
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Último
Último (20)
Pasos prog torno1
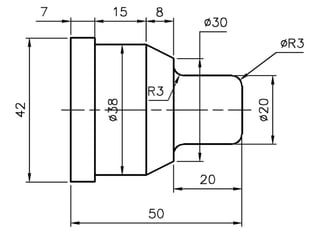
- 3. X20 X26 X38 X42 Z0 Z-3 Z-17 Z-20 Z-43 Z-28 Z-50 X30 G90 T01 M04 S1250 M08 G0 X43 Z0 G01 X-1 F0.3 Z1 G0 X42 G01 Z-50 X43 G0 Z1 X40 COORDENADAS ABSOLUTAS SE COLOCA HERRAMIENTA No 1 GIRO DEL HUSILLO A 1250RPM SE PONE REFRIGERANTE MOVIMIENTO RÁPIDO A LAS COORDENADAS X43 Z0 MOVIMIENTO CON AVANCE DE 0.3mm/rev HASTA X-1 MOVIMIENTO CON AVANCE A LA COORDENADA Z1 MOV. RÁPIDO A LA COORDENADA X42(para iniciar un diámetro de 42mm) MOV. CON AVANCE A LA COORD. Z-50(para hacer un cilindro de 50mm) MOVIMIENTO CON AVANCE A LA COORDENADA X43 (para sacar la herr.) MOV. RÁPIDIO A LA COORD. Z1 (regresar la herramienta ) MOV. RÁPIDO A LA COORD. X40 (para iniciar un diámetro de 42mm)
- 6. c c