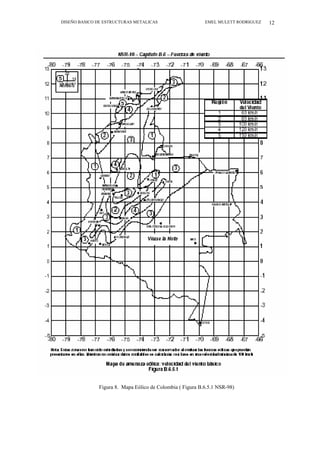
El documento detalla las especificaciones y el diseño de estructuras metálicas, enfocándose principalmente en el diseño de armaduras de techo. Se presentan los materiales requeridos, incluyendo tipos de acero y sus normativas, así como el proceso de ejecución desde la fabricación hasta el montaje. También se abordan aspectos sobre el control de calidad y condiciones para la recepción de los trabajos realizados.





















![DISEÑO BASICO DE ESTRUCTURAS METALICAS EMEL MULETT RODRIGUEZ 79
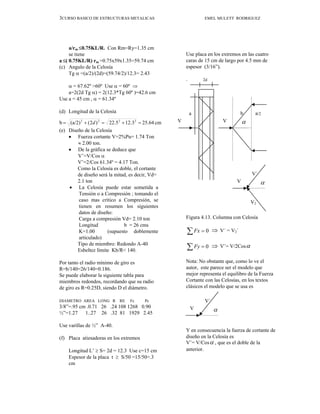
esfuerzos de tensión que podría inducir con el tiempo fisuras y hasta grietas si el material es frágil . Por esta
razón deben usarse elementos llamados Tensores que absorban estas fuerzas.
Según puede deducirse de las Figuras 6.1 y 6.5-c; el tensor superior acumula las fuerzas de los demás
tensores; diseñando para máximos esfuerzos la fuerza de tensión a resistir puede calcularse como
F = [q (S L’ ) Sen θ] /n ( 6.4 )
Siendo q Carga vertical mayorada de diseño (1.2D+1.6L) (Kg/m2)
S Separación entre cerchas o longitud de la correa
L’ Longitud inclinada de un lado de la cubierta
θ Angulo de inclinación
n Número de tensores entre armaduras
Se recomienda que la separación máxima entre tensores no sea superior a 2.50 m y el diámetro mínimo 3/8”
( 9.5 mm ). Los tensores pueden unirse a las correas con soldadura o usando pernos en cuyo caso los
extremos deben ir roscados (se recomienda este sistema aunque requiera mayor control de calidad en su
instalación) En ambos casos los tensores deben quedar tensionados o preesforzados.
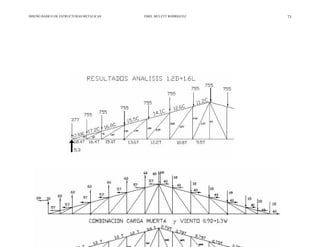
Volviendo al ejemplo de diseño y observando la Figura 6.1 , se tiene:
q = 88 Kg/m2 S = 6.00 m L’ = 10.36 m θ = 15º n = 2 (para este caso)
Entonces se tiene que F= [88x(6.00x10.32)Sen 15º ]/2 = 708 Kg a Tensión.
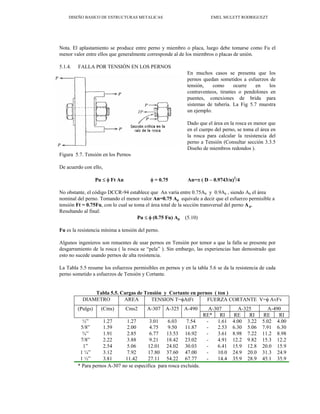
De la Tabla 3.4 , usando uniones roscadas en los extremos, puede seleccionarse 1φ 3/8” A-40 que resiste una
carga de tensión en la rosca de 1680 Kg
6.2.4. Contraventeos y Riostras. Con el fin de dar mayor rigidez a todo el sistema estructural de
armaduras y correas contra fuerzas laterales de vientos se especifica que se utilicen elementos dobles
dispuestos en cruz llamados Contraventeos o Contravientos colocados en el plano paralelo a la cubierta de
cercha a cercha. Se seleccionan para que trabajen solamente a tensión, por lo que cuando uno de ellos está
tensionado el otro componente del par estará sin esfuerzo Por esta razón se usan miembros flexibles como
varillas redondas o cables.
Por otra parte, en el plano vertical, normal a las armaduras, puede ser necesario disponer elementos que
impidan el pandeo lateral o flambeo por acción de las cargas verticales o de viento. En este caso los miembros
a usar , llamados Riostras deben tener cierta rigidez o capacidad a la compresión. Ellos se disponen en
cruz,del extremo superior de una cercha al inferior de la otra contigua y en el punto de intersección se unen
con un pasador, para disminuir la esbeltez a la mitad
Los miembros usados como contraventeos o riostras casi nunca tienen esfuerzos netos de magnitud suficiente
como para regir su diseño. La práctica común es seleccionarlos con base en dimensiones mínimas, por
ejemplo ½” para los redondos como contraviento. Para riostras la relación de esbeltez deberá ser menor de
300
Para el ejemplo, se pueden seleccionar contravientos de ½”. Con una separación horizontal entre cerchas de
6.00 m y peralte de cerchas de 2.70 m, la longitud neta de pandeo para las riostras es de 3.29 m; por tanto, el
radio mínimo de giro de la riostra será: L/R < 300 ⇒ Rm > L/300 = 329 / 300 = 1.10 cms.
De la Tabla 4.3 , se escoge un ángulo sencillo de 50x4.5 que tiene un Rz = 0.95 cm
6.2.5. Placas de base armadura- columna. El diseño de las placas de base se realiza de acuerdo a las
especificaciones dadas en el artículo 4.5. Se recomienda siempre usar dos placas: una unida a la armadura](https://image.slidesharecdn.com/diseobasicodeestructurasmetalicasemelmulettr-210707015037/85/Dise-o-basico_de_estructuras_metalicasemel_mulett_r-57-320.jpg)





























![36
DISEÑO BASICO DE ESTRUCTURAS METALICAS EMEL MULETT RODRIGUEZ
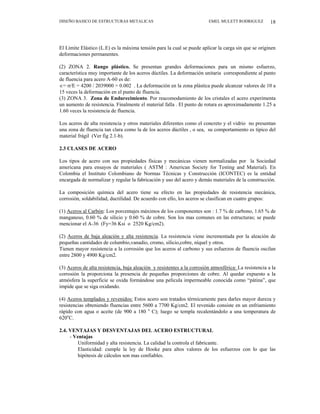
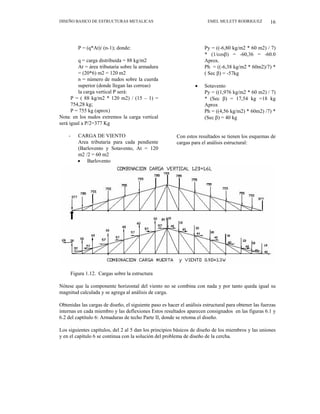
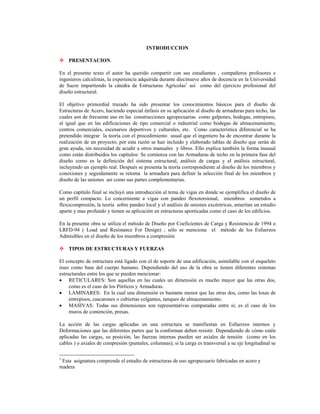
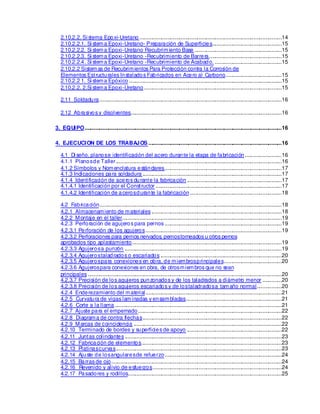
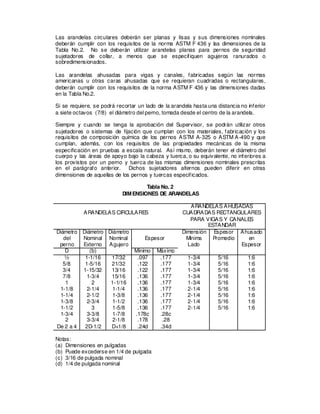
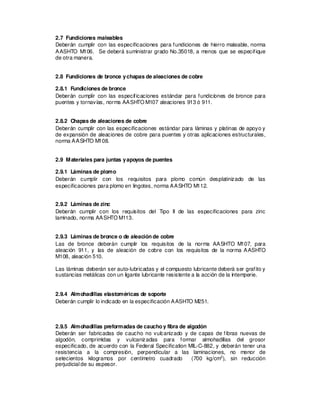
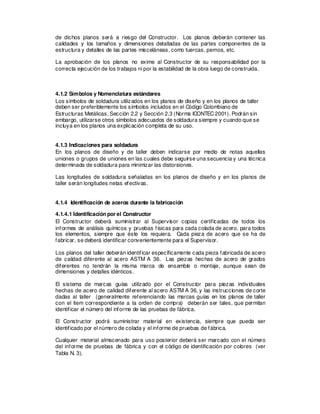
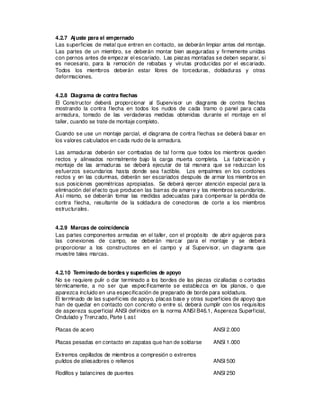
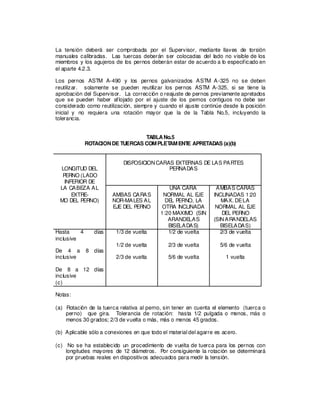
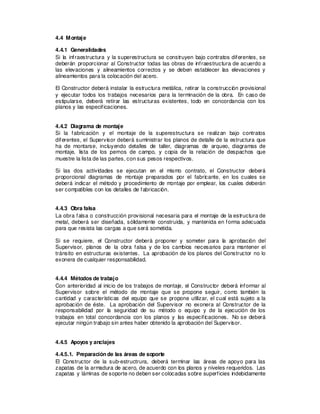
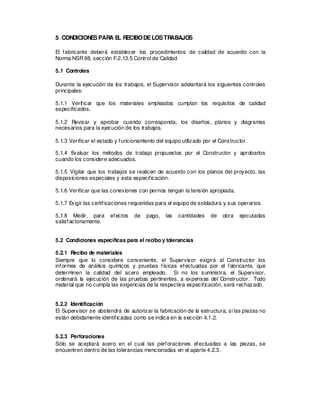
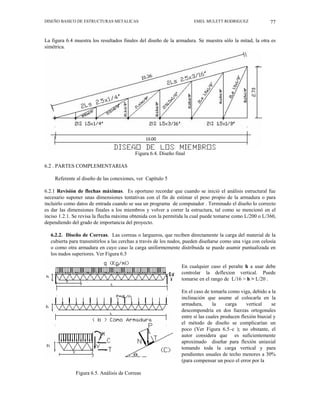
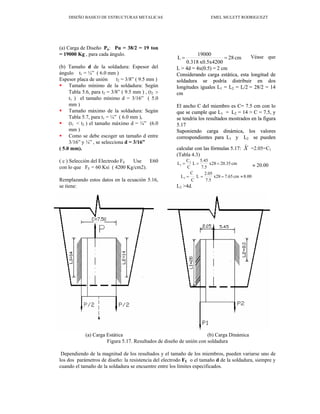
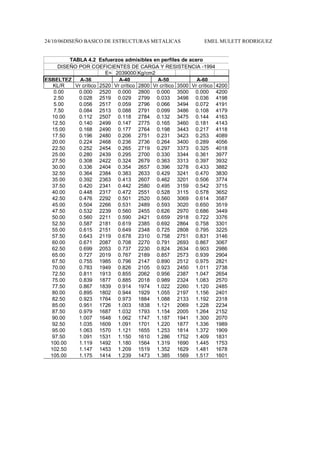
Figura 4.3 . Carga crítica de pandeo
En la figura 4.3-a se muestra la columna flexada en el instante de la falla con un sistema convencional de
coordenadas. Para facilitar el análisis se ha rotado 90 grados (Figura 4.3-b). Dado que la columna flexada
presenta un comportamiento básico de viga, se aplicará la Ecuación diferencial de la elástica 1
[EIy”= M(y) , I
Constante] para obtener la ecuación de la Elástica y con ella, de manera indirecta, obtener el valor de la carga
crítica Pc.
Haciendo un diagrama de cuerpo libre a una distancia X del origen , se puede deducir que el equilibrio de
fuerzas horizontales da lugar a un Momento a causa de la excentricidad de la carga externa Pc y la reacción
en la sección de corte .
El Momento flector debido a la excentricidad vendrá dado por
M(x) = -Py (4.1)
El momento es negativo por la forma de la curvatura.
Usando la Ecuación diferencial de la Elástica Se obtiene:
(4.2)
0
Py
dx
y
d
EI
Py
-
M
dx
y
d
EI
2
2
2
2
=
+
=
=
0
y
EI
P
d
2
2
=
+
dx
y
Haciendo
EI
P
=
K
0
2
2
2
=
+ y
k
dx
y
d
(4.3)
1
El lector puede remitirse a cualquier texto de Resistencia de materiales para recordar el origen de dicha
fórmula.](https://image.slidesharecdn.com/diseobasicodeestructurasmetalicasemelmulettr-210707015037/85/Dise-o-basico_de_estructuras_metalicasemel_mulett_r-97-320.jpg)





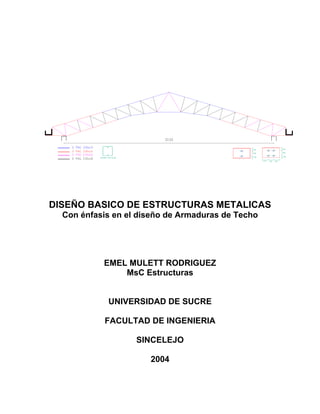
![DISEÑO BASICO DE ESTRUCTURAS METALICAS EMEL MULETT RODRÍGUEZ 27
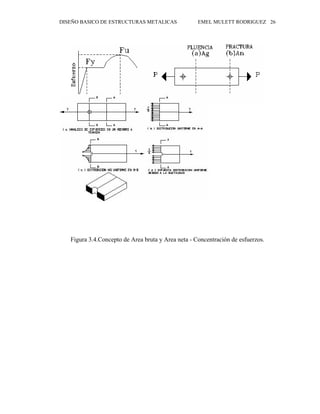
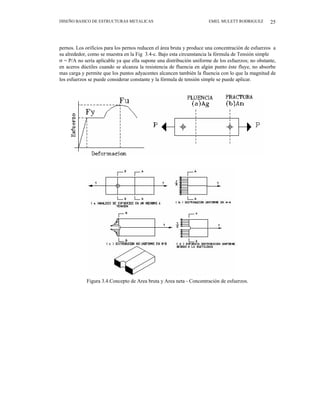
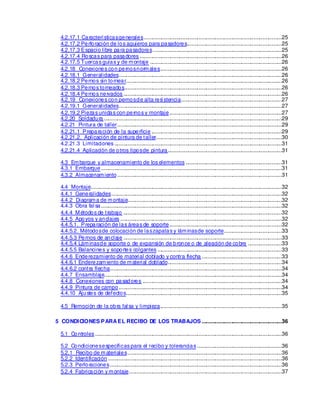
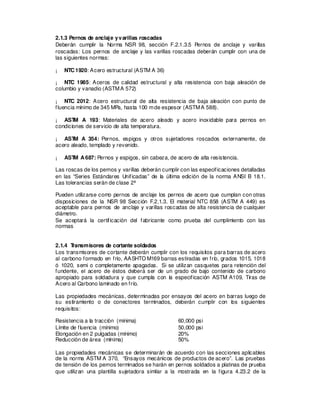
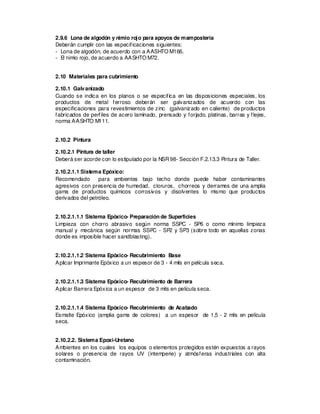
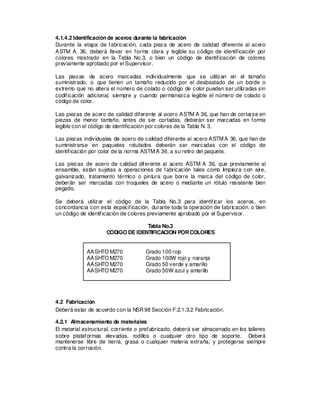
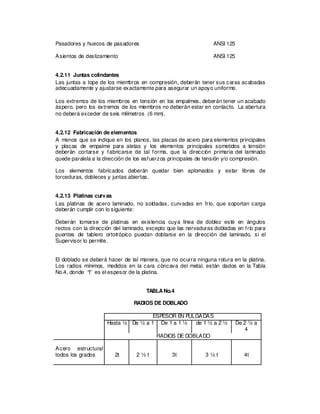
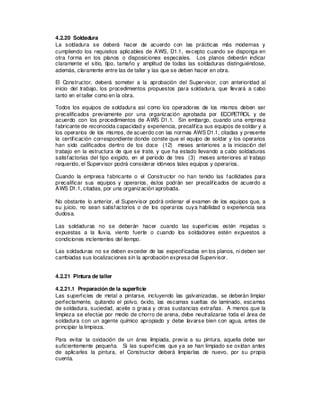
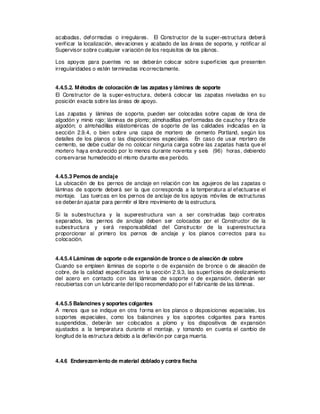
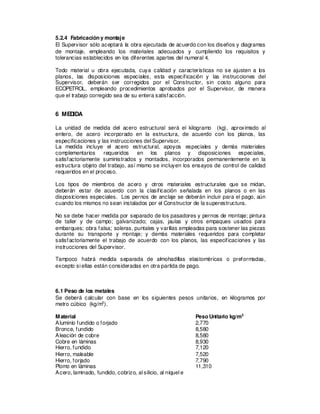
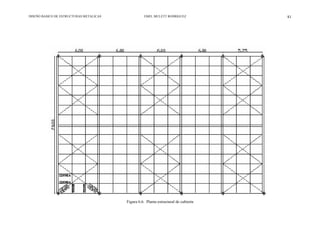
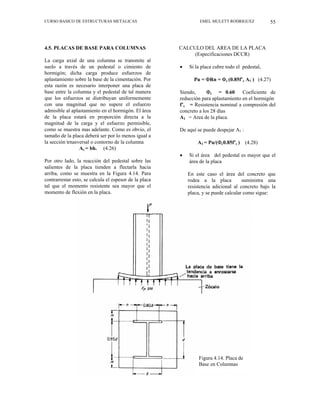
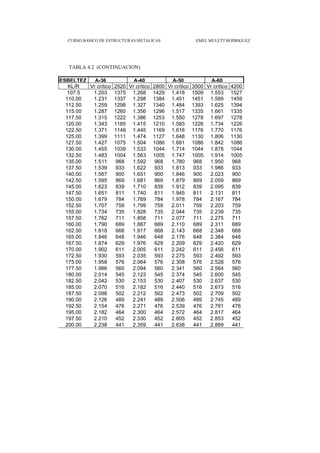
De la Figura 3.4-d se deduce que el área real de la sección transversal del miembro que es capaz de resistir
esfuerzos (Area Neta ) es el área sobreada que se puede calcular como:
An = Area total – Area Orificio =
Ag - D t = [ L - D ] t (3.3)
En la cual,
D es el diámetro del orificio,
t es el espesor del miembro
L es el ancho del miembro
El diámetro del agujero se fabrica con una holgura de 1.6 mm (1/16”) y se considera que el proceso de
punzonado o taladrado daña 1.6 mm mas. Con ésto el diámetro neto del orificio es de D + 3.2 mm ( D +
1/8”). Por lo anterior, el área neta de la sección, para n orificios en la línea de falla, se puede calcular como
An= [ L - n ( D + 3.2 ) ] t (3.4)
El área neta se puede incrementar si los agujeros se colocan alternados en lugar de alineados, como se muestra
en la Fig 19 - e. En este caso se presentan varias líneas potenciales de falla; en la diagonal el cálculo exacto se
vuelve complicado por la descomposición de la fuerza axial en una normal y una tangente. Las normas del
AISC proponen que el cáculo del área neta se tome igual que el caso visto pero adicionando por cada diagonal
en la línea de falla el término S2
/4g, con lo que la fórmula se transforma en
An= [ L - n (D + 3.2 ) + ∑ S2
/4g ] t (3.5)
donde,
S es el Paso o proyección horizontal entre pernos.
g es el Gramil o distancia vertical entre líneas de pernos.
Además, se ha comprobado que una sección en la zona de agujeros no es mas eficiente del 85 %; es decir, se
limita el valor del área neta en ese valor, o sea:
An ≤ 0.85 Ag. (3.6)
Calculada el área neta para las diversas opciones, se escoge la menor.
Referente al coeficiente de eficiencia U se dan las siguientes especificaciones:
1. Si la fuerza se transmite directamente a cada uno de los elementos de la sección transversal de un miembro
conectado con pernos , como en el caso de las platinas, entonces U = 1
2. Cuando se trate de miembros tensionados axialmente en tal forma que la carga se transmite por medio de
pernos o remaches a través de parte, pero no de todos los elementos de la sección transversal, el área efectiva
se calculará como:
Ae= U An (3.7)
2-a. Miembros atornillados o remachados
- Perfiles W con bf ≥
3
2 h y T cortadas de ellos, siempre que la conexión sea por patines y con al menos
tres conectores por fila U = 0.9
- W que no cumplan lo anterior pero con tres conectores por fila U = 0.85](https://image.slidesharecdn.com/diseobasicodeestructurasmetalicasemelmulettr-210707015037/85/Dise-o-basico_de_estructuras_metalicasemel_mulett_r-103-320.jpg)
![DISEÑO BASICO DE ESTRUCTURAS METALICAS EMEL MULETT RODRÍGUEZ 28
- Todos los miembros atornillados pero con sólo dos conectores por fila U = 0.75
2- b. Miembros soldados
An = Ag Ae=U An
- Si la carga se transmite por soldadura a través de alguno de sus elementos de la sección transversal, U se
calcula similar que en 2-a
- Si la carga se transmite por medio de soldaduras transversales a algunos de los elementos de perfiles W o T
de ellos, Ae será igual al área de las partes conectadas.
- Cuando la carga se transmite a una platina por medio de soldaduras longitudinales aplicadas en los extremos
a lo largo de ambos bordes, la longitud L de las soldaduras no podrá ser menor que el ancho W de la platina, y
se tiene entonces:
Si L>2w entonces U = 1.00
2W> L >1.5W U = 0.87
1.5W >L >W U = 0.75
3. Para ángulos simples o dobles unidos por un lado en sus extremos a las platinas, se puede usar U = 0.90
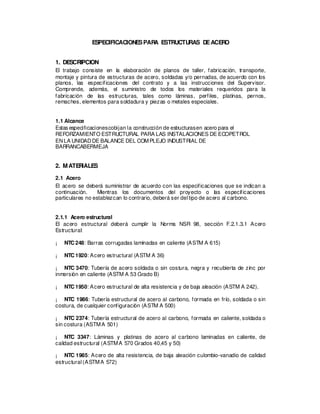
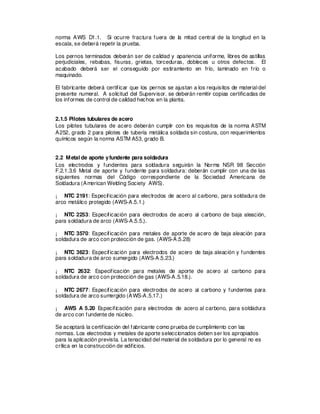
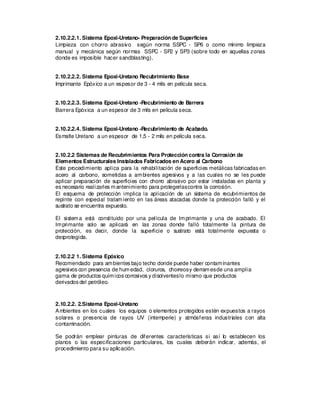
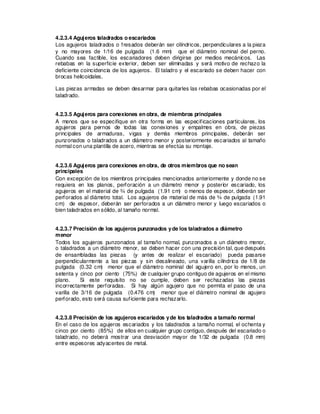
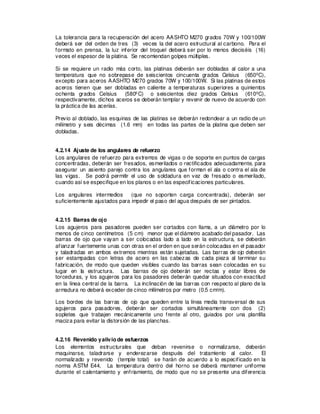
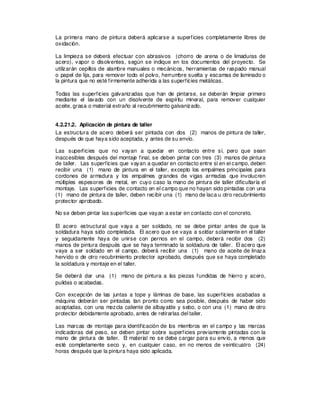
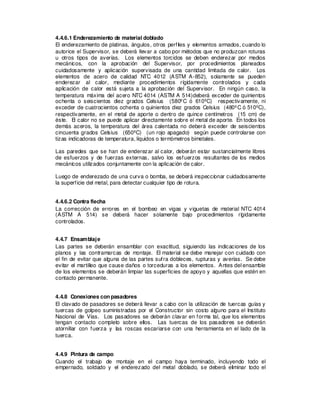
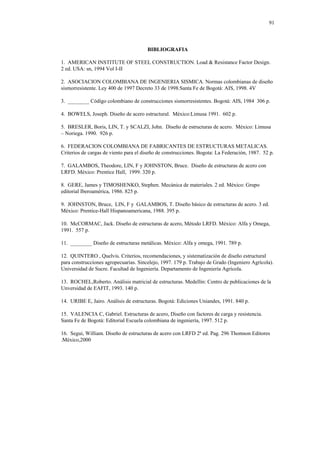
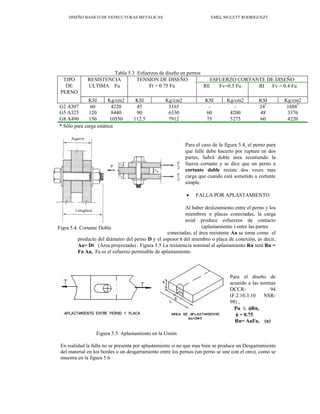
EJEMPLO 1.
Calcular la máxima carga P que puede aplicarse a una placa de 6x3/8” acero A-36 si se usan pernos de 5/8”
de diámetro.
Fig 20. Cálculo de área neta
La máxima carga de Tensión viene dada por falla por fluencia en el área bruta o por fractura en el área neta .
La menor de las dos.
Fig 3.5. Cálculo de Area neta
L2
L1
( a ) Falla por fluencia:
Pu < φ Fy Ag
( b ) Falla por fractura en la sección neta.
Pu < φ Fu Ae
Ae= U An
An= Ag-A orificios
( a ) Falla por fluencia: Pu < φ Fy Ag
φ = 0.90 Para acero A-36 Fy = 2520 Kg/cm2 Fu=4060 Kg/cm2 , (TABLA 9)
Entonces, Pu < φ Fy Ag = 0.90 * 2520 * (15*0.95) = 32319 Kg (32.32 ton).
( b ) Falla por fractura en la sección neta. Pu < φ Fu Ae
φ = 0.75 Fu = 4060 Kg/cm2 Ae= U An
U= 1.0 por ser placa unida en toda su sección transversal
An= [ Lt - n (D + .32 ) + ∑ S2
/4g ]; se consideran dos lineas posibles de falla:
D= 5/8”= 1.59 cm
L1: An = ( 15 - 1* ( 1.59 + .32 ))*.95 = 12.44 cm2
L2: An= ( 15 - 2 * (1.59 + .32 ) + 1*52
/(4*7) ) * .95 = 11.47 cm2](https://image.slidesharecdn.com/diseobasicodeestructurasmetalicasemelmulettr-210707015037/85/Dise-o-basico_de_estructuras_metalicasemel_mulett_r-104-320.jpg)