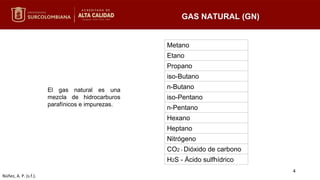
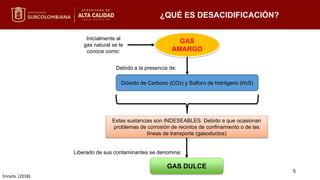
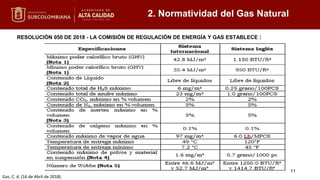
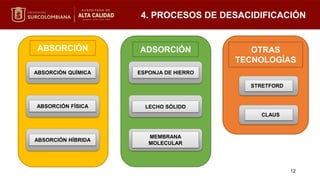
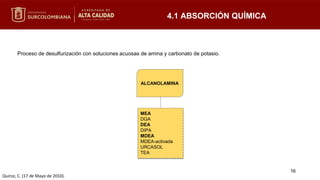
Este documento trata sobre los procesos de desacidificación del gas natural. Explica que el gas natural contiene impurezas como el dióxido de carbono y el ácido sulfhídrico que deben ser removidos para hacer el gas seguro y cumplir con las normas. Describe los principales procesos de desacidificación como la absorción química usando aminas, la absorción física y la adsorción usando lechos sólidos o esponjas de hierro. El objetivo final es remover estas impurezas y producir un gas d




















![Problemario fenomenos transporte[1]](https://cdn.slidesharecdn.com/ss_thumbnails/problemariofenomenostransporte1-150604212242-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)


















































