Proceso de manufactura en la cual se usa una herramienta de corte para remover el exceso de material de una parte de trabajo de tal manera que el material permanente sea la forma de la parte deseada. Estos procesos se utilizan para conformar partes de materiales como metales, plásticos, cerámica y madera.
REAJUSTE DE PRECIOS EN LOS CONTRATOS ADMINISTRATIVOS DE OBRA PUBLICA PACTADOS...
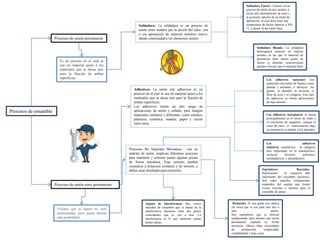
Procesos que mejoran la superficie .pptx
1. Procesos de ensamble
Procesos de unión permanente
Procesos de unión semi permanente
Soldadura: La soldadura es un proceso de
unión entre metales por la acción del calor, con
o sin aportación de material metálico nuevo,
dando continuidad a los elementos unidos
Soldadura Fuerte: Consiste en un
proceso de unión de dos metales a
través del calentamiento de estos y
la posterior adición de un metal de
aportación, el cual debe tener una
temperatura de fusión superior a 450
°C y menor al del metal base.
Soldadura Blanda: La soldadura
heterogénea consiste en realizar
uniones en las que el material de
aportación tiene menor punto de
fusión (y distintas características
químico-físicas) que el material base
Es un proceso en el cual se
usa un material ajeno a los
materiales que se desea unir
para la fijación de ambas
superficies.
Adhesivos: La unión con adhesivos es un
proceso en el cual se usa un material ajeno a los
materiales que se desea unir para la fijación de
ambas superficies.
Los adhesivos tienen un alto rango de
aplicaciones de unión y sellado, para integrar
materiales similares y diferentes, como metales,
plásticos, cerámica, madera, papel y cartón
entre otros
Los adhesivos naturales son
materiales derivados de fuentes como
plantas y animales, e incluyen las
gomas, el almidón, la dextrina, el
flúor de soya y el colágeno. Este tipo
de adhesivos se limita aplicaciones
de bajo tensión.
Los adhesivos inorgánicos se basan
principalmente en el silicio de sodio y
el oxicloruro de magnesio, aunque el
costo de estos es relativamente bajo,
su resistencia es similar a los naturales.
Los adhesivos
sintéticos constituyen la categoría
más importante en la manufactura;
incluyen diversos polímeros
termoplásticos y duroplásticos.
Procesos De Sujeción Mecánica: son un
método de unión, implican diferentes procesos
para mantener y sostener juntas algunas piezas
de forma mecánica. Esas uniones pueden
someterse a esfuerzos cortantes y de tensión, y
deben estar diseñadas para resistirlos. Sujetadores Roscados:
Representan la categoría más
importante del ensamble mecánico.
Son todos aquellos componentes
separados del equipo que tienen
roscas externas o internas para el
ensamble de partes.
Remaches: Es una punta con cabeza
sin rosca que se usa para unir dos o
más partes.
Son sujetadores que se utilizan
ampliamente para obtener una unión
permanente sujetada en forma
mecánica. Ofrece altas velocidades
de producción, simplicidad,
confiabilidad y bajo costo.
Ajustes de Interferencia: Hay varios
métodos de ensamble que se basan en la
interferencia mecánica entre dos partes
coincidentes que se van a unir. La
interferencia es lo que mantiene juntas
dichas partes.
Uniones que se espera no sean
desmontadas, pero queda abierta
esta posibilidad.
2. PROCESOS QUE MEJORAN O
CAMBIAN LA SUPERFICIE DEL
MATERIAL
Tratamiento térmico
Es una operación que implica cambios de
temperatura sobre el material que se desea
tratar; en general, nos referimos a
calentamientos y enfriamientos de metales,
controlando los grados de intensidad,
velocidad y medios en los que se realiza.
•Tratamiento térmico temple: En este
tratamiento se calienta el acero a una
temperatura un poco superior que la crítica
superior Ac y se enfría rápidamente. Se suele
utilizar para aumentar la resistencia y la dureza
del acero.
Tratamiento térmico revenido: Esta
operación sólo se realiza sobre materiales
que hayan sido templados previamente. De
esta forma, se reduce la dureza de los
aceros templados y se mejora la tenacidad
•Tratamiento térmico normalizado: Esta
operación se realiza para dejar un material con la
apariencia normal: si ausencia de tensiones
internas y con una distribución uniforme del
carbono. Normalmente se utiliza como paso
previo al temple.
Importancia y ventajas de los tratamientos térmicos: El aumento
de las prestaciones a largo plazo de las piezas mecánicas de acuerdo a
las necesidades de su aplicación.
Ahorro de tiempo y dinero.
Incremento del ciclo de vida del componente.
Resistencia mecánica y rendimiento del producto gracias a la dureza
obtenida en el tratamiento lo cual provee la capacidad de resistir al
esfuerzo de tracción.
Reducción del desgaste.
Aumento de la confortabilidad y ductilidad del material.
Mejor comportamiento de las piezas evitando la inseguridad que
podría provocar una pieza sin tratamiento térmico.
3. PROCESOS QUE MEJORAN O
CAMBIAN LA SUPERFICIE DEL
MATERIAL
Acabado
El acabado es un proceso de
fabricación empleado en la manufactura
cuya finalidad es obtener una superficie con
características adecuadas para la aplicación
particular del producto que
se está manufacturando; no es limitado a
la estética del producto. En algunos casos el
proceso de acabado puede tener la finalidad
adicional de lograr
que el producto entre en especificaciones
dimensionales.
Formas de acabado
Los acabados pueden clasificarse de la siguiente
manera:
-Procesos mecánicos con remoción de material:
-Procedimiento de fabricación sin arranque de viruta:
1.Fundición: Se trata de calentar un elemento hasta llegar a su punto
de fusión. Una vez concluido este paso, se derrama el mismo en
un molde del que luego se sacara al haberse enfriado.
2.Forja: Consiste en moldear un elemento a través de golpes o
prensado, primero se lo calienta al rojo vivo para después darle la
forma deseada. Existen dos formas de forjas: manual o libre, la
pieza es golpeada con una masa sobre un yunque; y en estampa, es
necesario la utilización de una herramienta especial que cuenta con
una estampa y una contraestampa, se trata de una prensa.
3.Laminado: se trata de una máquina, llamada laminadora, que
cuenta con dos cilindros gruesos puestos en paralelo uno con otro,
dejando un espacio entre medio por donde se hará pasar la pieza a
laminar en cuestión.
4.Extrusionado: Se introduce un metal o algún tipo de material
en estado líquido por un orificio con un tamaño determinado.
Fresado: se trata de una herramienta con dientes
filosos que gira sobre su propio eje, lo que crea un
corte de manera tangencial.
Torneado: Esta herramienta se caracteriza por
medirse en revoluciones, es decir, en giros durante
una cantidad de tiempo determinado, de esta
manera corta el material requerido
Taladrado: Con una herramienta, llamada taladro,
se agujeree el producto en su totalidad, o hasta
cierto punto, según el interesado lo desee.
Aserrado: Una sierra que gira sobre su propio eje,
cuenta con una serie de dientes que cortan el
material.
Acabados superficiales especiales:
Rectificado: El objetivo principal es conseguir un acabado
superficial perfecto. Para esto se puede utilizar herramientas
como la fresa o el torno. Sin embargo, es más recomendado el
uso de la muela que constituye granos de material abrasivos que
contienen una sustancia cerámica.
Bruñido: Se utilizan herramientas de alta precisión ya que tiene
como principal objetivo obtener una superficie con una rugosidad
prácticamente nula.
Moleteado: Se intenta conseguir una superficie más rugosa con
la presencia de grietas utilizando algún tipo de herramientas que
permita tallar la pieza en cuestión.
Rasqueteado: par dos superficies que van a estar en contacto. Se
utiliza la rasqueta para conseguir una superficie más lisa.
Limado: Se trata de una lima con la función de rebajar una
superficie.