Descargado 56 veces


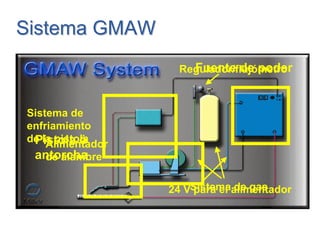






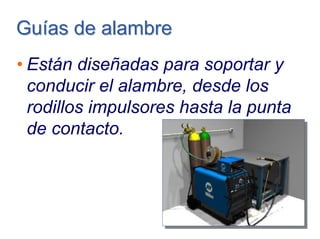
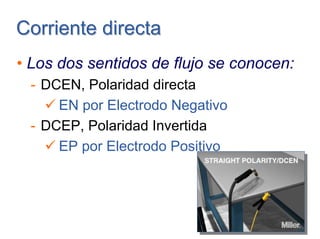
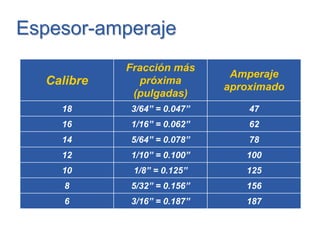
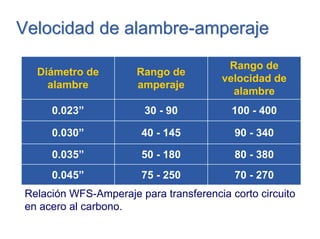
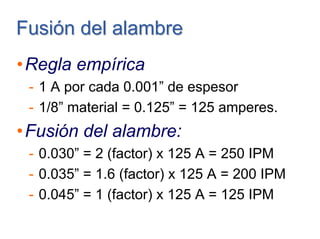
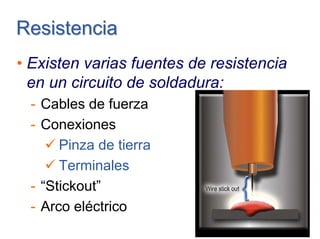

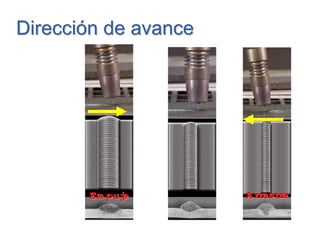


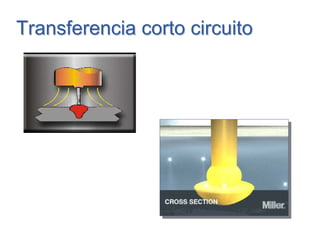
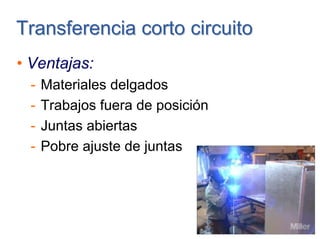
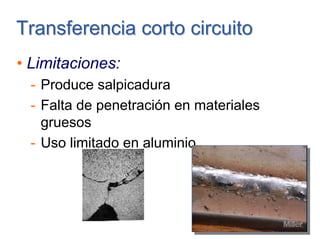


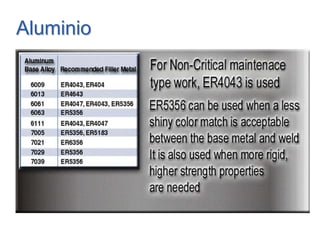

El documento describe el proceso GMAW, incluyendo los sistemas GMAW, fuentes de poder, alimentadores de alambre, pistolas, guías de alambre, elementos eléctricos como voltaje y corriente, variables del proceso como metal base y espesor, modos de transferencia como corto circuito y spray, y gases de protección como argón y dióxido de carbono. Explica los componentes clave del sistema GMAW y cómo afectan los parámetros del proceso de soldadura.


























































