Descargar para leer sin conexión
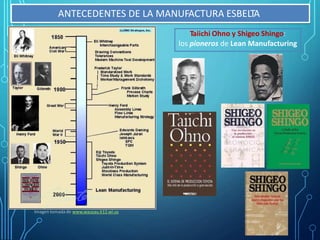
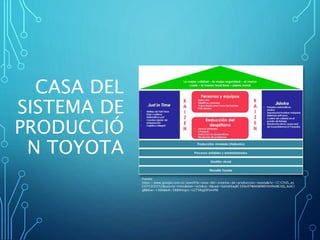
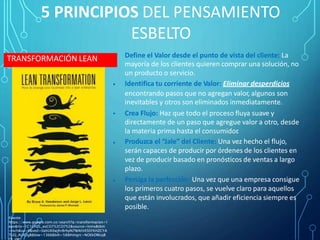
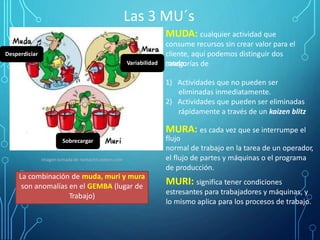
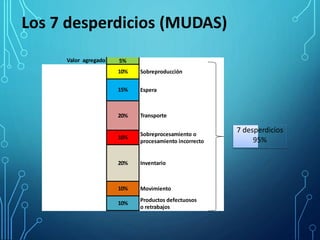


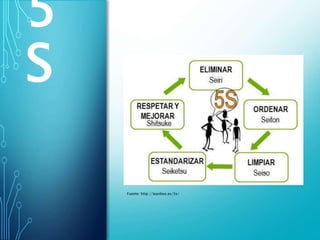



El documento habla sobre Lean, un modelo de negocio que busca ofrecer un rendimiento superior a clientes, empleados y sociedad en general eliminando desperdicios. Se explica que Lean surgió del Sistema de Producción Toyota y se basa en la mejora continua para identificar y eliminar actividades que no agregan valor. También describe los 7 tipos de desperdicios, los 5 principios del pensamiento esbelto y los pasos para implementar Lean en una producción.

























































![Pasco[F][F][F][F][F][F][F][F][F] (3)[R] (1) (1).docx](https://cdn.slidesharecdn.com/ss_thumbnails/pascofffffffff3r11-260122185917-5ef4a718-thumbnail.jpg?width=640&height=640&fit=bounds)




