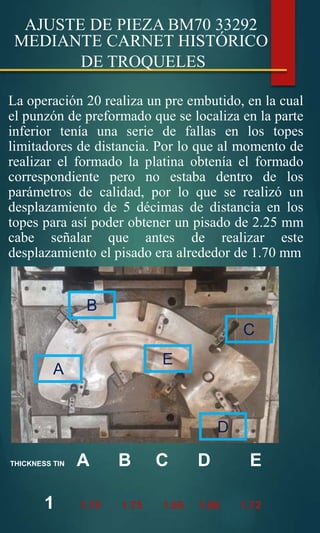
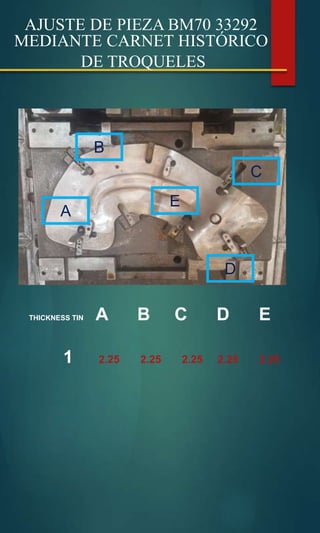
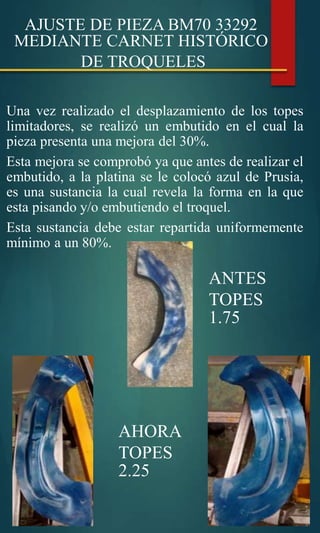
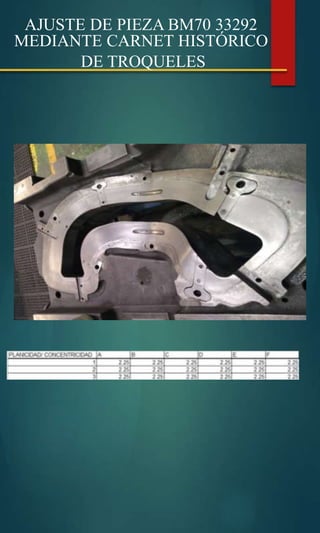
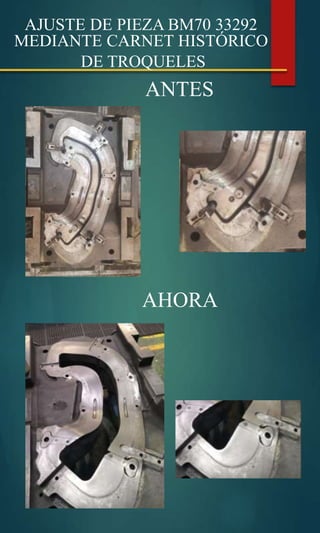
El documento detalla el uso de un carnet histórico de troqueles en la empresa Benteler para optimizar procesos de estampado en frío y caliente en la fabricación de autopartes. Se incluyen análisis de mantenimiento preventivo y correctivo para la mejora continua de los troqueles, con un énfasis en la pieza BM70 33292, que mostró una mejora significativa en calidad tras ajustes específicos. Se destacan las métricas de control de calidad antes y después de las modificaciones, evidenciando mejoras en los parámetros de producción y mantenimiento.