Descargar como PDF, PPTX











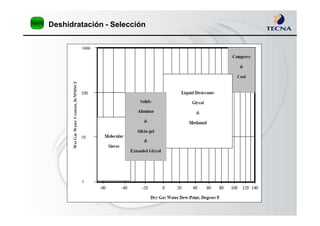


















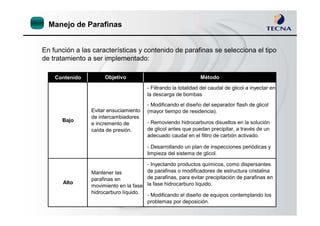




Este documento describe los esquemas y tecnologías de procesamiento de gas natural, incluyendo deshidratación, endulzamiento, ajuste de punto de rocío de hidrocarburos y remoción de mercurio. Explica los procesos, ventajas y desventajas de diferentes tecnologías como absorción química, física y membranas. También cubre la selección de procesos y sistemas híbridos para lograr especificaciones de salida de manera eficiente.

































































