![Fecha edición: 26/04/2006
DIAGRAMA DE FLUJO PARA REALIZAR ESTANDAR DE PRODUCCION Fecha actualización:
No.actualizacion:
Realizo: IVB
Pagina No.: 2
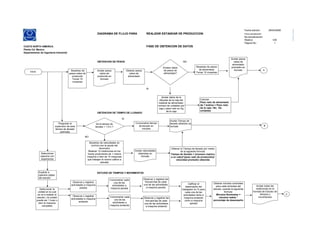
COATS NORTH AMERICA FASE DE CALCULOS
Planta Cd. Mexico
Departamento de Ingenieria Industrial
A
Obtener Tiempo de alimentado usar la
siguiente formula:
Tiempo de alimentado= (1/(peso neto
de alimentado/peso de producido))*
Tiempo para cambiar un carrete o
bobina de alimentado en (min)
B
Obtener Tolerancias por personales usar formula:
Tolerancias = Tiempo de llenado (min) * 15 %
C
Obtener los siguientes tiempos a maquina parada:
Tiempo de mudado= Tiempo de mudado* frecuencia
Tiempo de reparación de roturas = (((frecuencia de roturas*tiempo de
llenado)/60 min)/ No. De husos de la maquina)* Tiempo de reparación
de rotura en 1 huso
Obtener los tiempos a maquina andando:
Tiempo de patrullaje= (((Tiempo de llenado* frecuencia de patrullaje)/60
min))* Tiempo de patrullaje a 1 maquina)/No. de husos de la maquina
Tiempo para sacar bobinas de alimentado de caja=(Tiempo de llenado*
frecuencia de sacar bobinas)/60 min)* tiempo para sacar 1 bobina
Tiempo para llevar bobinas a maquina = (Tiempo de llenado*frecuencia
de llevar bobinas)/60 min)* Tiempo para llevar 1 bobina
Calcular
Tiempo de atención a
maquina= Tiempo de
alimentado + tiempo de
mudado + Tiempo de
reparación de roturas
Calcular
Tiempo a maquina andando=
Tiempo de patrullaje + Tiempo
para sacar bobinas de caja +
Tiempo para llevar bobinas a
maquina
Calcular
X= Tiempo de llenado/
Tiempo de atencion a
maquina
Calcular Interferencia usando formula de
Wright:
I = 50X-N)22N]-X-N)]
donde N = no. De husos o de maquinas
asignadas
Calcular
No. De husos o maquinas asignadas= 100/ carga de
trabajo
Carga de Trabajo= Tiempo estandar/ Tiempo Ciclo *
100
Tiempo Ciclo = Tiempo de llenado + Tiempo de
atencion a maquina + Interferencia
Tiempo Estandar = Tiempo a maquina andando +
Tiempo de atencion a maquina
D
E
F
G
Calcular
Bobinas/h al 100 %= 60 / Tiempo de llenado
en (min)
Calcular
Kg/h al 100 % = Bobinas/h * peso
neto de producido](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Destacado
Destacado (20)
Similar a Diagrama de Flujo Estandar de Produccion
Similar a Diagrama de Flujo Estandar de Produccion (20)
Diagrama de Flujo Estandar de Produccion
- 1. Fecha edición: 26/04/2006 DIAGRAMA DE FLUJO PARA REALIZAR ESTANDAR DE PRODUCCION Fecha actualización: No.actualizacion: Realizo: IVB Pagina No.: 1 COATS NORTH AMERICA FASE DE OBTENCION DE DATOS Planta Cd. Mexico Departamento de Ingenieria Industrial OBTENCION DE PESOS NO SI OBTENCION DE TIEMPO DE LLENADO SI NO ESTUDIO DE TIEMPOS Y MOVIMIENTOS Inicio Muestreo de pesos netos de producido Tomar 10 muestras Existen datos de pesos de alimentado? Obtener pesos netos de alimentado Anotar datos de la etiqueta de la caja del material de alimentado: numero de unidades por caja y peso neto en Kg de la caja Muestreo de pesos de alimentado Tomar 10 muestras Preguntar al supervisor de area tiempo de llenado estimado Es el tiempo de llenado < 1.5 h ? Cronometrar tiempo de llenado en minutos Muestreo de velocidades en (m/min) con la ayuda del tacometro Realizar 10 mediciones en los husos productores de 1 misma maquina o bien de 10 maquinas que trabajen el mismo calibre a estudiar Obtener el Tiempo de llenado por medio de la siguiente formula: Tiempo de llenado = ((numero metrico a un cabo)*(peso neto de producido))/ velocidad promedio obtenida Seleccionar operario con experiencia Explicar a operario objeto del estudio Anotar pesos netos de producido en formato Anotar pesos netos de alimentado promedio en formato Anotar velocidades obtenidas en formato Anotar Tiempo de llenado obtenido en formato Observar y registrar actividades a maquina parada Observar y registrar actividades a maquina andando Cronometrar cada una de las actividades a maquina parada Cronometrar cada una de las actividades a maquina andando Observar y registrar las frecuencias de cada una de las actividades a maquina parada Seleccionar la unidad en la cual se va a realizar el estudio ( la unidad puede ser 1 huso o bien la maquina completa) Observar y registrar las frecuencias de cada una de las actividades a maquina andando Calificar el desempeño del trabajador en % para cada una de las actividades tanto a maquina andando como a maquina parada Obtener minutos nominales para cada actividad del estudio, usando la siguiente formula: Minutos Nominales = minutos reales * porcentaje de desempeño Anotar todas las mediciones en el formato de Estudio de tiempos y movimientos A B C Calcular Peso neto de alimentado de 1 bobina = Peso neto de la caja / No. De unidades
- 2. Fecha edición: 26/04/2006 DIAGRAMA DE FLUJO PARA REALIZAR ESTANDAR DE PRODUCCION Fecha actualización: No.actualizacion: Realizo: IVB Pagina No.: 2 COATS NORTH AMERICA FASE DE CALCULOS Planta Cd. Mexico Departamento de Ingenieria Industrial A Obtener Tiempo de alimentado usar la siguiente formula: Tiempo de alimentado= (1/(peso neto de alimentado/peso de producido))* Tiempo para cambiar un carrete o bobina de alimentado en (min) B Obtener Tolerancias por personales usar formula: Tolerancias = Tiempo de llenado (min) * 15 % C Obtener los siguientes tiempos a maquina parada: Tiempo de mudado= Tiempo de mudado* frecuencia Tiempo de reparación de roturas = (((frecuencia de roturas*tiempo de llenado)/60 min)/ No. De husos de la maquina)* Tiempo de reparación de rotura en 1 huso Obtener los tiempos a maquina andando: Tiempo de patrullaje= (((Tiempo de llenado* frecuencia de patrullaje)/60 min))* Tiempo de patrullaje a 1 maquina)/No. de husos de la maquina Tiempo para sacar bobinas de alimentado de caja=(Tiempo de llenado* frecuencia de sacar bobinas)/60 min)* tiempo para sacar 1 bobina Tiempo para llevar bobinas a maquina = (Tiempo de llenado*frecuencia de llevar bobinas)/60 min)* Tiempo para llevar 1 bobina Calcular Tiempo de atención a maquina= Tiempo de alimentado + tiempo de mudado + Tiempo de reparación de roturas Calcular Tiempo a maquina andando= Tiempo de patrullaje + Tiempo para sacar bobinas de caja + Tiempo para llevar bobinas a maquina Calcular X= Tiempo de llenado/ Tiempo de atencion a maquina Calcular Interferencia usando formula de Wright: I = 50X-N)22N]-X-N)] donde N = no. De husos o de maquinas asignadas Calcular No. De husos o maquinas asignadas= 100/ carga de trabajo Carga de Trabajo= Tiempo estandar/ Tiempo Ciclo * 100 Tiempo Ciclo = Tiempo de llenado + Tiempo de atencion a maquina + Interferencia Tiempo Estandar = Tiempo a maquina andando + Tiempo de atencion a maquina D E F G Calcular Bobinas/h al 100 %= 60 / Tiempo de llenado en (min) Calcular Kg/h al 100 % = Bobinas/h * peso neto de producido
- 3. 26/04/2006 Fecha edición: 26/04/2006 DIAGRAMA DE FLUJO PARA REALIZAR ESTANDAR DE PRODUCCION Fecha actualización: No.actualizacion: Realizo: IVB Pagina No.: 3 COATS NORTH AMERICA FASE DE CALCULOS Planta Cd. Mexico Departamento de Ingenieria Industrial D E F G Calcular Tiempo Estandar= Tiempo de llenado + Tiempo de atencion a maquina + Interferencia + Tolerancias Calcular Numero de sacadas por turno = (Tiempo total del turno en (min) - Tiempo de alimentos en (min) - Tiempo total de limpieza en (min))/ Tiempo Estandar en (min) Calcular Bobinas/h/maquina =( 60/ Tiempo estandar)* numero de husos o maquinas asignadas Calcular Kg/Turno/maquina =Numero de sacadas por Turno * numero de husos asignados* peso neto de producido Datos que debe contener el ESTANDAR: - nombre del producto -Calibre -Peso neto del producido en Kg -Velocidad del huso productor o de la maquina en (m/min) -Metraje en (m) del producto -Tiempo de llenado en (min) -Tiempo de mudado -Bobinas/h/maquina al 100 % -Kg/h/maquina al 100% -Tiempo Estandar en (min) -Bobinas/h/maquina Estandar -Kg/h/maquina Estandar -Kg/Turno/maquina Estandar -Asignación de numero de husos o maquinas -Eficiencia del Estandar Calcular Eficiencia del Estandar= Tiempo de llenado (min) / Tiempo Estandar en (min) H
- 4. 26/04/2006 Fecha edición: 26/04/2006 DIAGRAMA DE FLUJO PARA REALIZAR ESTANDAR DE PRODUCCION Fecha actualización: No.actualizacion: Realizo: IVB Pagina No.: 4 COATS NORTH AMERICA FASE DE REVISION Y APROBACION Planta Cd. Mexico Departamento de Ingenieria Industrial NO SI SI NO SI NO NO NO SI SI H Comparar Estandar contra papeletas de producción La produccion rebasa el Estandar ? Realizar ajustes al Estandar Estandar a revision por parte del gerente de Ingeniería de Planta Los calculos del Estandar son correctos? Estandar a revision por parte del gerente de Ingeniería de Produccion El Estandar cumple con los requerimientos esperados de producción Firma de Estandar Firma de Estandar Estandar a revision por parte del secretario del sindicato El Estandar refleja la produccion y tiempos de actividades Poner a prueba el estandar por 4 semanas Firma de Estandar Funciona el estandar ? Puesta en FIN
- 5. 26/04/2006