Descargado 732 veces















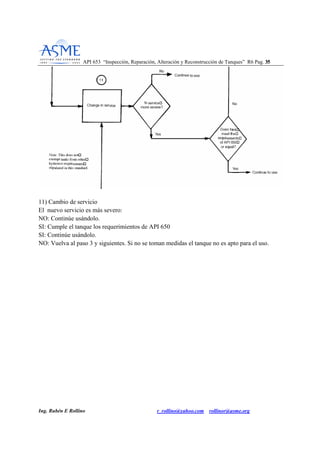


























Este documento presenta las pautas para la inspección, reparación, alteración y reconstrucción de tanques de almacenamiento de acuerdo con la norma API 653. Describe los procedimientos para evaluar la aptitud para el servicio de los tanques, incluidas las evaluaciones del techo, cuerpo y fondo. También cubre consideraciones sobre fractura frágil, inspecciones, materiales, reparaciones, reconstrucción, soldadura, pruebas y marcación de registros.








































































