Descargado 97 veces












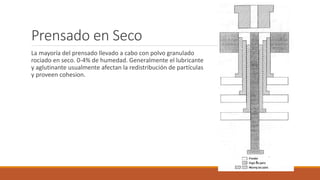







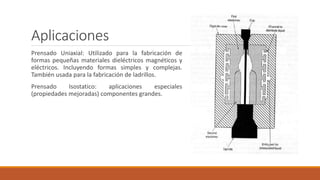



El documento describe diferentes métodos de prensado para cerámicos, incluyendo prensado uniaxial y prensado isostático. El prensado uniaxial aplica presión a través de una sola dirección usando moldes, mientras que el prensado isostático aplica presión uniforme desde todas las direcciones. Ambos métodos usan aditivos como aglutinantes y lubricantes para mejorar la compactación del polvo cerámico. El documento también discute problemas comunes y cómo los aditivos pueden ayudar a reducirlos.





























































