PERFIL DEL FACILITADOR
JORGERODRÍGUEZ ALBÁN
Máster en Energías Renovables y Sostenibilidad
Energética
Magister en Administración de Empresas con mención en
Calidad y Productividad
Ingeniero Mecánico
Facilitador en Elitelogis
Nestlé Ecuador
Industrial Surindu S.A.
Tecnova Bosch
Placas DEL Sur
Grupo Berlín.
Formación Académica
Experiencia Profesional
3.
AGENDA
3
INTRODUCCIÓN LEAN
¿Quees VALOR?
¿Qué es PRODUCTIVIDAD?
¿Qué es LEAN MANUFACTURING?
Un poco de historia
LEAN / NO LEAN
Beneficios implantación LEAN
Enfoque LEAN.
ESTUDIO DE LOS DESPERDICIOS
PRINCIPIOS BÁSICOS DE LEAN
Creación de valor
Eliminación muda
Flujo continuo
Velocidad del cliente + PULL
Mejora continua, perfección
La casa de Toyota
Algunas herramientas lean
Introducción Lean
Principios básico de lean
Estudio de los desperdicios según lean
Reconocimiento de las 5S
Taller grupal
INTRODUCCIÓN Y TALLER PRÁCTICO 5S
…en un viajeaéreo
¿Cuál es el valor desde el punto de vista del cliente?
1. ¿QUE ES VALOR?
9.
-Compra de billete
-Desplazarsehasta aeropuerto (min. 1 hora antes del
despegue)
-Transportar el equipaje
-Hacer cola para facturar/tarjeta de embarque
-Facturar
-Hacer cola para inspección seguridad
-Esperar en puerta de embarque
-Hacer cola para embarcar
-Espera en el avión
-Desplazamiento hasta zona de despegue
-Vuelo…
…intervienen 19 organizaciones, el cliente es
codificado hasta 10 veces, 8 controles, las
maletas se recogen y entregan hasta 7 veces,
…13 horas para un viaje de 7 (tiempo real de
viaje frente al que se está viajando 55%-75%)
1. ¿QUE ES VALOR?
10.
La productividad esuno de los principales parámetros
de todas las empresas. Indica la relación entre la cantidad de
bienes producidos y los recursos empleados para su obtención.
Productos/servicios (unidades fabricadas) Recursos empleados
2. ¿QUÉ ES PRODUCTIVIDAD?
11.
Tenemos tres procesosde fabricación en lo que se procesan
los productos A, B y C.
Se fabrican secuencias de 150 unidades de cada producto.
Los tiempos de ciclo son:
CORTE LASER PRENSA SOLDADURA
PIEZA A 30,00 30,00 26,00
PIEZA B 15,00 13,00 15,00
PIEZA C 20,00 15,00 14,00
2. ¿QUÉ ES PRODUCTIVIDAD?
12.
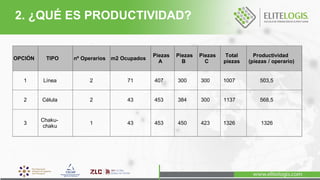
2. ¿QUÉ ESPRODUCTIVIDAD?
Se estudian los siguientes
escenarios:
Disposición de máquinas en
línea
Disposición de máquinas en U
Disposición de máquinas en U y
con Chaku-Chaku
Grasa=Stocks
Lean=ágil, sin cargas
LEANes un término en inglés que significa, “sin grasa”. La fabricación
Lean, LEAN MANUFACTURING, es por tanto una fabricación “sin grasa”,
sin desperdicio, sin elementos perjudiciales. Es la fabricación perfecta, sin
desperdicios ni errores.
3. ¿QUÉ ES LEAN MANUFACTURING?
LEAN MANUFACTURING es:
LEAN es hacer más y más con menos y menos (menos esfuerzo
humano, menos equipamiento, menos tiempo y menos espacio)
LEAN es un sistema integrado de principios y métodos, una filosofía
de gestión de la empresa, que lleva a la perfección de todo el
sistema
4.2. LEAN / NO LEAN
19.
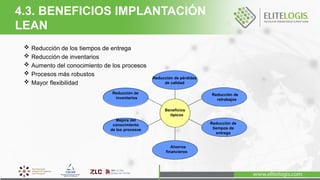
4.3. BENEFICIOS IMPLANTACIÓN
LEAN
Reducciónde pérdidas
de calidad
Reducción de los tiempos de entrega
Reducción de inventarios
Aumento del conocimiento de los procesos
Procesos más robustos
Mayor flexibilidad
Reducción de
retrabajos
Reducción de
tiempos de
entrega
Reducción de
inventarios
Mejora del
conocimiento
de los procesos
Beneficios
típicos
Ahorros
financieros
20.
El punto departida básico para
el pensamiento Lean es el VALOR.
4.3.1. ENFOQUE LEAN.
21.
…cualquier cosa queno sea lo
mínimo absolutamente necesario de equipos,
materiales, piezas, espacio y esfuerzo, para
crear valor para el cliente
…actividades que agregan coste, pero no valor
al producto.
Despilfarro=“Muda” en japonés…
¿QUÉ ES DESPILFARRO?
22.
“Es mejor hacermal lo que hay que
hacer, que bien lo que no debemos
hacer”
4.4. VALOR: BASE DEL LEAN
23.
…proporcionar el bieno
servicio incorrecto de forma
correcta es…muda!
4.4. VALOR: BASE DEL LEAN
Creación de valor
Eliminaciónmuda
Flujo continuo
Velocidad del cliente + PULL
Mejora continua,
perfección
4.5.5. PRINCIPIOS LEAN.
26.
1. Definir elValor desde el punto de vista
del cliente: La mayoría de los clientes quieren
comprar una solución, no un producto o servicio.
4.5.5. PRINCIPIOS LEAN.
2. Identificar la corriente de Valor: Eliminar desperdicios encontrando
pasos que no agregan valor, algunos son inevitables y otros son
eliminados inmediatamente.
3. Crear Flujo: Haz que todo el proceso fluya suave y directamente de un
paso que agregue valor a otro, desde la materia prima hasta el
consumidor.
4. Conseguir que el cliente “tire” (PULL): Una vez hecho el flujo,
ser capaces de producir por ordenes de los clientes en vez de
producir basado en pronósticos de ventas a largo plazo.
5. Perseguir la perfección: Una vez que una empresa
consigue los primeros cuatro pasos, se vuelve claro para
aquellos que están involucrados, que añadir eficiencia
siempre es posible.
4.5.5. PRINCIPIOS LEAN.
WorkSampling
Añade Valor
67%
Desplazamiento
5%
Espera
9%
Transporte
7%
Reproceso
12%
El cliente
paga por esto
Es decir, hacer aquello por lo que el cliente va a pagar
El valor lo crea el productor en forma de productos y/o servicios
Se puede tener un productos muy buenos, pero si el cliente no es lo que desea no servirán de nada.
CREACIÓN DE VALOR
4.5.5. PRINCIPIOS LEAN
Flujo continuo
Con el valor especificado, el flujo de valor definido y la muda eliminada, hay que hacer que fluyan las
etapas creadoras del valor.
El producto debe ir adquiriendo valor sin que pare a lo largo de la cadena (no tendremos lotes
almacenados y tendremos muchas más flexibilidad)
Lo realmente difícil será conseguir flujo continuo con productos diferentes y en lotes pequeños
33.
Flujo continuo
Elflujo en lotes oculta la muda
Rechazos
Averías
Mal Layout
Tcamb
i o
Reparaciones
4.5.5. PRINCIPIOS LEAN
Velocidad del cliente
(PULL)
Sincronizaremos todos nuestros procesos con el cliente, sólo
fabricaremos cuando el cliente haga el pedido
Este principio se encuentra con dificultades tecnológicas,pues
las máquinas en muchas ocasiones no están pensadas para
trabajar pull.
4.5.5. PRINCIPIOS LEAN.
La esencia delKAIZEN es “cuanto más
simple mejor”.
KAI
(Cambio
)
ZEN
(Mejor
)
Hacerlo Mejor
KAIZEN es la acumulación de pequeños
cambios
Mejora continua
(KAIZEN)
4.5.5. PRINCIPIOS LEAN.
Estandarización Heijunka KAIZEN
JIDOKA
-Calidaden
la fuente
-Poka Yoke
-5 Por qués
JIT
-Tiempo de ciclo
del cliente
-Flujo unitario
-Sistema PULL
5S Control
visual
Kanban
Superme
rcados
TPM
SMED
Estabilidad
Los pilares de
la fabricación
LEAN atienden a
la casa del sistema de
fabricación TOYOTA:
Excelencia operacional Costes,
calidad, entregas Implicación
operarios Orientación al cliente
5.1. CASA TOYOTA.
41.
¿Qué tengo quehacer?
¿Cómo lo tengo que hacer?
¿A qué velocidad lo tengo que hacer?
…y repetirlo exactamente igual en cada ciclo
Tener todos los procesos estandarizados es la
manera de comenzar a practicar la mejora continua
Operación 5
Operación 9 Operación 8 Operación 7 Operación 6
Operación 1 Operación 2 Operación 3 Operación 4
ESTANDARIZACIÓN DE OPERACIONES
5.2. BASES CASA TOYOTA: ESTANDARIZACIÓN
42.
Se buscaque las operaciones se hagan siempre de la misma
manera y que se sepa qué se tiene que hacer
5.3. BASES CASA TOYOTA: PLANTA VISUAL.
El VSM,se trata de una herramienta gráfica de análisis de procesos,
en la que se representan todas las acciones (con o sin valor añadido).
6.1. VALUE STREAM MAPPING.
Es unprograma de trabajo para talleres y oficinas que
consiste en desarrollar actividades de orden/limpieza en el puesto
de trabajo, que por su sencillez permiten la participación de
todos a nivel individual/grupal, mejorando el ambiente de trabajo,
la seguridad de personas y equipos y la productividad.
Las 5S son 5 principios japoneses cuyos nombre comienzan por
S y que van todos en la dirección de conseguir una fábrica limpia y
ordenada:
6.2. 5S
PROPÓSITO DEL CURSO
Quelos participantes tengan las herramientas
necesarias, para estar en condición de participar
activamente en la implementación de las 5’S en la
empresa.
53.
¿POR QUÉ DEBEMOSIMPLEMENTAR LAS 5S’S?
La competencia cada vez es mayor
Cambian las necesidades de los clientes
Cambian las tecnologías
54.
PERO,
¿QUÉ SIGNIFICA 5S’S?
Esuna metodología enfocada a lograr orden y la
limpieza en todas las áreas de la empresa (oficinas,
almacén, etc.)
Creando una disciplina que a la larga se convierta en
cultura y en práctica común.
OBJETIVOS DE LAS5S’S
Poder encontrar cualquier cosa en menos de 30
segundos, sean objetos físicos o información en
computadora.
Incrementar la Productividad;
Mejorar la Calidad de las actividades realizadas
57.
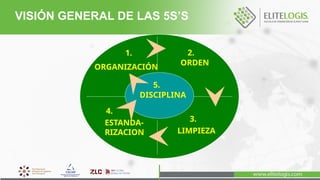
VISIÓN GENERAL DELAS 5S’S
DISCIPLINA
ORDEN
LIMPIEZA
ESTANDA-
RIZACION
ORGANIZACIÓN
1. 2.
3.
4.
5.
58.
RESISTENCIA AL CAMBIO
Normalmenteescuchamos:
¿Para qué limpiar si se ensucia de nuevo?
Ya tenemos organización y orden
Existe mucho trabajo como para estar perdiendo el tiempo con estas modas japonesas.
¿Me van aumentar el sueldo si soy limpio y ordenado?
Quiero ver que el jefe haga primero las 5S’s en sus cajones.
59.
¿QUÉ HACER PARAROMPER ESOS PARADIGMAS?
No ignorarlas:
1. Hablar con nuestros colaboradores, para:
Conocer el origen de su resistencia
Conocer sus preocupaciones y temores
Escuchar sus propuestas
2. Predicar con el ejemplo
60.
SEIRI, LA PRIMERA‘S:
SELECCIONAR
Distinguir entre lo que es necesario y lo que no lo es:
1. SELECCIONAR
61.
SEIRI, LA PRIMERA‘S:
SELECCIONAR
Transferirlo Regalarlo Venderlo Repararlo
Está de mas Obsoleto Dañado
Es útil para
alguien
mas
Se necesita
Descartar
62.
SEIRI:
SELECCIONAR
Deshacerse detodo lo innecesario del
área de trabajo, en caso de duda:
Asignar un área especial para
colocación de estos materiales y
equipos
Colocarles una etiqueta roja y
llevarlos a esta área haciendo una
relación
Razón para etiqueta roja:
Localización:
Fecha:
Nombre:
SEIRI:
SELECCIONAR
Periódicamente revisar eluso futuro o actual de lo que se almacena en
el área de tarjetas rojas y tomar decisiones
Necesidad Frecuencia de uso de las
cosas:
Guardar en:
Baja • Sin uso en años
• Uso entre 6-12 meses
• Deshacerse de ellas
• Guardar a distancia
Media • Uso entre 2-6 meses
• Uso > 1 vez al mes
• Guardarlas en un
lugar central en el
área de trabajo
Alta • Uso > 1 vez por semana
• Cosas usadas diario
• Guardar cerca del
área de trabajo o
llevarlas consigo
65.
SEIRI:
SELECCIONAR
ES
POSIBLE
QUE SE
USE
ALGUNAS
VECES AL
AÑO
SEUSA 1
VEZ AL
AÑO
NO SE
USA
CADA
HORA
VARIAS
VECES
AL DIA
VARIAS
VECES POR
SEMANA
ALGUNAS
VECES AL
MES
Eliminar
Colocar en
el área
Colocar en
otra área
Colocar
junto a la
persona
Colocar en
bodega o
archivo
Colocar en
bodega
Colocar
cerca de la
persona
Colocar en
bodega
SEITON, LA SEGUNDA‘S:
ORDEN
Ordenar los artículos necesarios para nuestro
trabajo, estableciendo un lugar especifico para
cada cosa, de manera que se facilite su
identificación, localización, disposición y regreso
al mismo lugar después de ser usados
68.
SEITON:
ORDEN
Objetivos:
Ahorrarespacio
Ahorrar tiempo de búsqueda
Facilitar la administración visual
Ejemplos de Orden:
Etiquetar las carpetas (sin documentos innecesarios).
Etiquetar espacios de almacenaje.
Identificar con siluetas las herramientas (engrapadora,
teclado, portalápices, etc.) y muebles
69.
SEITON:
ORDEN
El primer pasopara organizar, es dividir
nuestra área de trabajo en partes
manejables e identificables por cualquiera
1 2 3 4 5
A
B
C
D
E
Mapa
“cualquier persona” puedeinmediatamente:
Ver, Tomar y Regresar cualquier articulo
Pregunta Respuestas
¿ Que?
Definir los artículos necesarios
(Seleccionar)
Identificar los artículos
¿ Donde?
Definir la localización
Identificar el lugar
¿ Cuantos?
Definir la cantidad
Identificar la cantidad necesaria
SEITON:
ORDEN
72.
1 2
1
2
2 G9 7 4 0 0 7 4 D
2 G 9 7 4 0 07 4D
1 G 5 6 9 6 2 6 4 D
1 G 5 6 9 6 2 6 4 D
3
3 G 2 3 5
3 G 2 3 5
9 96 4D
9 9 6 4 D
A
1 2
B
Divide los gabinetes en
columnas y renglones
Identificación de Gabinetes
Utiliza letras para
identificar gabinetes
Utiliza números para
identificar columnas
y renglones
SEITON:
ORDEN
SEITON:
ORDEN DE AVISOSY LETREROS
Designar un lugar especial para colocarlas
Indicar cuanto tiempo van a estar puestas
La cinta debe debe despegarse sin dañar la pared
Los posters, avisos y señales deben estar alineados para dar buena apariencia (tamaños
estándar)
Los posters deben fijarse de tal forma que no se doblen o caigan con corrientes de aire o al
caminar
76.
Documentar el métodode organización
Dar entrenamiento a la gente para que siga
los procedimientos
SEITON:
ORDEN
SEISO:
LIMPIEZA
Beneficios
Aumenta lamoral del personal y su eficiencia
La imagen del lugar da otra proyección
Los riesgos de los accidentes o equivocaciones disminuyen
Se minimiza la probabilidad de revolver archivos
80.
Implementación encinco pasos:
1. Determinar las metas de limpieza
2. Determinar las responsabilidades de la limpieza
(mapeo de áreas y definición de responsables)
3. Determinar los métodos de limpieza
(programa que muestra al detalle las veces al día en que se limpia, el responsable, y la forma)
4. Preparar las herramientas de limpieza
5. Implantar la limpieza.
SEISO:
LIMPIEZA
81.
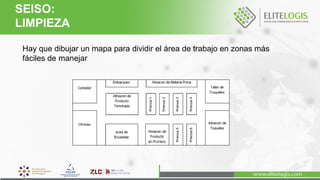
Hay quedibujar un mapa para dividir el área de trabajo en zonas más
fáciles de manejar
SEISO:
LIMPIEZA
82.
Etapas de laLimpieza:
Macro: limpieza general
Individual: limpieza de áreas de trabajo (escritorio, alfombra, archiveros,
etc.) y partes específicas del equipo (Monitor, mouse, teclado),
engrapadoras, etc.)
Micro: limpieza de partes pequeñas, corregir las fuentes de suciedad o
polvo.
SEISO:
LIMPIEZA
83.
Promoción de unárea de trabajo limpia
1. Dividir por zonas y asignar responsabilidades rotativas por
grupos y personas (identificar problemas).
2. Limpieza por equipo y área (pisos, herramientas, etc.).
3. Aplicar Kaizen para limpiar zonas difíciles, métodos de
limpieza y herramientas de limpieza (problemas causados
por falta de limpieza).
4. Seguir las reglas e intensificar las acciones.
SEISO:
LIMPIEZA
84.
Programa de Limpieza
ÁreaArtículos Responsable Frecuencia
Atención a
clientes
Pisos J. Ramírez Diaria
Ventanas M. Suárez Semanal
Lámparas H. Sánchez Semanal
Adornos J. Hernández Diaria
Asignar responsables de las actividades de limpieza,
definir con que frecuencia y cuando se deben realizar
SEISO:
LIMPIEZA
85.
Enliste cadauna de las actividades de limpieza a realizar
Enliste los artículos y equipos de limpieza a utilizar
Documente las actividades de limpieza en un procedimiento
SEISO:
LIMPIEZA
86.
Plegaria de las5S’s
No tendré cosas sucias
No tiraré cosas alrededor
Limpiaré las cosas en forma adecuada
Rescribiré cosas que se han borrado
Pondré cinta en avisos vigentes que se han caído
SEISO:
LIMPIEZA
87.
Recomendaciones en lalimpieza
Asignar 5 minutos diarios para que todo mundo limpie su área y equipos
La limpieza e inspección es el primer paso del mantenimiento autónomo
Utilizar listas de verificación de inspección y limpieza (con ayudas
visuales)
SEISO:
LIMPIEZA
88.
P
r
o
g
r
a
m
a
d
eL
i
m
p
i
e
z
a
Á
r
e
a A
r
t
í
c
u
l
o
s R
e
s
p
o
n
s
a
b
l
eT
u
r
n
o F
r
e
c
u
e
n
c
i
a
P
i
s
o
s J
.R
a
m
í
r
e
z 1
e
r D
i
a
r
i
a
P
r
e
n
s
a M
.S
u
á
r
e
z 2
º S
e
m
a
n
a
l
L
á
m
p
a
r
a
s H
.S
á
n
c
h
e
z 3
º S
e
m
a
n
a
l
P
r
e
n
s
a#
1
T
r
a
n
s
p
o
r
t
a
d
o
r J
.H
e
r
n
á
n
d
e
z 2
o D
i
a
r
i
a
M
a
n
u
a
l d
e
P
r
o
c
e
d
i
m
i
e
n
t
o
s
C
o
m
e
d
o
r
O
f
i
c
i
n
a
s
E
m
b
a
r
q
u
e
s
A
l
m
a
c
e
n
d
e
P
r
o
d
u
c
t
o
T
e
r
m
i
n
a
d
o
A
r
e
a
d
e
E
n
s
a
m
b
l
e
A
l
m
a
c
e
n
d
e
M
a
t
e
r
i
a
P
r
i
m
a
T
a
l
l
e
rd
e
T
r
o
q
u
e
l
e
s
A
l
m
a
c
e
n
d
e
T
o
q
u
e
l
e
s
P
r
e
n
s
a
1
P
r
e
n
s
a
3
P
r
e
n
s
a
4
P
r
e
n
s
a
2
P
r
e
n
s
a
5
P
r
e
n
s
a
6
A
l
m
a
c
e
n
d
e
P
r
o
d
u
c
t
o
e
n
P
r
o
c
e
s
o
• Comunicar
• Entrenamiento
Crear disciplina
SEISO:
LIMPIEZA
89.
Principio
El lugar máslimpio, no es el que
más se asea, si no el que menos se
ensucia
SEISO:
LIMPIEZA
Lograr que losprocedimientos, practicas y actividades se ejecuten
consistentemente y de manera regular para asegurar que la selección,
organización y limpieza son mantenidas en las áreas de trabajo
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
92.
Integrar lasactividades en el trabajo de manera regular
Estableciendo procedimientos
Implementando auditorias de revisión
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
93.
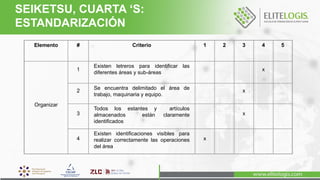
Elemento # Criterio1 2 3 4 5
Organizar
1
Existen letreros para identificar las
diferentes áreas y sub-áreas
x
2
Se encuentra delimitado el área de
trabajo, maquinaria y equipo.
x
3
Todos los estantes y artículos
almacenados están claramente
identificados
x
4
Existen identificaciones visibles para
realizar correctamente las operaciones
del área
x
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
94.
Algunas madresponen las siluetas de los zapatos para que
sea fácil guardarlos por los niños
Herramientas y métodos para control visual
Ayudas visuales que ayuden a la gente a no cometer errores
Avisos de peligro
Indicaciones de donde deben ponerse las cosas
Designaciones del equipo
Recordatorios de precaución en la operación
Ayudas visuales de mantenimiento preventivo
Instructivos
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
95.
Hacer quesea fácil verlas a distancia
Desplegar los mensajes o dibujos adecuados
Hacerlas de tal forma que cualquier persona pueda discernir que está bien y que está mal
Hacerlas de tal forma que todos puedan usarlas fácil y convenientemente
Hacerlas de tal forma que todos puedan seguirlas y hacer correcciones fácilmente
Hacerlas de tal forma que su uso haga que que el área de trabajo sea más brillante y
ordenada
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
96.
Pintar lasparedes y pisos periódicamente.
Todas las áreas deben estar identificadas con letreros de nombre y
función.
Instalar letreros localizados convenientemente para indicar quién es
responsable de qué en las 5 S’s.
Utilizar marcas de posición para indicar la posición correcta de las cosas.
Agregar visores en lockers y espacios cerrados para permitir
transparencia
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
97.
Instalar mapasen diferentes zonas indicando donde se encuentra la
persona y las salidas para casos de emergencia
Utilizar un pizarrón para indicar cuando salen las personas donde se pueden
localizar
Establecer recomendaciones para mantener no sólo la limpieza sino también
la higiene en la empresa
Indicar el estado de avance en 5 S’s en cada área en función de los
resultados de las auditorías
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
98.
Beneficios
No se regresaa las viejas condiciones se mantienen gracias a
la Administración Visual
Al finalizar las jornadas de trabajo, no se dejan cosas fuera de
su lugar
Los lugares de almacenamiento ya no se desorganizan
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
99.
Se controlan lasfuentes de suciedad y basura
Se eliminan los hábitos de acumular cosas
innecesarias en oficinas
NO HAY RETROCESO EN LO GANADO CON LAS
PRIMERAS 3S´s.
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
100.
Recomendación
Es altamente recomendableque en la
elaboración de los estándares participen
quienes deben de realizar las actividades
de las primeras 3S’s
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
101.
Principio
Di lo quehaces, haz lo que dices, y
demuéstralo
SEIKETSU, CUARTA ‘S:
ESTANDARIZACIÓN
102.
SHITSUKE, QUINTA S:
DISCIPLINA
Hábitode mantener correctamente los procedimientos
adecuados, buscando la mejora continua
Saber Querer
Poder
Saber Querer
Poder
103.
1. Los procedimientoscorrectos se han vuelto un hábito
2. Todos el personal han sido entrenado adecuadamente
3. Todos el personal ha hecho suyo el método y lo aplican
4. El área de trabajo esta bien ordenada y se manejan los
estándares
5. Se busca la mejora continua.
SHITSUKE, QUINTA S:
DISCIPLINA
104.
Estandarizar (sistematizar)el comportamiento si quieres buenos
resultados
Hacer que todos participen y que hagan algo y después trabajar en la
implantación (5S’s 3’, 5’ o 10’)
Hacer que cada quien sienta responsabilidad por lo que hace
Asegurar que no falle la comunicación, clarificar las ideas y reconfirmar
SHITSUKE, QUINTA S:
DISCIPLINA
105.
Existe en lamente y la voluntad de las personas y solo
su conducta muestra su presencia.
Es una actitud de intolerancia al desorden, la falta de
organización y las pérdidas.
SHITSUKE, QUINTA S:
DISCIPLINA
106.
DIAGNÓSTICO Y
EVALUACIÓN DE
5S’S
FORMATODE EVALUACIÓN
Seleccionar
1 Las herramientas de trabajo se encuentran en buen estado para su uso
2 El mobiliario se encuentra en buenas condiciones de uso
3 Existen objetos sin uso en los pasillos
4 Pasillos libres de obstáculos
5 Las mesas de trabajo están libres de objetos sin uso
6 Se cuenta con solo lo necesario para trabajar
7 Los cajones se encuentran bien ordenados
8 Se ven partes o materiales en otras áreas o lugares diferentes a su lugar asignado
9 Es difícil encontrar lo que se busca inmediatamente
10 El área de está libre de cajas de papeles u otros objetos
Ordenar
11 Las áreas están debidamente identificadas
12 No hay unidades encimadas en las mesas o áreas de trabajo
13 Los botes de basura están en el lugar designado para éstos
14 Lugares marcados para todo el material de trabajo (Equipos, carpetas, etc.)
15 Todas las sillas y mesas están el lugar designado
16 Los cajones de las mesas de trabajo están debidamente organizados y sólo se tiene lo necesario
17 Todas las identificaciones en los estantes de material están actualizadas y se respetan
Limpiar
18 Los escritorios se encuentran limpios
19 Las herramientas de trabajo se encuentran limpias
20 Piso está libre de polvo, basura, componentes y manchas
21 Las gavetas o cajones de las mesas de trabajo están limpias
22 Las mesas están libres de polvo, manchas y componentes de scrap o residuos.
23 Los planes de limpieza se realizan en la fecha establecida
Estandarizar
24 Todos los contenedores cumplen con el requerimiento de la operación
25 El personal usa la vestimenta adecuada dependiendo de sus labores
26 Todas las mesas, sillas y carritos son iguales
27 Todo los instructivos cumplen con el estándar
28 La capacitación está estandarizada para el personal del área