Este documento es el manual de uso y mantenimiento de una máquina etiquetadora Rollquattro F45. Contiene 10 capítulos que describen la instalación, funcionamiento, mantenimiento y resolución de problemas de la máquina. El manual proporciona instrucciones detalladas sobre cómo operar la máquina de forma segura y realizar tareas como el cambio de formato y mantenimiento preventivo.




































































































































































































































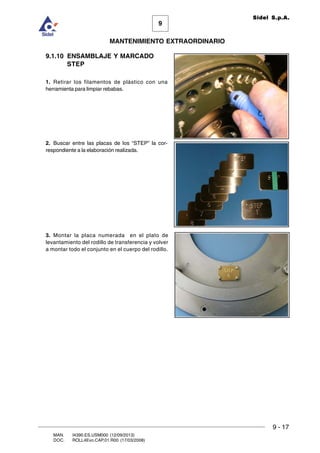
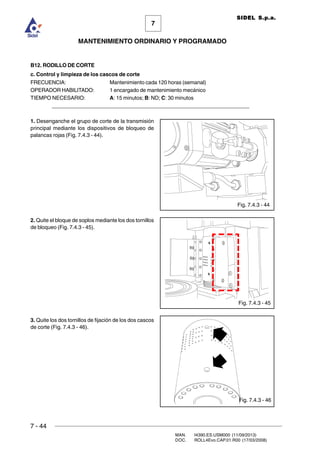
![7 - 43
7
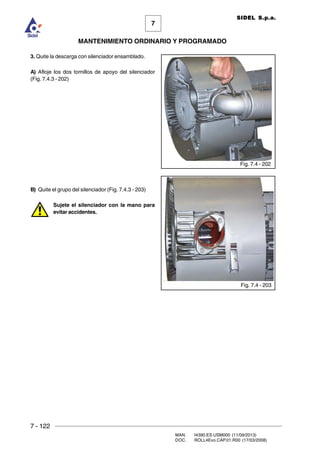
MANTENIMIENTO ORDINARIO Y PROGRAMADO
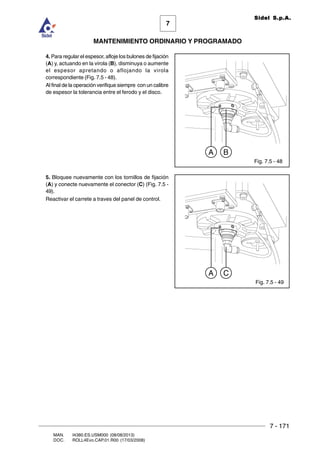
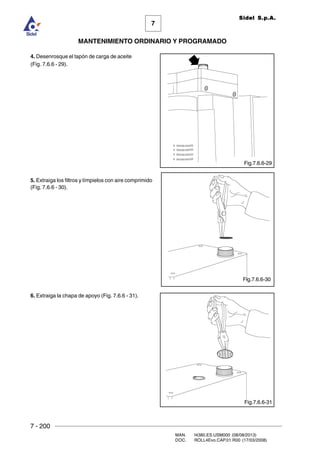
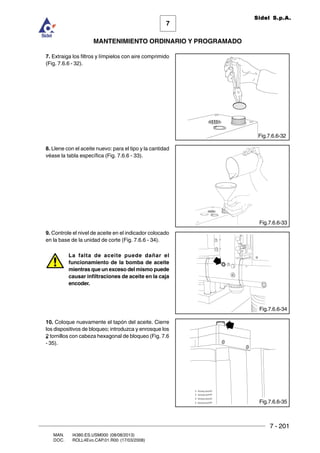
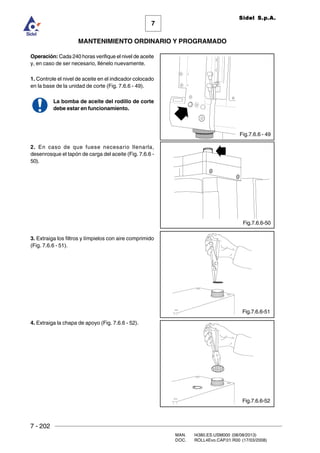
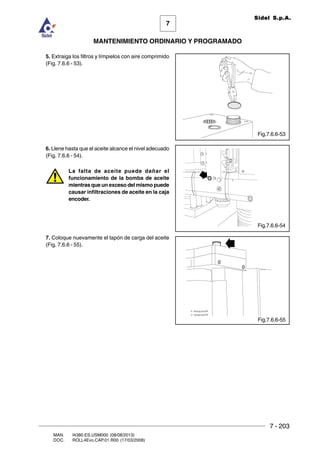
MAN. I4390.ES.USM000 (11/09/2013)
DOC. ROLL4Evo.CAP.01.R00 (17/03/2008)
SIDEL S.p.a.
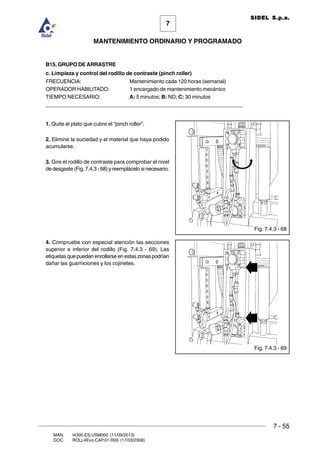
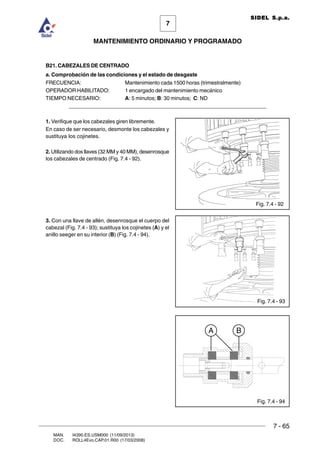
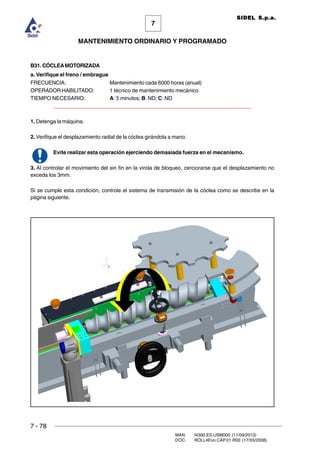
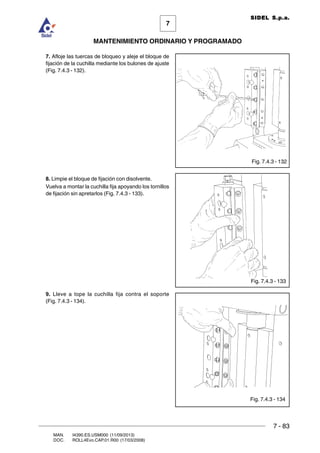
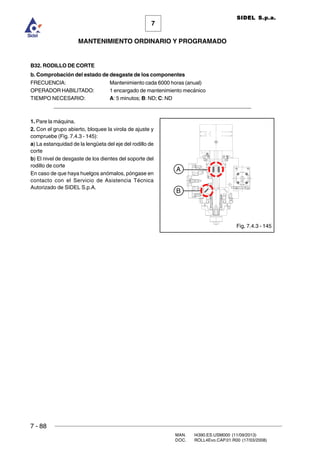
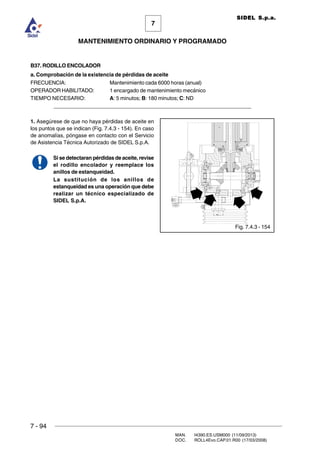
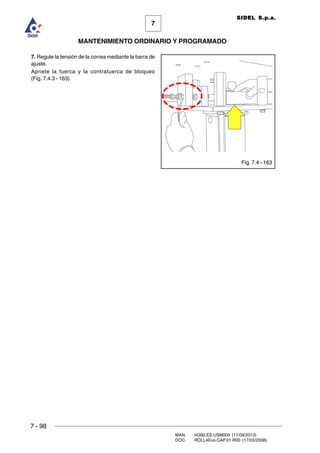
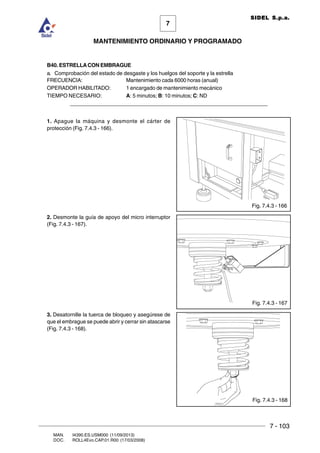
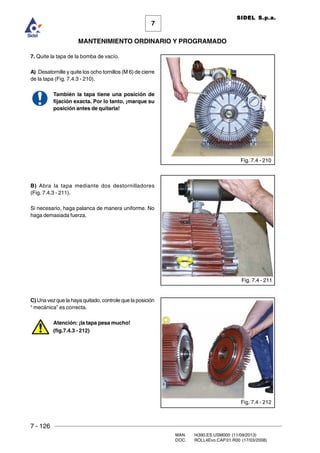
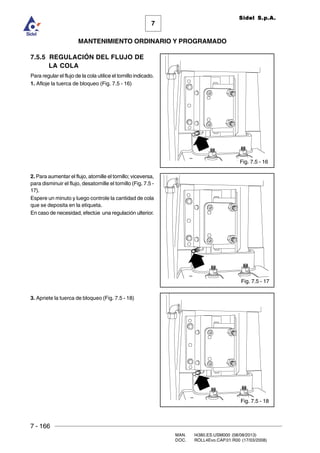
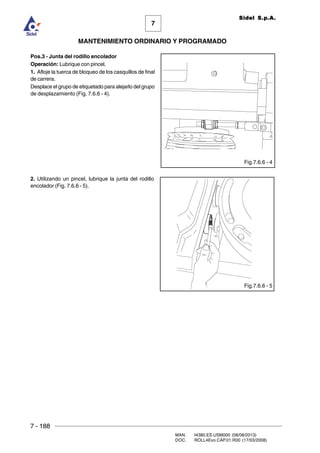
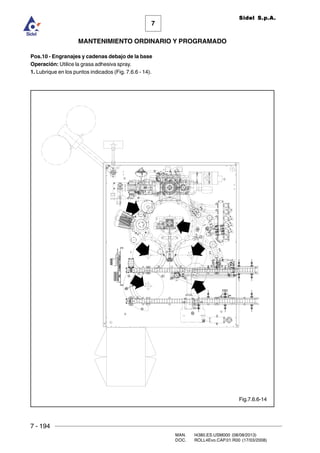
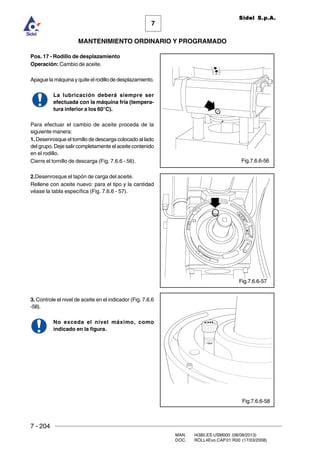
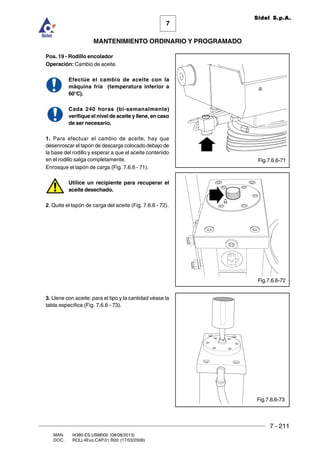
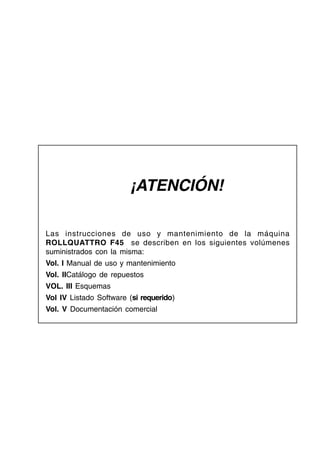
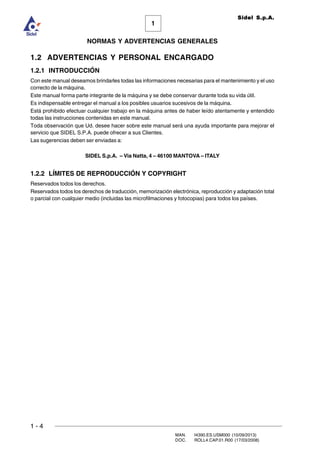
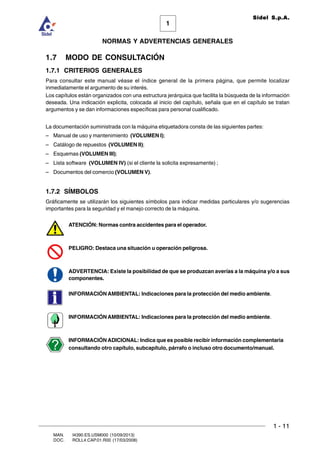
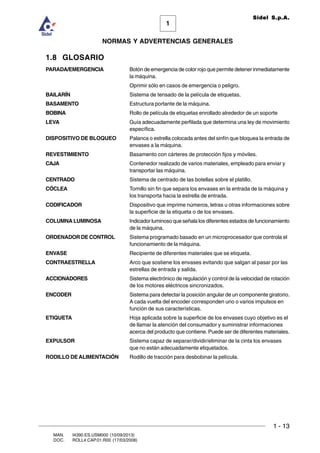
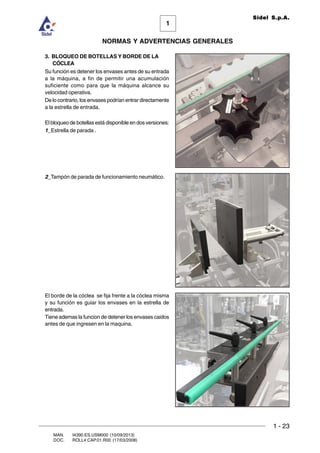
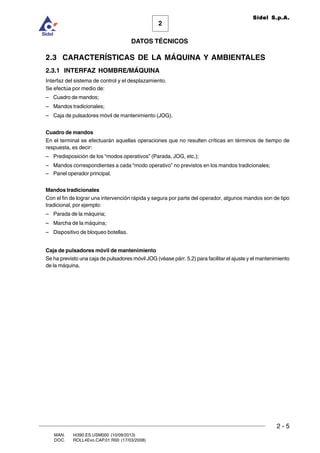
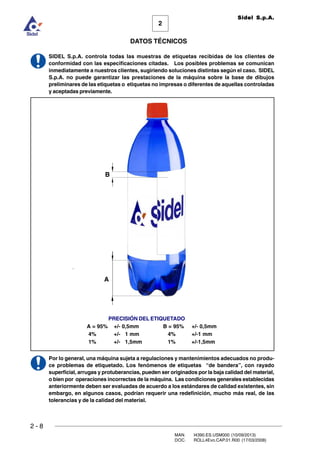
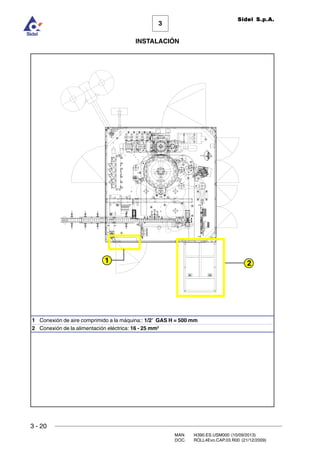
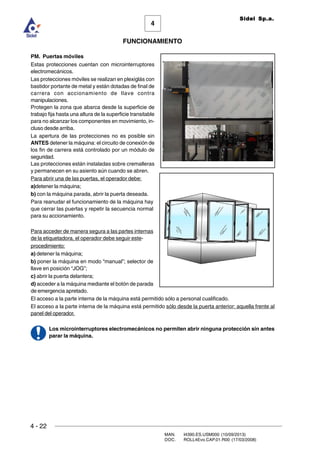
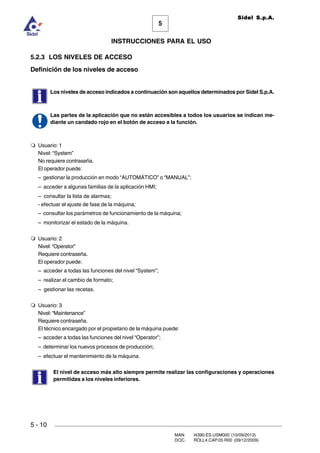
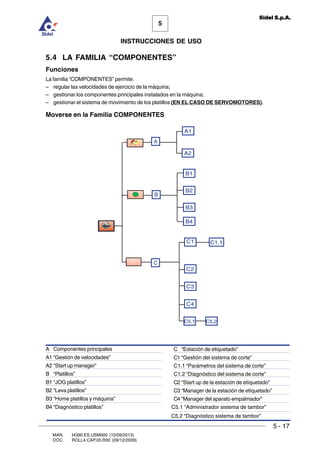
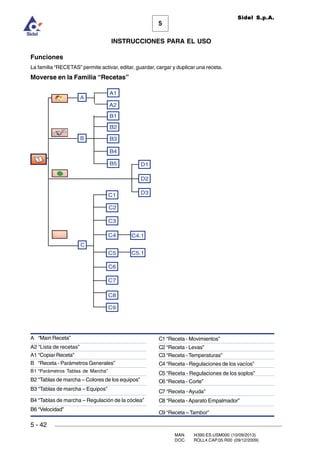
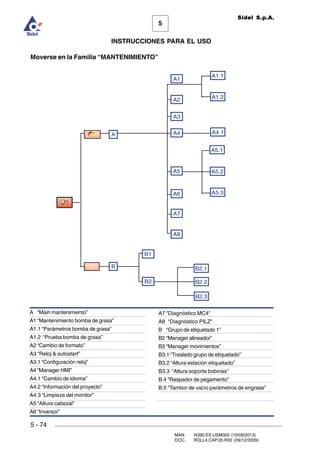
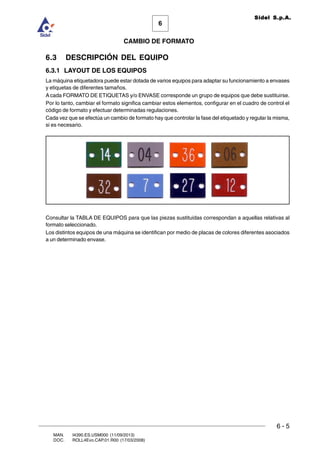
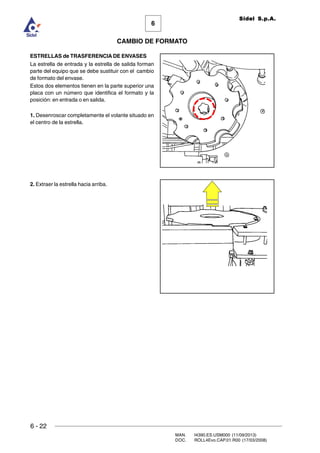
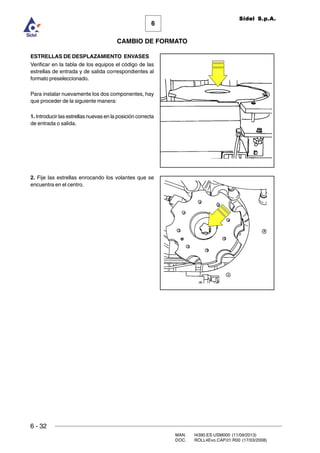
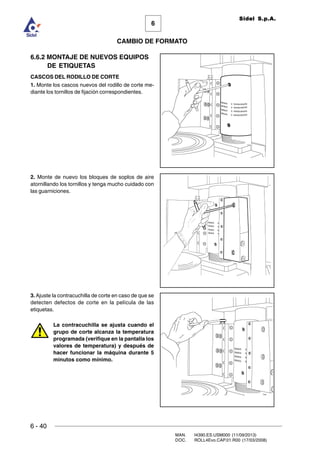
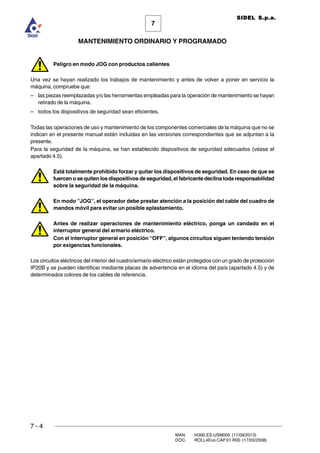
B12. RODILLO DE CORTE
b. Limpieza y lubricación del tornillo de asiento
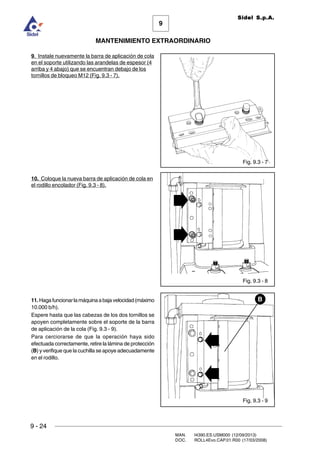
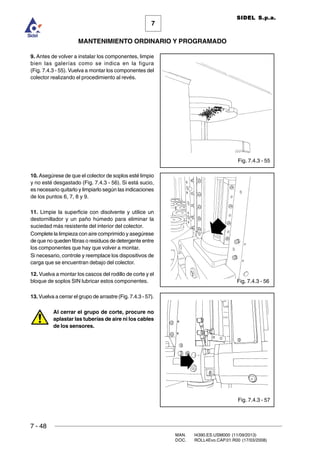
FRECUENCIA: Mantenimiento cada 120 horas (semanal)
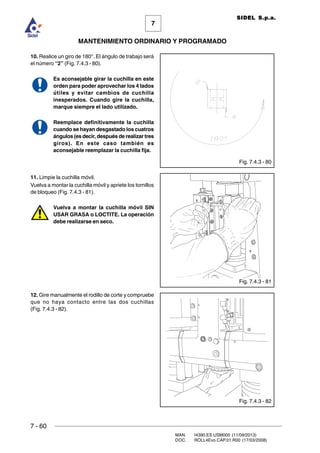
OPERADOR HABILITADO: 1 encargado de mantenimiento mecánico
TIEMPO NECESARIO: A: ND; B: 5 minutos; C: ND
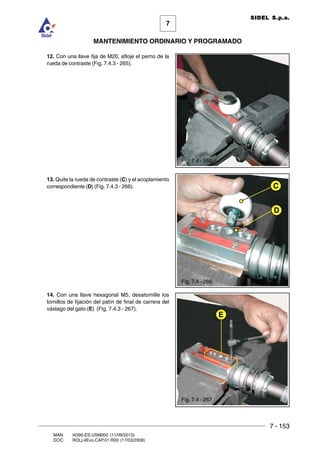
______________________________________________________________________
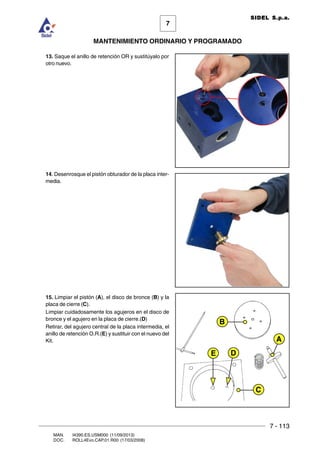
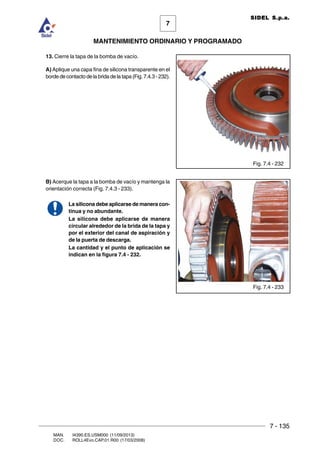
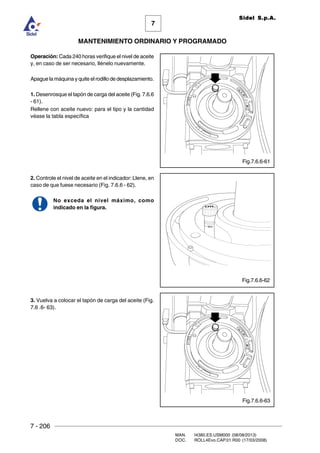
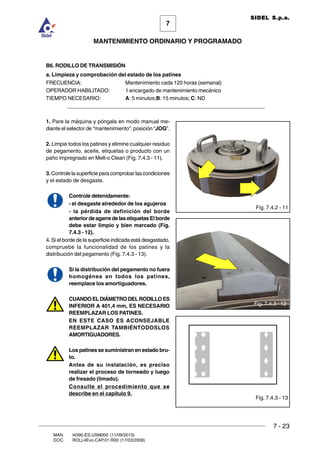
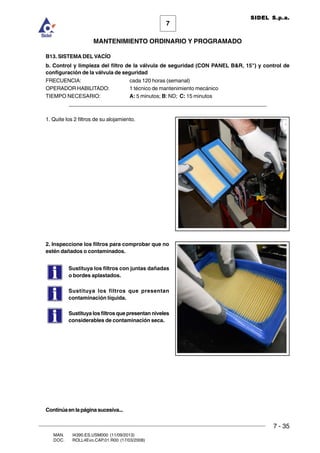
1. Lubrique el tornillo de asiento de la cuchilla fija del
rodillo de corte.
Utilice aceite blanco o “ligero” (consulte la tabla
“Especificaciones de aceites” [ ]) para lubricar la
barra roscada (A) y la cuña de bloqueo (B)
(Fig. 7.4.3 - 43).
Es aconsejable utilizar un lubricante en
aerosol para asegurar la penetración del
aceite en todos los mecanismos.
Fig. 7.4.3 - 43
A B](https://image.slidesharecdn.com/manualetiquetadora-160222134148/85/Manual-etiquetadora-357-320.jpg)




![7 - 52
MAN. I4390.ES.USM000 (11/09/2013)
DOC. ROLL4Evo.CAP.01.R00 (17/03/2008)
7
MANTENIMIENTO ORDINARIO Y PROGRAMADO
SIDEL S.p.a.
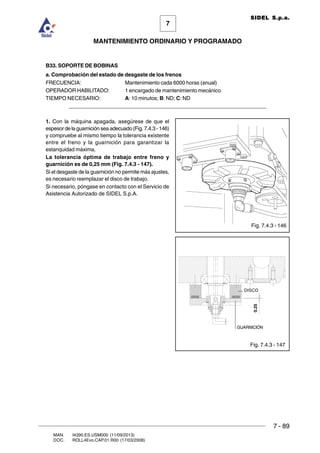
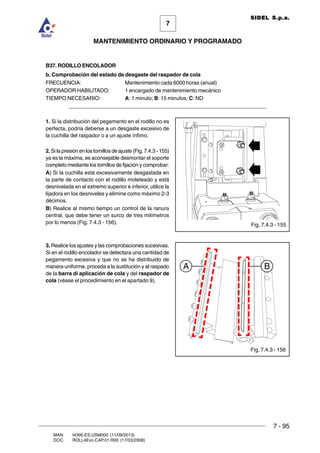
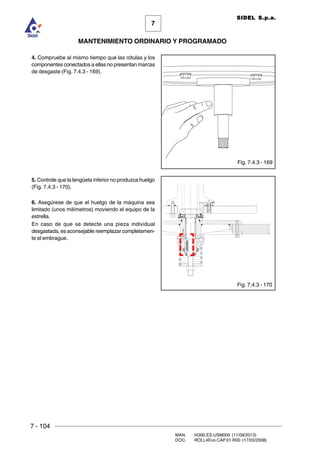
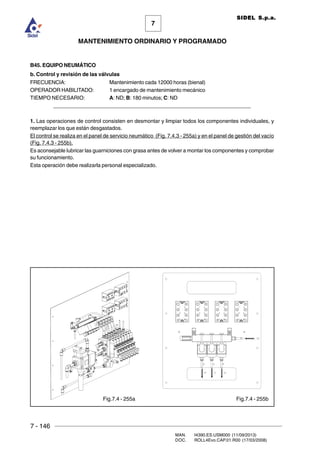
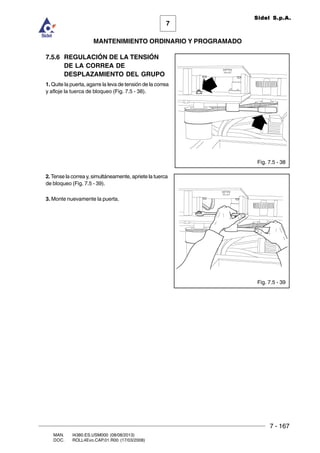
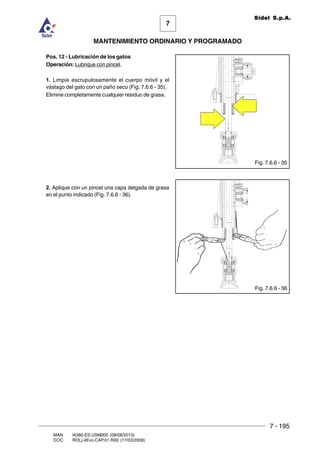
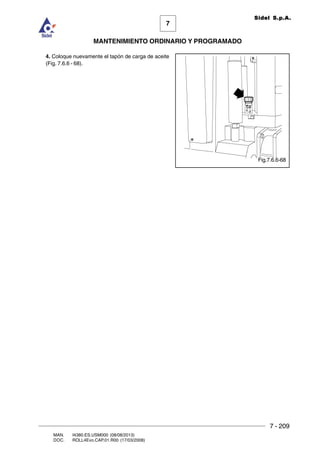
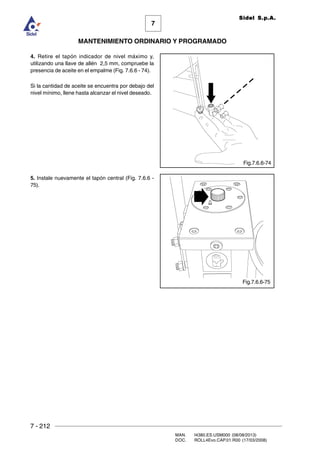
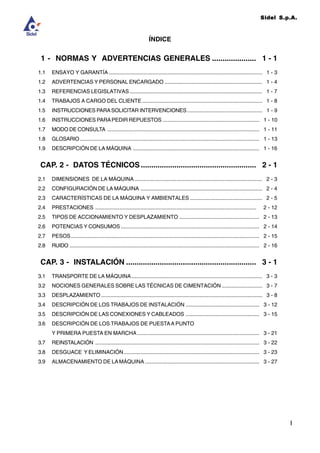
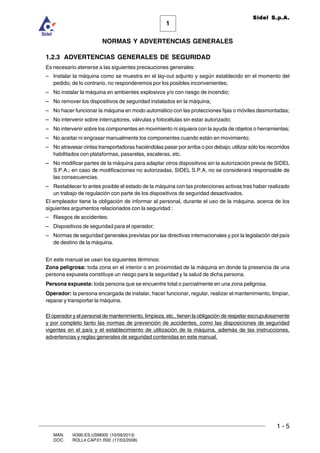
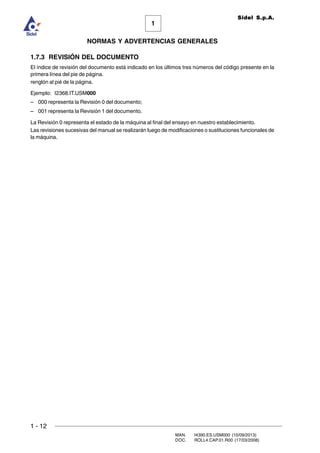
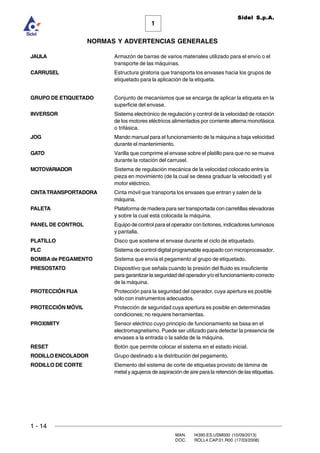
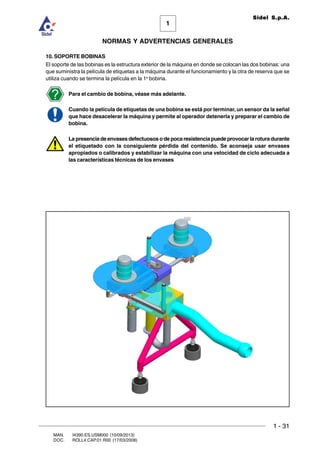
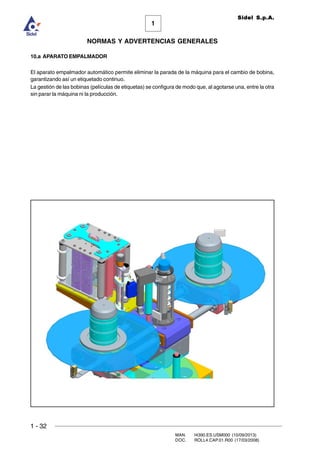
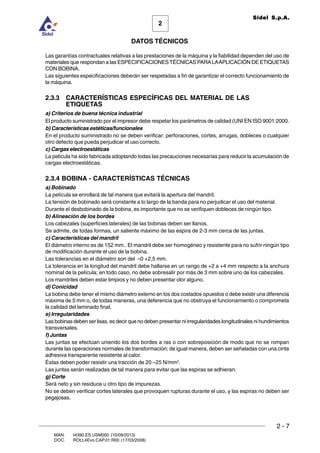
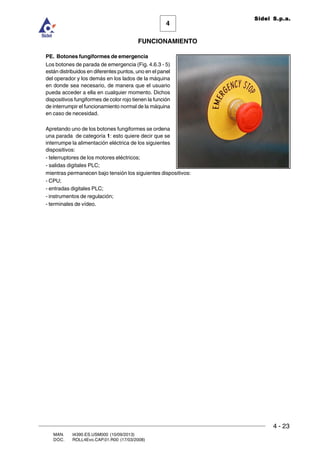
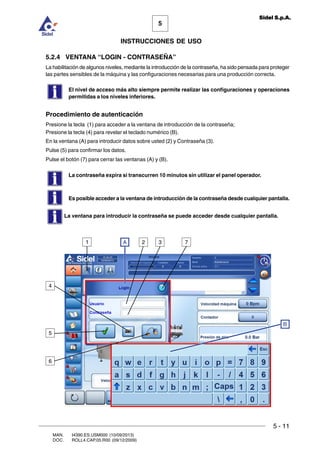
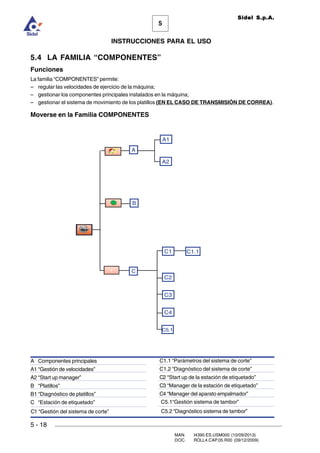
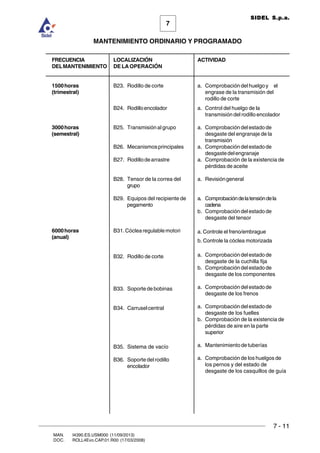
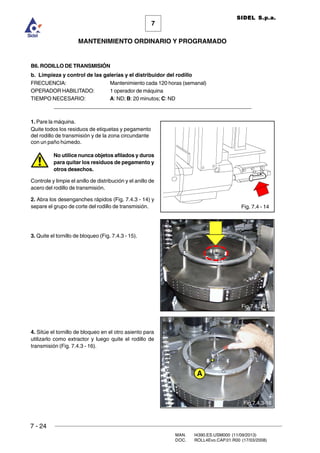
B14. FOTOCÉLULA DE LECTURA DE MUESCAY SENSOR DE ALTURA DE CINTA
a. Limpieza y lubricación del tornillo de ajuste
FRECUENCIA: Mantenimiento cada 120 horas (semanal)
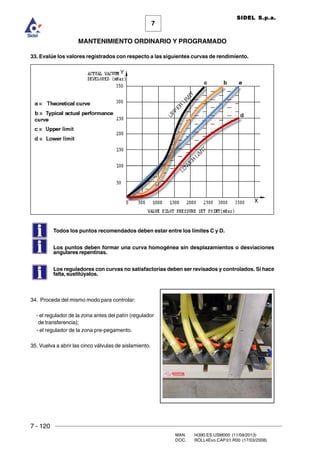
OPERADOR HABILITADO: 1 operador de máquina
TIEMPO NECESARIO: A: ND; B: 5 minutos; C: ND
______________________________________________________________________
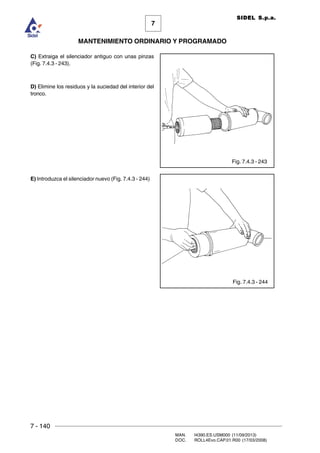
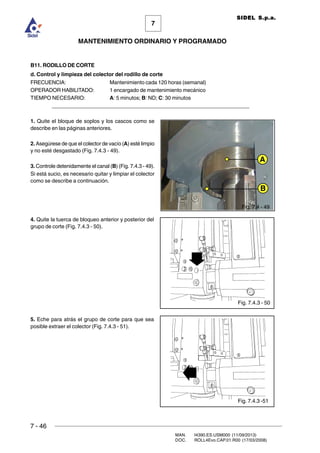
1. Lubrique la barra roscada de ajuste de la fotocélula
de lectura de muesca (Fig. 7.4.3 - 64) con aceite blanco
o “ligero” (véase el tipo recomendado en la tabla de
“Especificaciones de aceites” ]).
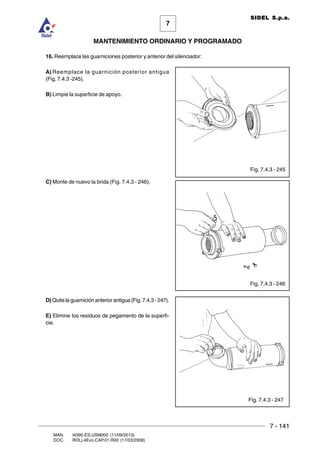
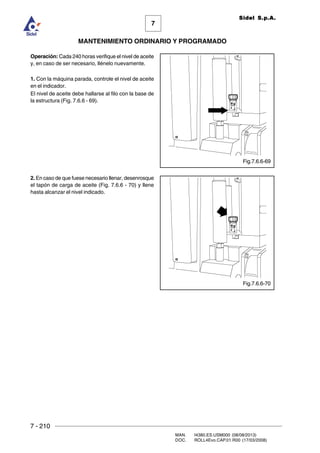
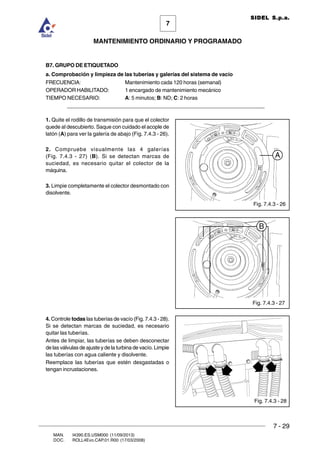
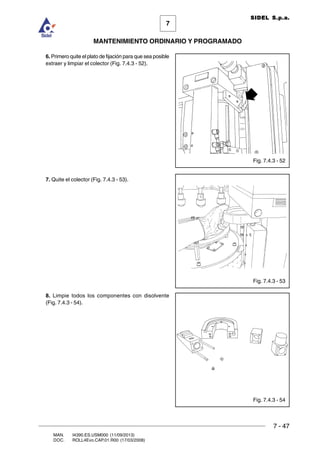
2. Lubrique la barra roscada de ajuste del sensor de
altura de cinta (Fig. 7.4.3 - 65) con aceite blanco o
“ligero” (véase el tipo recomendado en la tabla de
“Especificaciones de aceites).
Es aconsejable utilizar un lubricante en
aerosol para asegurar la penetración del
aceite en todos los mecanismos.
Fig. 7.4.3 - 64
Fig. 7.4.3 - 65](https://image.slidesharecdn.com/manualetiquetadora-160222134148/85/Manual-etiquetadora-366-320.jpg)