Ultrasonido - Caracterización de defectos y falsas discontinuidades
•
1 recomendación•4,340 vistas

Este es un articulo que originalmente esta en ingles pero se hizo una versión en castellano a fin de que puedan reafirmar sus conceptos en cuanto a la interpretación de las señales dadas por el equipo de ultrasonido. Siganos en las redes sociales como welding Tech Consulting - Tips

Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Ultrasonido - Caracterización de defectos y falsas discontinuidades
Similar a Ultrasonido - Caracterización de defectos y falsas discontinuidades (20)
Último
Último (20)
Ultrasonido - Caracterización de defectos y falsas discontinuidades
- 1. Contacto Practico – Ultrasonido: Caracterización de defectos y falsas indicaciones. Por: Jim Houf Versión en español por: Ricardo Carbajal Z. En este artículo se describen los defectos mas comunes encontrados en la inspecciones de soldadura mediante Haz angular UT, junto con ejemplos de la posiciones del transductor y la señal resultante en la pantalla que a su vez esta relacionadas con aquellos defectos que se iran mencionando. Indicaciones falsas comunes y los medios de su determinación también se discuten. Usando una correcta terminología Los siguientes términos se usan frecuentemente para la comprensión mutua, pero a veces es usado incorrectamente para describir las señales de ensayo por ultrasonido. Indicaciones Relevantes / No- Relevantes Una señal en la pantalla del equipo UT que resulta de un sonido que es reflejado, por un reflector interno dentro de la parte que esta siendo inspeccionada o causado por una condición física como puede ser la geometría se denomina indicación. Una indicación relevante es creado por un reflector físico . Una indicación no-relevante es causada por una parte geométrica o una condición física que no sea verdadera de una discontinuidad o defecto. Discontinuidad Una discontinuidad es cualquier material extraño en la parte inspeccionada ( escorias, porosidad, etc.) o una interrupción no deseada en el material de soldadura o en el material base, tal como una grieta, penetración incompleta o la fusión incompleta. Si el tipo de discontinuidad y tamaño están dentro de los límites aceptables dentro de los criterios que rigen en los documentos ,estas pueden aceptadas. Pequeñas cantidades de escoria o porosidad pueden ser aceptables dependiendo de su tamaño. Sin embargo, ciertos tipos de discontinuidad (grietas, penetración incompleta o falta de fusión) son amenudo rechazable independientemente de su tamaño.
- 2. Defecto Una discontinuidad que es rechazable es un defecto. Para determinar que una discontinuidad es de hecho un defecto de acuerdo con los criterios de gobierno de un código o especificación de gobierno, el operador de UT debe primero conocer el tipo de discontinuidad que ha causado la indicación, precisando la localización de este con respecto a una referencia conocida en un punto de la soldadura, y determinando así su tamaño. Fisura Las grietas son generalmente de tipo lineal y irregular o dentado. En indicaciones normales, la amortiguación en el transductor hace que el lado derecho de la señal para caiga rápidamente. Sin embargo, debido a que una grieta es irregular, se dan múltiples retornos como resultado, y ello causa que la señal de pantalla sea mucho más amplia de este modo se produce una indicación distintiva en la pantalla del equipo UT haciendo una referencia como la de una "torre de la iglesia“. (Fig. 1) Figura 1. La forma dentada de las fisuras da como resultado en la pantalla una señal mas amplia. Otra manera efectiva de determinar que una indicación es una grieta, está en la forma en que una indicación de tipo grieta "camina" cruzando la pantalla (Fig. 2). A medida que el haz de sonido comienza a moverse a través de la grieta, el haz de propagación inherente aplicado en el borde delantero del cono de sonido reflejara el sonido mucho antes que la señal sea maximizada. Esto causa una señal de amplitud corta o baja que aparece en el extremo mas alejado derecho de la pantalla (señal A). A medida que el transductor se acerca mas a la grieta, el haz de sonido se refleja con una señal de mayor altura que va en aumento r y haciendo que la señal tipo torre se mueva hacia el lado izquierdo de la pantalla por lo cual la trayectoria del sonido es más corta. (Trayectoria del sonido)
- 3. Cuando la línea central del haz de sonido, alcanza la base de la grieta, la fuerza del sonido es más grande y la señal es por lo general la fuerza máxima (señal B). Como la línea central esta libre de la grieta y se va al borde de la pieza , moviéndose más allá de la grieta, la altura de la señal cae y la señal tipo torre se mueve hacia la izquierda de la pantalla hasta que desaparezca (señal C). En efecto, vemos una señal corta y ancha que crece en altura a medida que se mueve hacia la izquierda y luego disminuye en altura hasta que desaparece. Si la anchura (eje x) de la pantalla del equipo UT está configurado con la distancia completa de salto, la señal de la grieta debería estar apareciendo justo a la derecha en un punto medio y luego dejándose caer fuera de la pantalla cerca del cuarto de punto de la pantalla entre el impulso inicial (main bang) y la superficie de exploración (Fig. 2). Si la grieta se inicia desde el superficie de exploración, la señal debería caminar desde el extremo mas derecho de la pantalla y dejarse caer justo a la derecha del punto medio. Estos son generalizaciones y la ubicación exacta dependerá del espesor del material y variara debido a los diferentes trayectos del sonido. Debido a esto, es posible que el operador pueda pasar por alto una grieta poco profunda de lado ubicado en la primera pierna, por estar ser esta señal proveniente de una exploración muy cercana a la superficie de exploración y siendo parte del impulso inicial (main bang). (Trayectoria del sonido)
- 4. Penetración Incompleta Una de penetración incompleta (IP) tiende a tener un comportamiento como el de una señal de fisura., la travesía es de derecha a izquierda en la pantalla; incrementándose y disminuyendo la altura de la señal. Sin embargo, debido a que la IP es generalmente de lado liso (sin fusionar el borde de la ranura) en lugar de dentado como una grieta, el ancho de la señal en la pantalla es generalmente mucho mas estrecha que el de una señal de grieta. Un problema que se produce con frecuencia es desde que la IP está en la raíz de la soldadura, la señal de la pantalla puede no haber sido totalmente maximizado cuando el transductor golpea cerca al borde de la corona de la soldadura. En materiales más delgados, es probable que se produzca este problema . Explorando desde ambos lados de la soldadura puede no coger esta configuración. Si la señal continua incrementándose de altura hasta que el transductor golpee la corona de soldadura, puede ser que la señal que no ha alcanzado su tamaño rechazable , sea efectivamente rechazable. Si esto ocurre, un pequeño transductor puede ser lo necesario para conseguir acercarse a obtener una señal máxima. El no hacerlo puede causar que un operador acepte o rechace un defecto. Falta de Fusión en la Pared (Sidewall Lack of Fusion) (Sidewall Lack of Fusion) (LOF) es un defecto particularmente duro de detectar. Comúnmente los ángulos de bisel en la juntas soldadas, no suelen complementarse con lo ángulos usados para los ensayos por ultrasonido. Como resultado la orientación de la pared lateral sin fusionar de la soldadura, no puede devolver una amplitud de señal suficientemente grande para ser rechazable. Adicionalmente un LFO puede no mostrarse del todo en la primera pierna cuando la soldadura es explorada del lado donde el defecto es localizado, o podría mostrarse como una indicación aceptable, por ello sería necesario un cambio de zapata o cuña angular y explorar nuevamente el área para determinar si el LFO esta presente.
- 5. Escorias Durante el proceso de soldadura, el polvo granular del flux es fundido para proveer los gases de protección para el arco de soldadura, luego de ello se tienen residuos los cuales enfrían, estos sólidos forman una sustancia semejante al vidrio llamado escoria que puede estar atrapado en la soldadura creando una inclusión de escoria. El indicio en general puede ser visto como una forma irregular esta así es una inclusión de escoria. Debido al haz de sonido en forma de cono que golpea a la forma irregular dek de la escoria en varios puntos a la vez, la señal tendera a darnos una presentación con múltiples picos ( Fig. 3). A medida que el transductor se mueve hacia adelante, la línea central del haz golpea los diversos contornos con más fuerza, causando la altura o amplitud de cada señal aumente para luego disminuir a medida que el haz de sonido atraviesa cada punto de reflexión. Como resultado, los múltiples picos de la señal van a subir y bajar o moverse ligeramente hacia la derecha o izquierda como la exploración progrese. Esta señal con múltiples picos alternando entre arriba y abajo es típico de inclusiones de escoria. Los picos alternantes se pueden demostrar de manera efectiva al detener el transductor cuando una señal de múltiples picos es maximizado, mediante la angulación del transductor de ida y vuelta en el lado y posición que nos resulte con la característica mencionada.
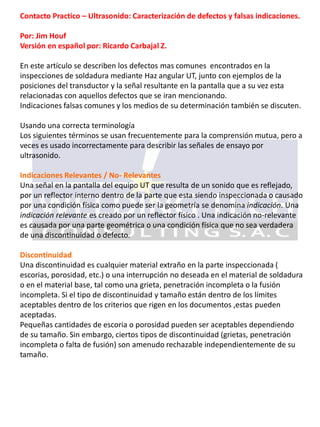
- 6. Porosidad La porosidad en soldadura es formada de manera similar a la escoria, cuando el gas es atrapado en la soldadura que ha enfriado y no permitido escapar estos pequeños cúmulos de gas a la superficie de soldadura. Sin embargo, en lugar de tener solidos lo que estaremos teniendo son formas irregulares, poros que usualmente son gases que están rellenando un espacio y son de forma redondeada. Reflectores Una superficie plana al haz de sonido perpendicular reflejará una gran cantidad de sonido resultante mediante una señal muy alta en la pantalla. Un agujero de lado (side-drilled) es un reflector de línea, reflejando el sonido de la circunferencia sólo cuando el haz de sonido golpee el agujero perpendicular a la circunferencia con una longitud igual a la profundidad del agujero. Como resultado, la señal de un agujero de lado es más pequeño en eje de amplitud de la pantalla (altura) frente a un reflector plano. Un reflector redondeado, tal como un poro de gas, es puntual y el sonido se refleja desde tan solo un único punto en el que el haz de sonido golpea al agujero perpendicular a la circunferencia. Debido a que un poro no tiene una longitud apreciable y el diámetro es por lo general un porcentaje muy pequeño del área de sección transversal del haz de sonido, la señal procedente de un poro devuelve una muy pequeña cantidad de sonido, lo que resulta en una muy discreta señal de pantalla a menudo de baja amplitud. El efecto del haz de sonido se viene reflejando a partir de esa forma circular como señal en la pantalla para los distintas porosidades características. Cuando el haz de sonido golpea primero un poro circular, lo hace con una ligera inclinación, haciendo que el sonido se refleje a una distancia alejada del transductor (Fig. 4a). Borde delantero del haz de sonido
- 7. A medida que la línea central del haz de sonido golpee el poro directamente, el sonido se refleja de nuevo hacia el transductor (. Fig. 4b). Sin embargo, como la línea central pasa sobre el poro, el sonido de la parte inferior del cono de sonido es de nuevo reflejada una distancia alejada del transductor (. figura 4c). El resultado general es una sola señal estrecha, afilada señal que aparece en la pantalla en una sola ubicación y luego desaparece inmediatamente. Hay algunas excepciones a esto; si el poro es grande o está cerca de la superficie de examinación, la señal puede moverse ligeramente hacia la izquierda, por lo general 1 a 2 cuadriculas, antes de desaparecer. Línea central del haz de sonido Borde detrás (posterior) del haz de sonido Las Figuras 4. Resultados en pantalla de las posiciones relativas del haz de sonido referentes a un poro a) Bode delantero, b) Línea central, c) Borde detrás (posterior) del contacto del haz de sonido frente a un poro.
- 8. Una vez más, donde el poro es una puntual fuente de reflexión, la señal se maximiza, el operador dará cuenta de un ligero movimiento del transductor hacia adelante o hacia atrás, o oscilara el transductor ligeramente hacia la derecha o hacia la izquierda, causando que la señal desaparezca. En el caso de la porosidad anidada o poros cercanamente alineados, la pantalla puede demostrar varias señales muy juntas que puede ser confundido con inclusiones de escoria. Sin embargo, a menudo es posible aislar las señales individuales, las cuales mostrarán las trazas apretadas o estrechas y la ubicación de cada señal en un punto, sin significativos movimientos laterales , caso que generalmente no se da con señales de una inclusión de escoria. Indicaciones No relevantes y Falsas Indicaciones Como se mencionó anteriormente, las indicaciones no relevantes son los que no afectarán el servicio del componente o son creados por una geometría u otra características físicas. Algunos de las indicaciones mas comunes en esta categoría son aquellas dadas por la barra de respaldo, la conversión de modo y las señales procedentes de fuentes externas de la soldadura. Barras de respaldo Las barras de respaldo se utilizan comúnmente en las soldaduras a tope en acero estructural. su propósito es para proporcionar una superficie debajo de la ranura de soldadura en el que poner la primera cuenta o pase de raíz de la soldadura. Una unión soldada a tope respaldada adecuadamente dará lugar a la penetración completa entre las paredes laterales de la soldadura y la barra de respaldo. Como resultado, el haz de sonido puede entrar en la barra de respaldo a través de esta unión de soldadura, rebotando en torno la barra de respaldo reflejándose desde una de las esquinas para luego regresar de nuevo al transductor. La figura 5a muestra esta configuración de junta y cómo el haz de sonido puede reflejarse de vuelta de una esquina. La señal reflectora de la barra de respaldo se mostrara solo un poco dentro de la segunda pierna y puede ser identificado erróneamente como una discontinuidad en una pared lateral del cordón debido a la aparente ubicación de la señal que se muestra en la pantalla (Fig. 5b).
- 9. conversión de modo Modo Convertido (Mode Conversion). El modo convertido resulta cuando la reflexión de una onda de corte que proviene de la superficie causa que la onda se convierta en una onda longitudinal. Esto ocurre generalmente con la soladura de respaldo cuando la onda de corte golpea con el espacio creado por la pobre unión que se ha dado con la barra de respaldo, convirtiéndose así en una onda longitudinal que viaja hasta la cara (corona) de la soldadura (Fig. 6). Luego la onda Longitudinal retorna entonces a la raíz convirtiéndose de nuevo en una onda cortante y retornando al transductor. Debido a que la velocidad de la onda Longitudinal es aproximadamente el doble que la de una onda de corte, la señal resultante aparecerá a medio mitad de camino fuera pero en la segunda pierna. La cara (corona) de soldadura es un buen reflector y la señal es muy fuerte, a menudo superior a 100 por ciento de la altura de la pantalla completa. La localización y tamaño de las señales de “Modo Convertido” son fácilmente identificables como tipo de falsa indicación. Figura 5. Soldadura de acero estructural con respaldo (a) Haz de sonido ingresando en la barra de respaldo a través de la junta de soldadura y (b) el resultado de la señal. Figura 6. Ilustración de (a ) Conversión de modo resultado cuando una onda de corte alcanza un espacio causado por una pobre unión con la barra de respaldo (b) el resultado de la señal.
- 10. conversión de modo En primer lugar, la altura de la señal es extremadamente fuerte para que una discontinuidad este ubicada en esta ubicación aparente.. En segundo lugar, si la ruta de sonido se calcula correctamente, el operador puede ver que la ubicación esta aparente está fuera de la soldadura en la zona afectada por el calor. Cuando esto ocurra humecte la cara (corona) de la soldadura donde aparentemente la amortiguación con la superficie ha ocurrido y el sonido se ha convertido . El Modo Convertido como tal, también puede ocurrir en la raíz abierta de soldaduras de tuberías y en soldaduras de tipo doble “V” en planchas soldadas si la raíz o el lado opuesto lateral de la cara (corona) de soldadura es de una forma que lo permitiría. Reflectores extraños De vez en cuando, las señales de pantalla aparecen donde no debería estar lógicamente. Un ejemplo puede ser como las que se muestran en las conexiones viga-columna. Si una cartela ha sido soldada entre la brida de columna para llevar la carga estructural a través de la columna y la placa que están alineados con la parte superior e inferior de las alas de la viga, las soldaduras de filete en la cartela puede reflejar el sonido de vuelta al transductor tal se como muestra en las posiciones del transductor A y B en la figura. 7. Estas señales pueden ser confusas porque parecen estar fuera de la zona de soldadura. cuando esto ocurre, es necesario inspeccionar visualmente la parte para ver si una parte o la soldadura pueden estar causando estas señal de errónea. Figura 7. Conexiones Viga – Columna (Beam – Column) son fuente de extraños reflectores en posiciones como A y B e indicaciones no relevantes como el transductor ubicado en la posición C. Ala de columna Ala de viga Alma Agujero Cartela Cartela soldada a filete
- 11. Otra indicación no relevante que podría ocurrir en las conexiones viga-columna, es si se han hecho agujeros al alma para permitir el acceso a todo la anchura del ala de la viga. Esta señal generalmente aparece fuerte en la primera pierna, cuando el transductor está cerca del centro de la viga (incluye el alma), pero esta demasiado lejos de la soldadura para ser una indicación relevante, posición C del transductor en la figura. 7. Si esto ocurre, el operador debe humedecer con acoplante a lo largo de los bordes del agujero para confirmar que la señal viene del agujero mismo. Cabe señalar que la discontinuidades descritas y mencionadas en este artículo son de carácter general, dentro de la naturaleza de las discontinuidades reales dados en soldaduras de producción pueden variar dependiendo ángulo de cuña, el espesor del material, la configuración de la soldadura y el tamaño de la discontinuidad. Sin embargo, si los operadores están familiarizados conlas presentaciones generales dadas en la pantalla para diferentes tipos de discontinuidades, ellos estarán mejor entrenados para categorizar defectos de soldadura e identificar correctamente falsas indicaciones que serían costosas, si una mala identificación los nombra como defectos. Por: Jim Houf Manager of ASNT’s Technical Services Department and administer all ASNT certification programas De la revista “ The NDT Technicican” publicada por ASNT Versión en español por: Ricardo Carbajal Z. Para personal de Welding Tech Consulting S.A.C. y miembros