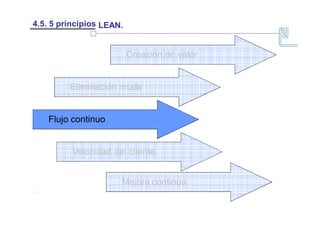
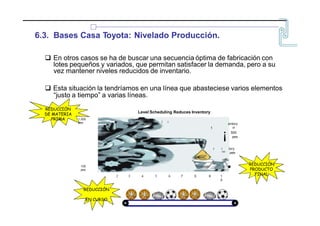
Este documento introduce los conceptos de Lean Manufacturing y la casa de Toyota. Explica que Lean Manufacturing se enfoca en eliminar desperdicios y mejorar el flujo continuo para crear valor para el cliente. También describe los cinco principios fundamentales de Lean: creación de valor, eliminación de desperdicios, flujo continuo, velocidad del cliente y mejora continua. Finalmente, resume los pilares de la fabricación Toyota como ejemplo de Lean Manufacturing.


















![4.1. Un poco de historia.
,,
,
'
•
-
11!.,¡r
:,
-.:»
-"
.,
...Ir..... 1_
.
1
...
rl ·.{
----·
]1i:t1 j
.
,·
-
;·.
,·.
_
f,
r&:
c : :'·'1·· o-
·.
1 t> ..
_
.•· .
--·
.
~
..
- •. - •· i...
..
'- l), r-.' •· ,-.,
@
Mercedes ll€nz
PRODUCCIÓN
EN MASA
1930: Llegan los
competidores
1923: Ford vende 2,1 millones de
vehículos/año
1913: Ford construye su
primera línea de montaje
1908: Ford construye el modelo
T
1903: Ford construye el
modelo A 1890: Taylor elabora un nuevo
modelo
de dirección científica
1825: Eli Witney:
Partes
intercambiables
PRODUCCIÓN
ARTESANAL](https://image.slidesharecdn.com/05leanmanufacturing-220821053244-aa5bb956/85/05-LEAN_MANUFACTURING-pptx-21-320.jpg)
































![~~~~ s
4J
M~
E3
D~
51
.M~
E~
D~
7
-
..
s 1
]
M~
E~
D4
~
1~
6.4. SMED](https://image.slidesharecdn.com/05leanmanufacturing-220821053244-aa5bb956/85/05-LEAN_MANUFACTURING-pptx-63-320.jpg)






























