Descargar para leer sin conexión
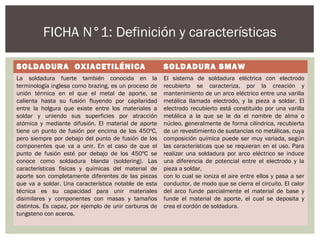
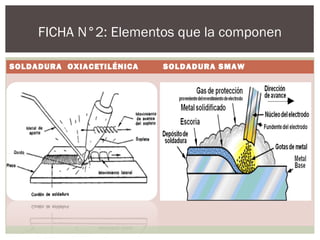
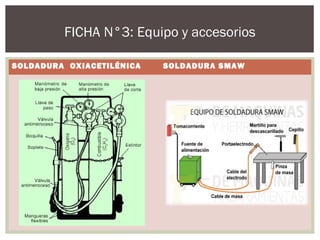

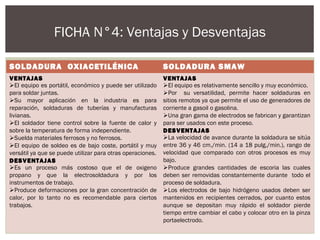

El documento describe dos tipos de soldadura: la soldadura oxiacetilénica y la soldadura SMAW. La soldadura oxiacetilénica usa un soplete de oxígeno y acetileno para calentar los materiales hasta su punto de fusión y unirlos. La soldadura SMAW usa un arco eléctrico entre un electrodo recubierto y la pieza a soldar para generar calor. Ambos procesos tienen ventajas como su portabilidad y bajo costo, pero también desventajas como bajas velocidades















































