Descargado 10 veces
































































































































![PRENSA MÁGNUM ES
CERAMICA ITALIA S.A.
MANUAL OPERATIVO DE MANTENIMIENTO
PREVENTIVO
Código:
Nombre:
E303011
PRENSA MÁGNUM ES
Frecuencia: Mensual
Hoja: 7 de 16
Estimado (horas):
2.5
ACTIVIDAD
OPERACIÓN
E11
CONTROL
FINALES DE
CARRERA
DEL CARRO
LINEAL
DE CARGA
1. Localice los finales de carrera (FC3 y FC4) del carro lineal de
carga en su parte lateral derecha.
2. Con la maquina encendida efectué el posicionamiento del carro
lineal a la “posición atrás”, desde el automatismo electrónico
(Interruptor carro) y efectué los pasos 3 y 4 para cada uno de estos
sensores.
3. Verifique la interacción de la leva de fin de posición del carro con
el rodillo de actuación del final de carrera, el TTP (posición de viaje
total) del final de carrera no debe ser mayor de 45 grados.
Compruebe su ajuste y posición, si es necesario realice la
regulación desplazando axialmente los soportes del final de carrera.
4. Inspeccione visualmente cualquier deformación o rotura del final
de carrera, palanca y rodillo de actuación (desgaste). Si ello se
presenta se debe realizar la inmediata sustitución. Haga llegar los
cables a la prensa-estopa con un radio de curvatura de tal forma
que evite la penetración de líquidos. A continuación realice la
inspección del cable, si es necesario retire los tornillos (2) de la
cubierta del elemento y sustitúyalo inmediatamente.
RECUERDE
Que usted debe verificar desde el software del PC industrial
siguientes condiciones lógicas.
FIN CARRO ATRÁS:
las
INP 31 = [x]= 1.
FIN CARRO ADELANTE: INP 30 = [ ]= 0.
Por último restablezca la posición carro adelante y compruebe que en
los estados lógicos de las entradas se establezcan las condiciones
inversas. Siempre verifique que INP 30 e INP 31 no estén activas
simultáneamente.
(catalogo 30102 Pág. 170)
161](https://image.slidesharecdn.com/bhlvfbkpfeeat6u-131116063003-phpapp02/85/Bh-lvfbkpfeeat6u-161-320.jpg)
![PRENSA MÁGNUM ES
CERAMICA ITALIA S.A.
MANUAL OPERATIVO DE MANTENIMIENTO
PREVENTIVO
Código:
Nombre:
E303011
PRENSA MÁGNUM ES
Frecuencia: Mensual
Hoja: 8 de 16
ACTIVIDAD
E11
CONTROL DEL
SISTEMA DE
BARRA DE
SEGURIDAD DE LA
PRENSA
Estimado (horas):
2.5
OPERACIÓN
5. Retire los tornillos (4) que sujetan las guardas de protección de los
dos extremos de la barra.
6. Desmonte las dos guardas.
7. Forcé la activación de la barra de seguridad realizando su movimiento
manual arriba, verifique la condición de circuito cerrado desde el
software de los finales de carrera FC1 y FC2, para ello anule el
funcionamiento del uno mientras realiza la prueba al otro y
viceversa.
8. De forma análoga ejecute el paso 3 de acuerdo a la interacción de las
levas de la barra de seguridad y repita el paso 4.
9. Desde el software del PC verifique la condición lógica:
BARRA DE SEGURIDAD ALTA:
INP 24 = [x]=1
10. Por ultimo realice el paso 6 y 5 en forma inversa, después de haber
verificado varias veces la condición anterior a la activación del
sistema de barra de seguridad.
11. Retire los tornillos (4) que sujetan la guarda de protección del grupo
de sensores (3) ubicados en la parte lateral izquierda de la maquina
(Encoder traviesa o travesaño móvil).
E00
12. Realice la limpieza e inspección del compartimiento y de cada uno
CONTROL DEL
de los sensores incluyendo los contactos de la bornera de conexión,
FUNCIONAMIENTO
haciendo uso de aire comprimido y limpiador electrónico.
DE LOS SENSORES
13. Verifique cualquier deformación mecánica o rotura de los cables o
DE PROXIMIDAD
sensores en cuyo caso será necesaria su sustitución.
14. Realice el apriete de los sensores sobre sus respectivas bases girando
hacia la derecha las tuercas axiales (2) de sujeción.
15. Tenga en cuenta que la distancia de detección en este tipo de sensor
es apx 5mm de las levas metálicas del arreglo encoder traviesa móvil.
162](https://image.slidesharecdn.com/bhlvfbkpfeeat6u-131116063003-phpapp02/85/Bh-lvfbkpfeeat6u-162-320.jpg)







































































































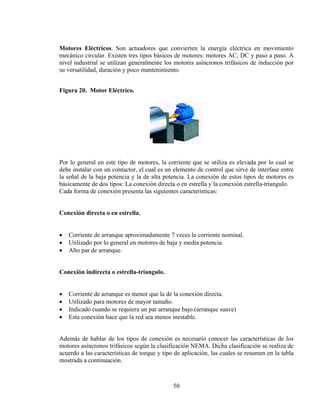
Este resumen describe la tesis de grado de Oscar Sanchez Mora titulada "Pasantía para el seguimiento y elaboración de manuales operativos de mantenimiento de los procesos de la sección prensa y línea de esmaltado en la empresa Cerámica Italia S.A.". La tesis consiste en 296 páginas y describe las actividades realizadas durante la pasantía en la sección de prensa y línea de esmaltado de la empresa, incluyendo un estudio del software de las prensas, el seguimiento de fallas comunes y la elabor



































































