Descargado 68 veces
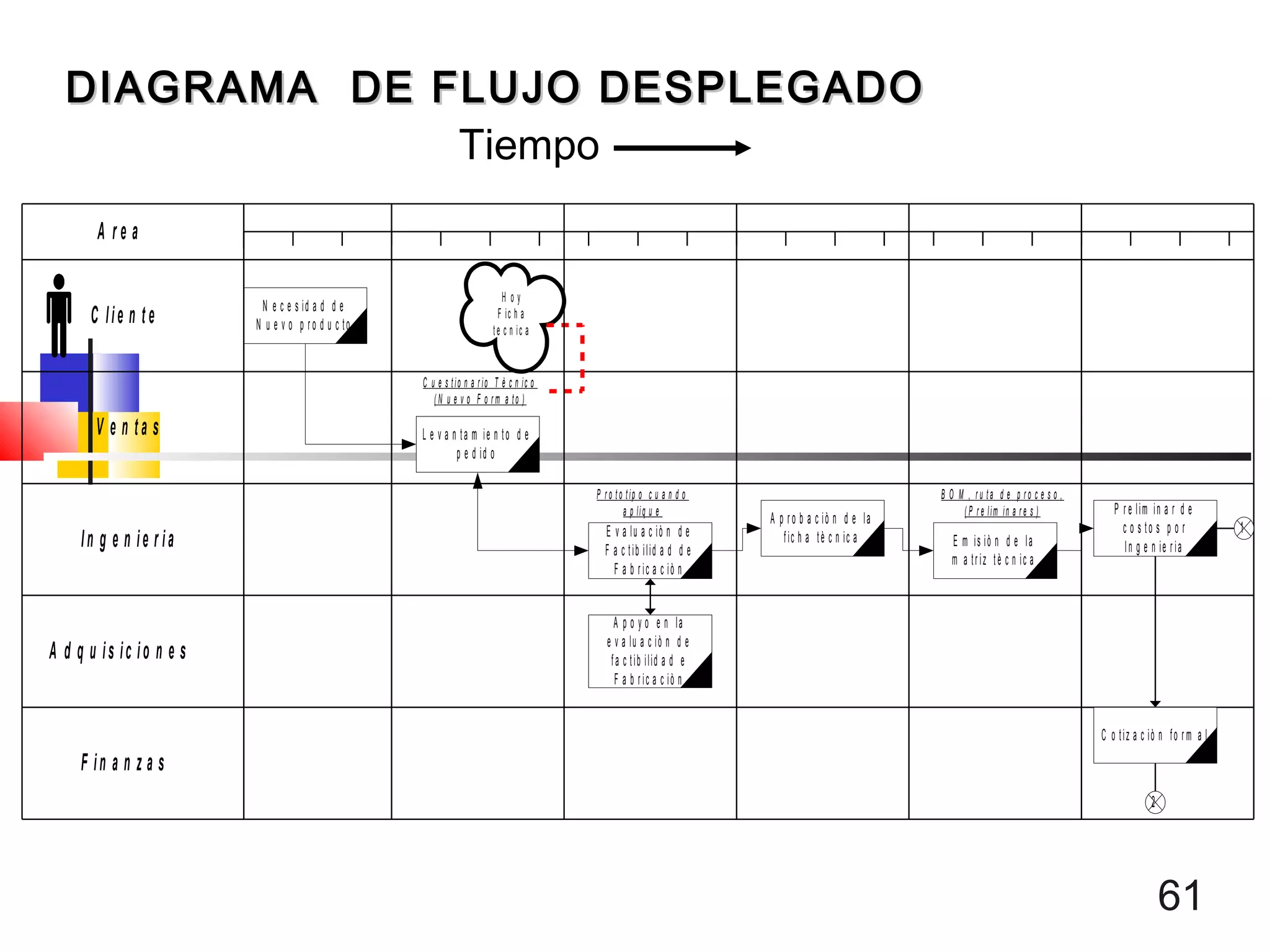


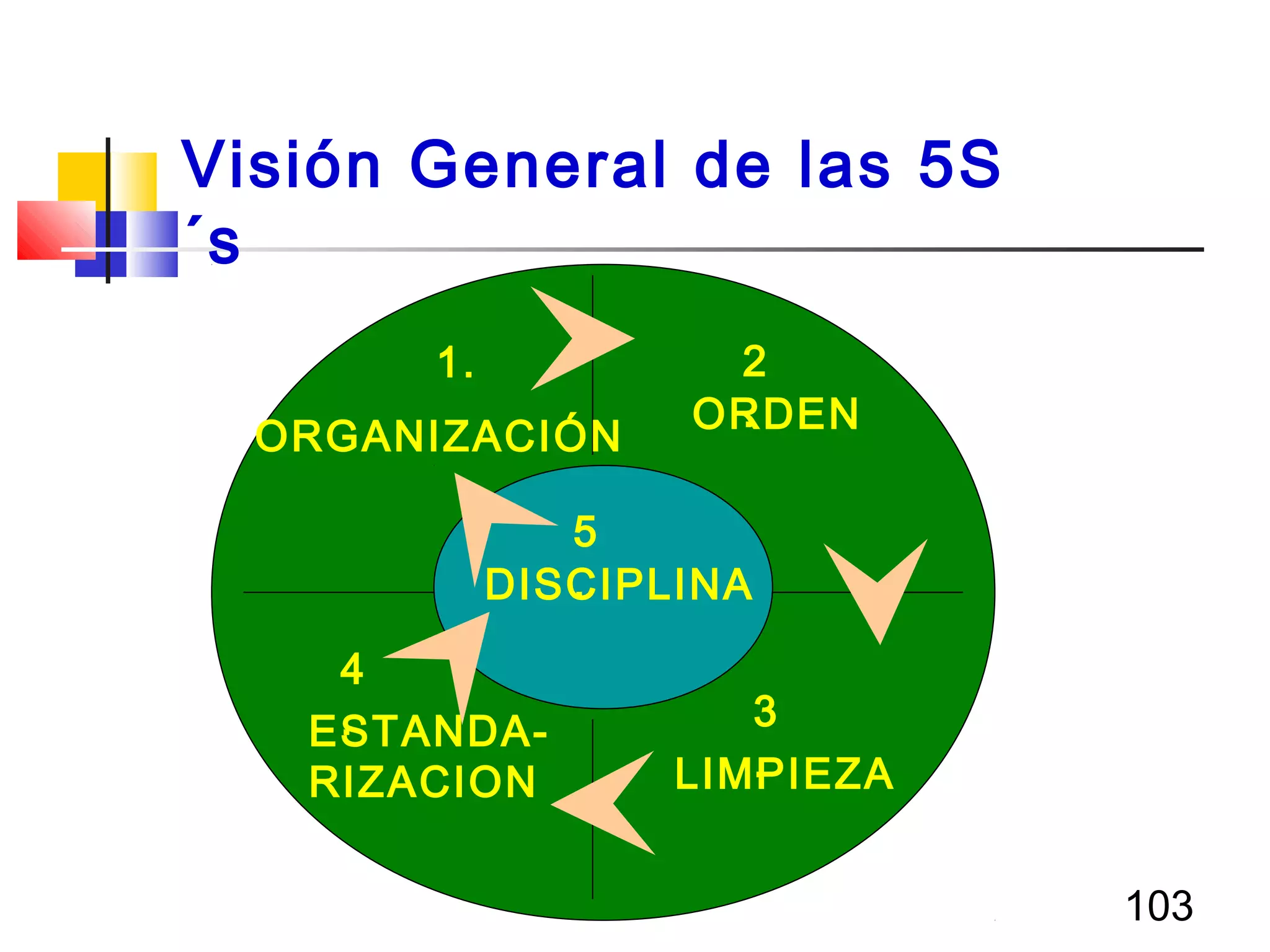





Este documento presenta una introducción a la manufactura Lean. Explica conceptos clave como eliminar desperdicios, reducir tiempos de ciclo y costos totales. También describe herramientas Lean como mapeo de procesos, 5S, SMED, TPM y Justo a Tiempo. El objetivo final es mejorar la calidad, flexibilidad y satisfacción del cliente de manera rentable.

























































