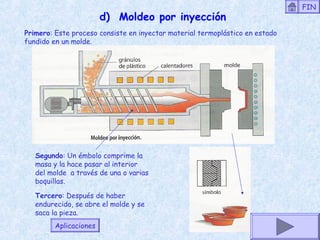
El documento proporciona información sobre los materiales plásticos. Explica que los plásticos son productos no naturales obtenidos a través de reacciones químicas de polímeros o macromoléculas. Luego describe los principales tipos de plásticos como termoplásticos, termoestables y elastómeros, y algunos ejemplos comunes de cada tipo como PVC, poliestireno y caucho. Finalmente, resume dos técnicas comunes para dar forma a los plásticos: extrusión e inyección.