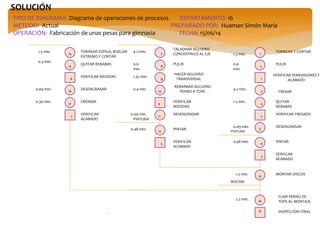
El documento analiza la productividad en un buffet de abogados y en la fabricación de piezas, mostrando cómo el uso de un nuevo equipo puede aumentar la capacidad de gestión de casos y mejorar la productividad. Se realizan cálculos detallados que evidencian un incremento del 66.66% en la productividad del factor trabajo y del 21.21% en productividad total tras la implementación de nuevas tecnologías. Además, se presentan ejemplos prácticos sobre la productividad en la manufactura, con énfasis en el análisis de procesos y el uso de diagramas operativos.