NDT: 1 Operador+ 1ayud. FIFO Aren+1 ayud Pintor + 1 ayud 550 pulgadas Material para 1650 pulg. Supermarket 2 ofic+2ayud14 ofic+7ayud (7pipe fitter+7soldad) Area de carga Camion virtual Max 300 pulg ≤ 1 dia FIFO 550 pulgadas 2 ofic+2ay/d Tubos Accesorios Válvulas Espárragos Pintura ≤ 1 dia 52segundos El tiempo del ciclo no mejora pero se reducen de 14 a 7 los soldadores al utilizar proceso semiautomático y se separan los ayudantes de soldadura y se le asignan otras tareas que agregan valor En este caso no se produce una mejora importante en los procesos y su tiempo de ciclo (C/T). Si se obtiene un tiempo de procesado total muy inferior al de producción masiva, introduciendo en el sistema herramientas de flujo continuo y tracción de la producción que eliminan o reducen los inventarios C/T: 52 seg/p C/O: Ø C/T: 720 seg/p Tur: 28,800seg Pintor + 1 ayud 2 canistas 2 ayud/despacho los movimientos entre procesos se realizaran con manipuladores se materiales 49,500 pulg Takt Time:1” cada 52 segundos Pacemaker process Optimizar procesos Optimizar procesos Optimizar procesos célula pacemaker
- 16. REINSTALACION PIPING, E&I AISLAC/TRACING HIDROTEST FLUSHING Tur: 36,000 seg Uptime: 100% C/T:65seg/p C/O: 10 min Corte:1cort+2 amoladores Tur: 36,000seg Uptime: 100% C/O: Ø Proces/mec CONTROL DE PRODUCCION Pide en base a Los isométricos Solo material Requerido por montaje Pronostico De1 semana Pedido Diario, sistemas prioritarios cambios de pedidos reclamos, etcKanban de producción “Por favor fabricar 550” Líneas 4”-LH-2022, 6”-PD-2043 y 6”-FL-2912 Tiempo de Produccion total 5 dias + 260 seg Tiempo de Valor agregado 260seg 3 dias 65 segundos FIT UP SOLDAURA-END UT Fit up: 7 canistas+ 7 ayd Sold.: 7 sold. seminautomatic UT NDT: 1 Operador+ 1ayud. FIFO Promedio: 10 circ C/T: 1800s/p 550 pulgadas 1650 pulg. de Spool Supermarket 5 canistas 15 ayudantes 14 canistas 28 soldadores 14 ayudantes ≤ 1 dia FIFO 550 pulgadas 2 canistas 4 ayudantes 1 E&I 2 ayudantes ≤ 1 dia 65segundos C/T: 65 seg/p C/T: 65 seg/p C/T: 720 seg/p Tur: 36,000seg 2 canistas 2 ayud/despacho los movimientos entre procesos se realizaran con manipuladores de materiales celula pacemaker Takt Time:1” cada 65 segundos Pacemaker process PRODUCCION LEAN /MONTAJE DE PIPING Mapa del estado actual de procesos y operaciones para montaje cañerías Familia de productos sin PWHT. AC y Aleados Datos &barras del tiempo total de producción 10 hrs laborables + 60 min lunch Proyecto EPC 49,500”X90 días 550”X día l prefabr dia 2Xdia Recorrido: 12 Hrs MONTAJE DE SPOLL EN SIST. PRIORIT 550 pulg. de Spool Supermarket 65 segundos65segundos PRECOM ≤ 1 dia FIFO Lineas reinstaldas C/O: 10-60min Uptime: 100% 1 gruas 25 T Cada spool viene con kanban de retiro la que es dirigida a Control de Producción un vez consumido el spool por el proceso de montaje Cada línea reinstalada con precom interno aprobado genera una Kamban de producción Que se dirige al dto Control de producción Optimizar Soldadura Y pipefiter Optimizar reinstalacion optimizar AREA DESCARGA VIRTUAL Optimizar montaje célula pacemaker Prefabricado piping 2 Grua 45 1 grua 75 ton 4 oper 4 rigger
- 17. Uso delTakt Time Demanda del Cliente: 49, 500 pulgadas 90 días = 550 pulgas de soldadura por dia El takt time comienza con los calculo s del tiempo de trabajo disponible par a un turno en el Taller de Prefabricado de Spool de Cañerías, el cual es de 28,000 segundos (8 hrs). De este tiempo sustraiga cualquier tiempo de No/Trabajo, el cual se compone de dos intervalos de 30 minutos. La demanda del cliente es de 550 pulgadas de soldadura por turno, si lo dividimos en el tiempo de trabajo disponible, no da un takt time de 52 segundos Tiempo de trabajo disponible: 32,400 – 3600 = 28, 800 segundos por turno Tiempo de trabajo disponible = 28, 800 seg / 550 pulgadas por turno = 52,3 segundos por pulgada de soldadura Takt Time = 52 segundos por pulgada soldada Lo que el tiempo del takt time logra es ajustarse a la demanda del cliente dentro del tiempo de trabajo disponible. El Taller de Prefabricado de Piping , debe producir una pulgada de soldadura terminada (incluyendo todos los procesos) cada 52 segundos. Este numero no incluye el tiempo de reparación de equipos, recambio s, deterioros, etc. El taller de manufactura decidirá producir mas rápido que el tiempo takt, si este no puede ser inmediatamente eliminado del los tiempos de detencion de equipos por problemas (por ejemplo), pero el tiempo takt es un numero de referencia definido por el cliente y no puede ser cambiado por el Taller de Prefabricado de Cañerías . Nota: Trate de producir un ciclo de trabajo en su proceso “Hacedor de Paz’ (pacemaker process) tan cercano como sea posible al tiempo takt. Una brecha significativa entre el tiempo takt y el tiempo del ciclo indicara la existencia de problemas de producción que causan tiempo de inactividad no planificada. Cuando usted compensa los problemas de producción haciendo el ciclo de trabajo mucho mas rápido que el tiempo takt, el incentivo para eliminar los problemas se evaporan. Si usted debe aumentar la velocidad del ciclo mas rápido que el takt ime, un plan para reducir la brecha debe ser generado y ejecutado/ (Igual para LEAN PRODUCTION / MONTAJE DE PIPING )OF PIPING
- 18. DESCOMPOSICION EN LOOPS DE LOS MAPAS DE FLUJO DE VALOR DEL ESTADO FUTURO Se descompone el mapa en Loops de procesos para poder facilitar el entendimiento e implementar pasos de mejora efectivos, focalizándonos y atacando las acciones que no agregan valor, comenzando por las mas fáciles, por las que estamos seguros podemos dominar. PLAN DE FLUJO DE VALOR ANUAL Nos mostrara donde queremos ir, mediante un plan de implementación de mejoras en secuencias. REVISION DEL FLUJO DE VALOR Nos permitirá evaluar la efectividad en la ejecución de las mejoras en la fabricación y el montaje, quincenalmente, mensualmente, o bimestralmente.
- 19. 550 pulgadas de prefabricado por dia 90 dias 49,500 pulg ENSAMBLE DESPACHOAREN+PINT Tur: 28,800 seg Uptime: 100% C/T:52seg/p C/O: 10 min Corte:1cort+2 amoladores Tur: 28,800seg Uptime: 100% C/T: 52 seg/p C/O: Ø Proces/mec Materia prima. cañerías, accesorios, Válvulas, pintura Diario CONTROL DE PRODUCCION Pide en base a Los isométricos Solo material Requerido por montaje Pronostico De1 semana Pedido Diario E-mail Kanban de produccion “Por favor fabricar 550” Lineas 4”-LH-2022 6”-PD-2043 16”-FL-2912 PRODUCCION LEAN /PREFABRICADO PIPING Mapa del estado futuro prefabricado de cañerías Familia de productos sin PWHT. AC y Aleados Datos &barras del tiempo total de producción 8 hrs laborables + 30 min lunch+ 30 min break Tiempo de Produccion total 5 dias Tiempo de Valor agragado 2, 160seg/36 min 3 dias 52 segundos 52 segundos Cliente Procesos de Montaje Recorrido: 0.5 dia 2Xdia CORTE-BISELADO-FIT UP SOLDAURA-END UT Fit up: 7 canistas+ 7 ayd Sold.: 7 sold. seminautomatic UT NDT: 1 Operador+ 1ayud. FIFO Aren+1 ayud Pintor + 1 ayud 550 pulgadas Material para 1650 pulg. Supermarket 2 ofic+2ayud14 ofic+7ayud (7pipe fitter+7soldad) Area de carga Camion virtual Max 300 pulg ≤ 1 dia FIFO 550 pulgadas 2 ofic+2ay/d Tubos Accesorios Válvulas Espárragos Pintura ≤ 1 dia 52 segundos El tiempo del ciclo no mejora pero se reducen de 14 a 7 los soldadores al utilizar proceso semiautomático y se separan los ayudantes de soldadura y se le asignan otras tareas que agregan valor En este caso no se produce una mejora importante en los procesos y su tiempo de ciclo (C/T). Si se obtiene un tiempo de procesado total muy inferior al de producción masiva, introduciendo en el sistema herramientas de flujo continuo y tracción de la producción que eliminan o reducen los inventarios C/T52seg/p C/O: Ø C/T: 720 seg/p Tur: 28,800seg Pintor + 1 ayud 2 canistas 2 ayud/despacho los movimientos entre procesos se realizaran con manipuladores se materiales 49,500 pulg Takt Time:1” cada 52 segundos Pacemaker process Optimizar procesos Optimizar procesos Optimizar procesos célula pacemaker Loop 2 Loop 1 Loop 3 Mejora en Suministros Mejora en Despacho Tiempo de Valor agragado 156seg
- 20. REINSTALACION PIPING, E&I AISLAC/TRACING HIDROTEST FLUSHING Tur: 36,000 seg Uptime: 100% C/T:65seg/p C/O: 10 min Corte:1cort+2 amoladores Tur: 36,000seg Uptime: 100% C/O: Ø Proces/mec CONTROL DE PRODUCCION Pide en base a Los isométricos Solo material Requerido por montaje Pronostico De1 semana Pedido Diario, sistemas prioritarios cambios de pedidos reclamos, etcKanban de producción “Por favor fabricar 550” Líneas 4”-LH-2022, 6”-PD-2043 y 6”-FL-2912 Tiempo de Produccion total 5 dias + 260 SEC Tiempo de Valor agregado 260seg 3 dias 65 segundos FIT UP SOLDAURA-END UT Fit up: 7 canistas+ 7 ayd Sold.: 7 sold. seminautomatic UT NDT: 1 Operador+ 1ayud. FIFO Promedio: 10 circ C/T: 65s/p 550 pulgadas 1650 pulg. de Spool Supermarket 5 canistas 15 ayudantes 14 canistas 28 soldadores 14 ayudantes ≤ 1 dia FIFO 550 pulgadas 2 canistas 4 ayudantes 1 E&I 2 ayudantes ≤ 1 dia 65segundos C/T: 65 seg/p C/T: 65 seg/p C/T: 720 seg/p Tur: 36,000seg 2 canistas 2 ayud/despacho los movimientos entre procesos se realizaran con manipuladores de materiales celula pacemaker Takt Time:1” cada 65 segundos Pacemaker process PRODUCCION LEAN /MONTAJE DE PIPING Mapa del estado actual de procesos y operaciones para montaje cañerías Familia de productos sin PWHT. AC y Aleados Datos &barras del tiempo total de producción 10 hrs laborables + 60 min lunch Proyecto EPC 49,500”X90 días 550”X día l prefabr dia 2Xdia Recorrido: 12 Hrs MONTAJE DE SPOLL EN SIST. PRIORIT 550 pulg. de Spool Supermarket 65 segundos65segundos PRECOM ≤ 1 dia FIFO Lineas reinstaldas C/O: 10-60min Uptime: 100% 1 gruas 25 T Cada spool viene con kanban de retiro la que es dirigida a Control de Producción un vez consumido el spool por el proceso de montaje Cada línea reinstalada con precom interno aprobado genera una Kamban de producción Que se dirige al dto Control de producción Optimizar Soldadura Y pipefiter Optimizar reinstalacion optimizar AREA DESCARGA VIRTUAL Optimizar montaje célula pacemaker Prefabricado piping 2 Grua 45 1 grua 75 ton 4 oper 4 rigger Loop 1 Loop 2 Loop 3
- 21. Gerente Flujo de Valor Fecha Gerente de operacones Jan 2, 2014 Barb Smith Paul Doe PLAN DE FLUJO DE VALOR ANNUAL (Prefabricado de cañerías) Familia de Productos Objetivo Negocio FV Loop Mejorar la Rentabilidad en la Manufactura de los piping Spool’s 3 Despa- cho 2 Sumi- nistros 1 Proce- sos *Flujo continuo desde Corte/fit up/sold/ndt *Kaizen sold 360 seg *Reempl. Sold.manual por semiautomatica *Reducir a 4 soldadores *Carril FIFO a aren/pint. y a ensamble/despacho *Ajuste otros procesos a aumento velocid sold. Objetivos del Flujo de Valor *Adquisic. componentes solo del comodity code de las líneas requeridas por montaje *Requerir a proveedor envió diario *Analizar posibilidad de prefabricar in situ Implementación Cero WIP ≤ 360s pulg ≥80”dia 560’/dia 2 dias bien/ter Program traccion 3 días Inventario 560 pulg dia Eliminación Transporte Metas (Medibles) Programa Mensual 2014 1 2 3 4 5 6 7 8 9 10 11 12 Gerente Planta Gremio Ingeniería Mantenimien Firmas Familia de Productos: Piping Spool’s Persona Encargad Dtos & Personas Revision Programa fechaRevisor
- 22. Gerente Flujo de Valor Fecha Gerente de operacones Jan 2, 2014 Barb Smith Paul Doe PLAN DE FLUJO DE VALOR ANNUAL (Montaje/Precom de cañerías) Familia de Productos Objetivo Negocio FV Loop Mejorar la rentabilidad en los procesos de montaje hasta el Precom de piping 3 Recep- cion 2 Proceso Montaje 1 Proceso Hacedor De paz/ HT/Flus Reinst/ E&I *Flujo continuo desde Corte/fit up/sold/ndt *Kaizen sold 360 seg *Reempl. Sold.manual por semiautomatica *Reducir a 14 soldadores *Carril FIFO a HT/Flush y y Reinstalacion/E&I *Ajuste otros procesos a velocid producc. sold. Objetivos del Flujo de Valor *Reducir a 3 grúas 3 operadores 3 rigger 75/45/25 ton trabajando en la misma área *Ajustar paso montaje A paso proceso Hacedor de paz *Analizar posibilidad de prefabricar y crear flujo continuo con montaje Cero WIP ≤ 900s pulg ≥40”dia 560’/dia 2 dias bien/ter Program traccion 560”Pulg Dia mont. Atención HT y Reinstalac 560 pulg dia Eliminación Transporte 0 inventario Metas (Medibles) Programa Mensual 2014 1 2 3 4 5 6 7 8 9 10 11 12 Gerente Planta Gremio Ingeniería Mantenimien Firmas Familia de Productos: Piping Precom Persona Encargad Dtos & Personas Revision Programa fechaRevisor
- 23. Gerente de flujo de valor Gerente de operaciones Fecha: Firmas REVISION DEL FLUJO DE VALOR Producto: X Exito Exito Limitado No Exitoso Objetivos al nivel de Planta F.V Loop Condiciones de Progreso Evaluación Problemas Remanentes Puntos e ideas para lograr los objetivos anuales
- 24. Guía de Implementación del Sistema del Ultimo Planificador (Last Planner System) Llegamos a la etapa en cual conociendo quien es nuestro cliente, entendiendo que desea nuestro cliente, y sabiendo como nos califica nuestro cliente, hemos generado un plan de mejoras en el flujo de valor aplicando herramientas Lean. Pero este plan de mejora son solo una serie de acciones organizadas en secuencias que están plasmadas en papeles. Ahora llego el momento de que esos planos y planes se transformen en guías de acciones efectivas para el logro del mejoramiento en el flujo de información, materiales y procesos/gente. Las acciones efectivas se logran a través del entendimiento y el liderazgo de los responsables de la producción, y para ello, Last Planner System, es una herramienta esencial en Lean Construction para direccionar las acciones del equipo de construcción hacia los objetivos deseados. El sistema del último planificador mejora el programa de previsibilidad y schudelle de diseño y construcción (trabajo terminado cuando es prometido) Beneficios importantes se ven cuando es implementado en equipo y en tiempo. Basado en formularios de papel simple, este puede ser administrado utilizando notas en Post-it, papel, lápiz, borrador y fotocopiadora. El sistema del último planificador comienza con la programación colaborativa, implicando a los proveedores principales del proyecto desde el principio. Antes del comienzo del trabajo, los lideres de equipo programan las tareas de tal manera que el trabajo sea realizado cuando el trabajo pueda ser realizado Se realiza una reunión de planeamiento de trabajo semanal, en la cual están implicados los lideres de diseño y supervisores de campo. Está en el interés de todos explorar interferencias e interdependencias entre tareas y prevenir a los colegas. Este proceso de planeamiento de trabajo semanal se basa en promesas. El programa acordado define cuando las tareas deben ser realizadas y actúa como una alarma al proveedor para realizar las tareas. El Ultimo Planificador (el capataz en campo ó líder del equipo de diseño, supervisor de frente, etc) sólo promete una vez que están claras las condiciones de satisfacción y están claras las tareas que serán realizadas. “Haga que el trabajo sea suficientemente simple para poder entenderlo y manejarlo. No utilice sofisticadas herramientas para el análisis de operaciones. Descomponga las tareas en partes que puedan se entendibles y dominables, comenzando siempre por las mas sencillas, no trate de focalizarse y dominar el todo, pues el todo es normalmente incontrolable, y la falta de control genera Caos”.
- 25. Guía de Implementación del Sistema del Ultimo Planificador N° Actividad Descripción Fecha implem. Responsa- ble Revisor Fecha Result. 1 Generar programa maestro Descomposición total de actividades, programándolas y alineándolas de acuerdo a las necesidades del cliente. PyC 2 Descomponer las actividades del programa maestro en paquetes de trabajo y operaciones. Planificación de “visión futura” resultante de la exploración de las actividades del programa maestro, mostrando las tareas resultantes antes de permitir que entren en la ventana de “visión futura” (lookahead) ó avanzar dentro de la ventana, y ejecutando las acciones necesarias para tener las tareas listas para ser asignadas cuando sea programado PyC 3 Crear un programa de asignaciones potenciales para las próximas 3 a 12 semanas (lookahead) programa de asignaciones potenciales para las próximas 3 a 12 semanas. El número de semanas en la cuales el proceso de “visión futura” (lookahead) se extiende es decidido en base a las características del proyecto, la confiabilidad del sistema de planeamiento, y los plazos de ejecución para adquirir información, materiales, fuerza laboral y equipos. La programación de “visión futura” (lookahead) no es una simple extracción del programa maestro. Antes de entrar a la ventana de “visión futura” (lookahead), el programa maestro es explorado a un nivel de detalle apropiado a las asignaciones de los planes de trabajo semanales, que normalmente tienen múltiples asignaciones para cada actividad PyC
- 26. Guía de Implementación del Sistema del Ultimo Planificador N° Actividad Descripción Fecha implem. Responsa ble Revisor Fecha Result. 4 Coordinar las reuniones para el Plan de trabajo semanal- PTS los supervisores planifican las tareas semanales y se comprometen a su realización, para controlar el flujo de trabajo y para producir asignaciones listas mediante la adquisición proactiva de materiales e información de diseño necesaria, y apresurando y monitoreando la terminación de los pre- requisitos. PyC 5 Asignaciones prometidas por Ultimo Planificador Los supervisores deciden que trabajo físico ó específico será realizado esa semana. Estos tipos de planes han sido llamados “asignaciones”. Supervis. De campo 6 Análisis de restricciones Una vez que las asignaciones son identificadas, estas están sujetas a un análisis de restricciones. Diferentes tipos de asignaciones tienen diferentes restricciones, por ej, falta de herramientas, personal, equipos, exigencias de SMS, QA/QC, ingeniería, etc. El análisis de restricciones requiere que se provea al coordinador con la alerta temprana de los problemas, con suficiente tiempo para planificar. PyC Superv. SMS QC 7 Medir el éxito del sistema del último planificador mediante el PPC, porcentaje de plan cumplido por los supervisores El Porcentaje de Plan Cumplido mide la extensión a la cual el compromiso del supervisor fue efectivo Las mediciones PPC son centrales. PPC: cantidad de planes cumplidos en tiempo/cantidad de planes prometidos X100 Se debe establecer el PPC estándar para obra. Un rango de aceptación de PPC en las obras lean esta entre 70% a 85% PyC
- 27. Guía de Implementación del Sistema del Ultimo Planificador N° Actividad Descripción Fecha implem. Responsa ble Revisor Fecha Result. 8 Carta Pareto Las razones de los planes que fallan son seguidas y analizadas. El análisis de las no conformidades debido al incumplimiento del plan, posteriormente, va a encontrar la causas raíz, de tal manera, que mejoras podrán realizarse en la futura ejecución. El análisis Pareto es un técnica estadísticas que permite tomar decisiones seleccionando un numero limitado de tareas que producen efectos significantes sobre el total QA/QC 9 Control de la unidad de producción a) La asignación esta bien definida. Significa que está lista y la finalización puede ser determinada sin ambigüedades. b) La secuencia correcta de trabajo es seleccionada Se refiere a si la secuencia es consistente con la lógica interna del trabajo en si mismo, las metas del proyecto y estrategias de ejecución. c) La cantidad correcta de trabajo es seleccionada Se refiere a la cantidad que se juzga que la unidad de producción es capaz de terminar luego de examinar el trabajo específico a ser realizado. d) El trabajo seleccionado está alistado y puede ser realizado. Significa que todos los prerrequisitos del trabajo están cumplidos y todos los recursos están disponibles. Supervisor PyC
- 28. Guía de Implementación del Sistema del Ultimo Planificador N° Actividad Descripción Fecha implem. Responsa ble Revisor Fecha Result. 10 Control del flujo de trabajo Coordina el flujo de diseñó, suministro, e instalación a través de las unidades de producción. Hace que el trabajo se mueva entre las unidades de producción en la secuencia y velocidad deseada. Coordin Lean 11 5S gestión basada en 5 principios simples con el objetivo de lograr lugares de trabajo mejor organizados, más ordenados, y más limpios de forma permanente para conseguir una mayor productividad y un mejor entorno laboral: clasificación, orden, limpieza, estandarización y sustentabilidad. Organización e racional de los puestos de trabajo Definir reglas de ordenamiento Lograr el control visual Coordin 12 Mantenimiento productivo total El operador de la máquina ejecuta la mayoría y a veces todas las tareas de mantenimiento rutinarias él mismo. Este auto mantenimiento asegura que los esfuerzos apropiados y efectivos son realizados debido a que la máquina es totalmente dominio y responsabilidad de una persona ó equipo. Cordind lean
- 29. Guía de Implementación del Sistema del Ultimo Planificador N° Actividad Descripción Fecha implem. Responsa ble Revisor Fecha Result. 13 OEE: EFICIENCIA MÁXIMA DE UNA MÁQUINA EN LINEA La OEE es la mejor métrica disponible para optimizar los procesos de producción y está relacionada directamente con los costos de operación. El valor de la OEE permite clasificar una ó más líneas de producción, ó toda una planta, con respecto a las mejores de su clase y que ya han alcanzado el nivel de excelencia y puede aplicarse a cualquier rama de la actividad industrial OEE < 65% Inaceptable. Se producen importantes pérdidas económicas. Muy baja competitividad. 65% < OEE < 75% Regular. Aceptable sólo si se está en proceso de mejora. Pérdidas económicas. Baja competitividad. 75% < OEE < 85% Aceptable. Continuar la mejora para superar el 85 % y avanzar hacia la World Class. Ligeras pérdidas económicas. Competitividad ligeramente baja. 85% < OEE < 95% Buena. Entra en Valores World Class. Buena competitividad. OEE > 95% Excelencia. Valores World Class. Excelente competitividad. Coordin Lean
- 30. Guía de Implementación del Sistema del Ultimo Planificador N° Actividad Descripción Fecha implem. Responsa ble Revisor Fecha Result. 14 Alerta del Ultimo Planificador que la tarea prometida ha sido realizada Una vez que la tarea está completada el Ultimo Planificador es responsable de declarar la finalización de la tareas de tal manera que PyC y el gerente de construcciones puedan asegurar que el trabajo está terminado de acuerdo al estándar aplicable. Supervisor
- 31. Ejemplo PROYECTO: PILOTO 5 5 WK LOOKAHEAD ACTIVIDAD 13/1/2010 L M M J V S D 13/1/2010 L M M J V S D 13/1/2010 L M M J V S D 13/1/2010 L M M J V S D NECESIDADES Equipo Ramirez Mont. Cañ K-01 X X X X X X X X X X X X X X X X X X X X X Generador 225 KVA PH y Flush X X Bomba 2500 PSI Equipo Pierri Tableros CR X X X X X Grúa 20 TON Cableado Shelter X X X X Material el lugar Instal. PSV flare X Contrastacion Equipo Lisionni Mont. interV-31 X X X X X X X X X APR espacio confinado Montaje T-05A X X GRUA 200 TON Montaje T-05B X X GRUA 200 TON Montaje T-05C X X GRUA 200 TON Montaje E-02 X X X X X X GRUA 45 TON Equipo Rossi Pintura Cañ K-01 X X X X X X X Data sheet aprobar Pintura contr. roon X X X X X X X X X X X X X X X X X X X X X Material en lugar
- 32. TIE IN 231 CATEGORIA: N FECHA : HORA: HOJA 1 ANALISIS DE RESTRICCIONES N.A: NO APLICA OK : APROBADO F: FALTA Num TAREAS SMS QC CONST OT OBS 1 APR 2 PT (permiso de trabajo) 3 Matafuegos 4 Señalización ó equipo anti-incendio 5 Vallado 6 Reportes de calidad prefabricado aprobados 7 Procedimientos de soldadura aprobados 8 Calificación de soldadores aprobados Ejemplo
- 33. TIE IN 231 CATEGORIA: N FECHA : HORA: HOJA 2 ANALISIS DE RESTRICCIONES N.A: NO APLICA OK : APROBADO F: FALTA Num TAREAS SMS QC CONST OT OBS 9 Servicio Radiografía 10 Servicio tintas penetrantes ó MT 11 Servicio de tratamiento térmico post soldadura 12 Materiales 13 Equipo izaje 14 Iluminación 15 Energía 16 Andamios 17 Lona ignifuga 18 Soldadora 19 oxicorte 20 Amoladora 21 Llaves-caja de herramientas 22 Llave de impacto 23 Separador de bridas Ejemplo
- 34. LEAN CONSTRUCTION NO ES SOLO CONSTRUCCION La guía de implementación del Sistema del Ultimo Planificador, esta focalizada en la actividad constructiva, y su aplicación proveerá de rápidos beneficios a la obra. Pero para que el flujo de valor desde la materia prima al cliente, tenga un recorrido eficiente, sin obstáculos y sin retrasos, se debe pensar la actividad como un Proyecto Integrado: Ingeniería, Suministros y Construcción. Como logramos unificar en estas 3 actividades; hacia un mismo objetivo y secuencialmente; los procesos necesarios para lograr el flujo de valor eficiente de un producto hacia el cliente? El Gerente de Precomisionado puede ser la clave, quien junto al Gerente de Ingeniería del proyecto determinan en etapa temprana de la ingeniería básica las áreas, sistemas y subsistemas necesarios en los que se divide la obra, y con el cliente establecen las prioridades de entrega por área y sistemas de acuerdo a la secuencia de puesta en marcha requerida, y generan los P&ID con los subsistemas y sistemas resaltados; definen los circuitos de ensayos para cañerías, y preparan una lista de materiales, equipos e instrumentos integrantes de cada sistema y subsistema. Dividir el todo en pequeñas porciones desde el principio del proyecto hace que podamos entender y manejar un parte reducida de la obra, y darle prioridades significa que además de entenderlas, se dirigirán todas las acciones; integradamente de ingeniería, suministros y construcciones; al cumplimento de un objetivo visible.
- 35. ICONOS PARA EL MAPA DE FLUJO DE VALOR Los iconos y símbolos para el mapa del estado actual y futuro caen dentro de tres categorías Flujo de Material; Flujo de Información; e Iconos Generales Son 24 iconos de los cuales utilizaremos 15 en la ejecución de mapas de flujo de valor la construcción Estos 15 iconos fáciles de memorizar y nos proveerá de un lenguaje común para hablar sobre los procesos de construcción.
- 36. Los iconos y símbolos para el mapa del estado actual y futuro caen dentro de tres categorías Flujo de Material; Flujo de Información; e Iconos Generales Iconos de Material Representa Notas ENSAMBLE Proceso de Manufacura Una caja de procesos iguala a un área de flujo. Todos los procesos deberían estar etiquetados. También es utilizado para departamentos tal como el de Control de Producción. Corporación XYZ Fuentes Externas Utilizado para mostrar clientes, proveedores, y procesos de fabricación externos C/T: 45 seg C/O: 30 min 3 turnos 2% chatarra Caja de Datos Utilizada para registrar información Concerniente al proceso de Manufactura, departamento, cliente, etc.
- 37. Iconos de Material Representa Notas Inventario Cantidad y tiempo beberían ser anotados Camion de despacho Material que es producido y movido Adelante antes que el próximo Proceso lo necesite; normalmente Basado en un programa por lotes Movimiento de producción del material por empuje PUSH Un inventario controlado de partes que son utilizadas para programar la producción de un proceso anterior I 300 piezas 1 dia Martes jueves Anotar la frecuencia de los despachos Movimiento de bien terminado Hacia el cliente Supermercado
- 38. Iconos de Material Representa Notas Retiro Traccion de materiales, usualmente desde un supermercado. Transferencia de cantidades controladas de material entre procesos con una secuencia “First-In, First-Out” (primero en Entrar, primero en salir) Por ejemplo: programa de producción o programa de despachoFlujo de informacion manual Describe un flujo de información Indica un dispositivo para limitar la cantidad y asegurar un flujo FIFO de material entre procesos. La cantidad máxima debería ser anotada. Flujo de información electrónico Informacion FIFO Maximo 20 piezas Iconos de Información Representa Notas Por ejemplo: intercambio vía datos electrónicos Programa semanal Maximo 20 piezas
- 39. Iconos de Información Representa Notas Kanban de producción (lineas rayadas indican paso del kanban Kanban: “una por contenedor” Carta o dispositivo que avisa a un proceso cuanto y que puede ser producido y da permiso para hacerlo Kanban de retiro Kanban; “una por lote” Señal cuando un punto de reorden es alcanzado y otro lote es necesario que sea producido. Usado donde el proceso suministro debe producir en lotes porque recambios son requeridos Senal kanban Carta o dispositivo que instruye al manipulador de materiales retirar y tranferir partes (ej. Desde un supermercado a un proceso consumidor
- 40. Iconos de Información Representa Notas Pelota de tracción secuenciada Da instrucciones para producir Inmediatamente un tipo predeterminado y cantidad, normalmente una unidad. Un sistema de tracción para procesos sub-ensambles sin la utilización del supermercado Transporte kanban Herramienta para interceptar lotes entre kanban y nivela el volumen y mezcla en un periodo de tiempo kanban arribando en lotes Un lugar donde kanban son recolectados y mantenidos para transportar OXOX Nivelación de carga “Vaya y vea” programa de producción Ajusta programas basado en el Control de los niveles de inventario
- 41. Iconos Generales Representa Notas “Explosión luminosa Kaiser” Resalta las mejoras necesarias de un proceso especifico que son criticas para lograr la visión de flujo de valor. puede ser usada para planificar talleres kaisen Stock de seguridad o amortiguador Representa una persona vista desde arriba “Amortiguador” o “Stock de seguridad” debe ser anotado Operador Recambio soldadura Disponibilidad Soldadora puntos
- 42. LEAN Y LA VARIABILIDAD La variabilidad no es solo una palabra inofensiva para la construcción. La variabilidad son las múltiples acciones invalorables o no valoradas correctamente que producen obstáculos en las acciones encaminadas a producir valor. Son desvíos producidos de las acciones planificadas por acciones indeterminadas o no visualizadas. La variabilidad es la enemiga mas invisible de la producción, y normalmente la vemos cuando el daño esta producido. La variabilidad es enemiga mortal de la improvisación, y puede producir danos enormes en los proyectos. Pero aunque la variabilidad no puede ser dominada, si puede ser controlada parcialmente, por lo que el daño que pueda producir será absorbido por el presupuesto de la obra sin grandes perdidas. La variabilidad es como un ladrón que trata de robarnos desprevenidamente. Por lo que podemos reducir las posibilidad de que esta actúe en contra de nuestros objetivos. La variabilidad puede ser controlada mediante la ejecución de un plan de riesgos, plan de suministros y logística, plan sanitario y plan de relacionamiento social, que valoren correctamente todas las acciones. Todo buen coordinador Lean, debe comenzar por un estudio profundo del terreno, de clima y habitantes, para preveer las acciones necesarias para una ejecución eficiente y segura de suministros y logística. Conocer las enfermedades del lugar recurrentes y épocas de lluvia, o vientos, para preveer las acciones que mitiguen estas inclemencias climáticas y se reduzca el dañó en la obra por disminución de la producción. También deberá percibir desde la obra la confiabilidad de entrega de la ingeniería y de los proveedores externos. Hay señales claras de improvisación en un proveedor, que se puede detectar en la etapa inicial, y se debe trabajar con firmeza sobre este desvío. No permitir que crezcan pues llegaran a ser indominables y los danos de consecuencias impredecibles.