Descargar como PDF, PPTX











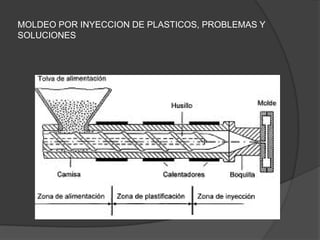






















El documento describe la historia y el proceso de moldeo por inyección de plásticos. Explica que el moldeo por inyección ha evolucionado para producir piezas más rápido y a menor costo. Luego resume las partes clave de una máquina de moldeo por inyección, incluyendo la unidad de inyección, unidad de cierre, unidad motriz y unidad de control. Finalmente, menciona algunos de los plásticos más comunes utilizados en el proceso.



























































