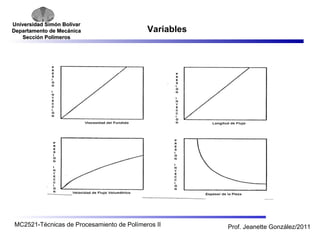
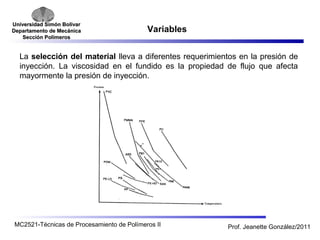
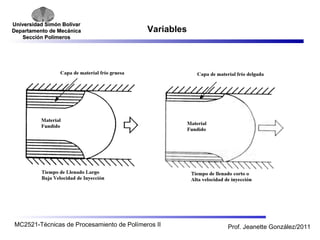
El documento describe las cinco variables fundamentales en el proceso de moldeo por inyección: temperaturas, presiones, tiempos, recorridos y velocidades. Explica que la mayoría de las dificultades en el ciclo de moldeo se corrigen ajustando estas cinco variables para lograr una producción eficiente de piezas con buena calidad. Detalla cada una de las variables y los parámetros asociados, como las temperaturas del cilindro, molde y aceite hidráulico, así como las diferentes presiones involucradas en el proceso.
![Universidad SSiimmóónn BBoollíívvaarr
DDeeppaarrttaammeennttoo ddee MMeeccáánniiccaa
SSeecccciióónn PPoollíímmeerrooss
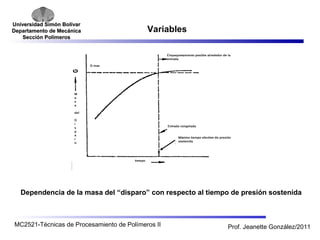
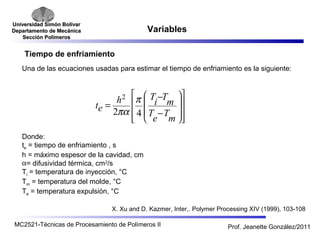
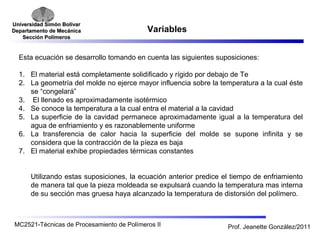
Variables
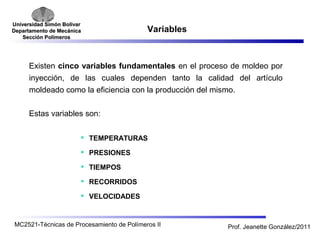
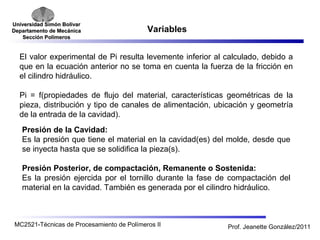
Rangos típicos de temperaturas de procesamiento para algunos termoplásticos
Material Rango de Temperaturas de
Procesamiento [°C]
ABS 180-245
SAN 180-280
POM (acetal) 185-225
PMMA 185-250
PA 6 230-280
PA 66 270-285
PC 280-310
PEBD 140-160
PELBD 180-260
PEAD 200-260
PP 200-300
PS 180-260
PVC rígido 160-180
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011](https://image.slidesharecdn.com/variablesinyeccin-140923094008-phpapp01/85/Variables-inyeccion-5-320.jpg)
![Universidad SSiimmóónn BBoollíívvaarr
DDeeppaarrttaammeennttoo ddee MMeeccáánniiccaa
SSeecccciióónn PPoollíímmeerrooss
Variables
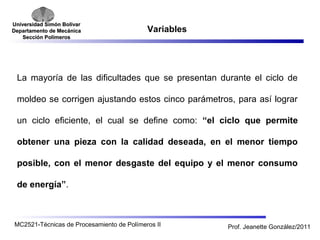
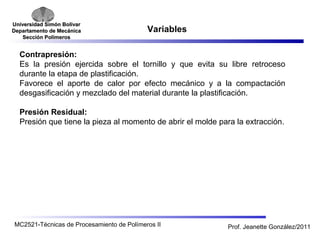
Rangos de temperatura del molde óptimos para algunos termoplásticos
Material Rango de Temperatura del
Molde [°C]
ABS 40-90
SAN 40-90
POM (acetal) 65-125
PMMA 80-105
PA 6 20-100
PA 66 20-100
PC 80-110
PEBD 10-95
PELBD 10-95
PEAD 10-95
PP 15-65
PS 10-40
PVC rígido 10-65
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011](https://image.slidesharecdn.com/variablesinyeccin-140923094008-phpapp01/85/Variables-inyeccion-7-320.jpg)
![Universidad SSiimmóónn BBoollíívvaarr
DDeeppaarrttaammeennttoo ddee MMeeccáánniiccaa
SSeecccciióónn PPoollíímmeerrooss
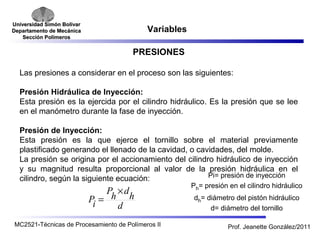
Variables
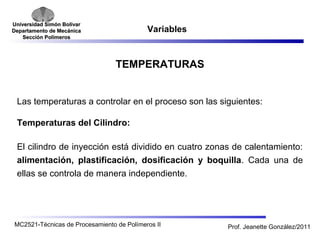
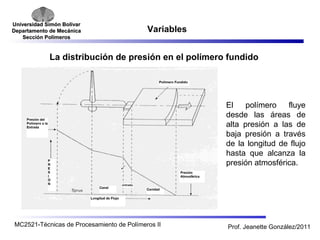
Tiempos de ciclo en vacío para condiciones de procesamiento comunes
Fuerza de Cierre
[kN]
Tiempos de Ciclo en vacio para el
procesamiento de
Termoplásticos [s] Termoestables y
Elastómeros [s]
250 0,8-1,8 -
500 0,9-1,5 Mayor a 3
1000 1,1-2 Mayor a 6
2000 1,7-4 Mayor a 12
5000 2-7 Mayor a 25
10000 5,5-10 -
> 30000 15-25 -
MC2521-Técnicas de Procesamiento de Polímeros II Prof. Jeanette González/2011](https://image.slidesharecdn.com/variablesinyeccin-140923094008-phpapp01/85/Variables-inyeccion-23-320.jpg)