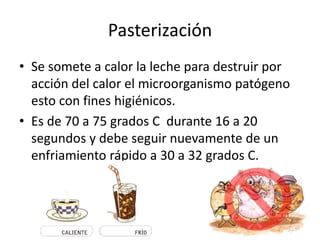
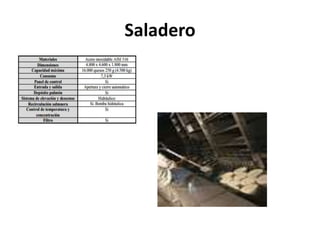
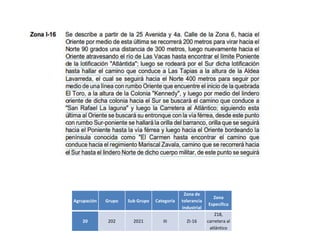
Este documento presenta los detalles del proceso de producción de queso y la propuesta para establecer una planta procesadora de productos lácteos. Describe las etapas de recepción de leche, tratamiento térmico, coagulación, corte, prensado y maduración para elaborar queso. También incluye la maquinaria requerida, materiales, producción anual esperada, organigrama de la empresa y consideraciones sobre ubicación e instalaciones de la planta.