Ibnorca asme-004 rev. 00
•
0 recomendaciones•587 vistas

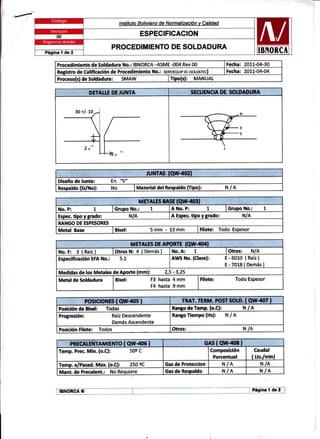
Este documento proporciona las especificaciones para un procedimiento de soldadura manual con electrodo revestido (SMAW). El procedimiento se aplica a la soldadura en posiciones todas de uniones en V con espesores de metal base de 5 a 13 mm. Se utilizarán electrodos E6010 para la raíz y E7018 para las capas restantes. No se requiere precalentamiento ni post-calentamiento.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (12)
Destacado
Destacado (12)
Similar a Ibnorca asme-004 rev. 00
Similar a Ibnorca asme-004 rev. 00 (20)
Ibnorca asme-004 rev. 00
- 1. ESPECIFICACION PROCEDIMIENTO DE SOLDADURA Proced¡miento de Soldadura No.: IBNORCA -ASME -004 Rev 00 Fecha: 2011-04-30 Reglstrc de Cal¡ficación de P¡ocedimiento No': s¡np/¡Qupor (soLo¡nc) Fecha:2011-04-04 Proceso{s} de Soldadura: SMAW TiDoIsI: MANUAL DETAII"E DE JUNTA SECUENCIADE SOTDAOURA JUf{rAS (Qw402l Diseño de Junta: En 'V" nesDaldo (s¡/No): No Material del Respaldo tf¡po)r N / A MEÍATES BASE (QW{03} No. P: 1 Grupo No.: L A No. P: 1 lcrupo No.: t Espec, tipo y gEdo: N/A A Espec. üpoyErado: N/A RANGO DE ESPESORES Metal Base Bisel: smm - 13mm Filete: Todo Espesor META[ES DE APORTE (qW{041 No, F: 3 ( Raíz ) Otros N: 4 ( Demás ) No, A: 1 lotros: N/A Espec¡ficación SFA No.: 5.1 Aws No, (clasel: E - 6010 ( Raíz ) E - 7018 ( Demás ) Medidas de los Metales de Aporte (mm): 2,5 - 3,25 Metel de Soldadura Blsel: F3 hastá 4 mm F4 hesta 9 mm Fllete: Todo Espesor P,OSTCTONES ( QW{05 } TRAT. TERM. POST SOI¡'. ( QW4O' I Poslclln de Blsel: Todas RanRo de Temp. lo.Cl: N /A Progreslón: Raíz Descendente Demás Ascendente Rango Tlempo (Hs): N /A Posic¡ón F¡lete: Todos Otros: N /A PRECATEIIITAMIENTO ( qW4O6 } GAS I A[r-4{l8l Temp, Prec. Min, (o.Cl: 50e C Composiclón Porcentual Caudal f tts,/mlnl Temo. e/Pasad. Max. {o'C): 250 eC Gas de Protecc¡on N/A N/A Mant de Precalent,: No Requ¡ere Gas de Resoaldo N /A N /A | ¡BNoRca ot.- - I q¡em r ¿"¡ ¡
- 2. / ESPECIFICACION PROCEDIMIENTO DE SOLDADURA Oscilac¡ón: 2 Diám. Elect. Max. Limp. lnic, y e/ Pas.: Amoladora y cepillo Dlámetro deTobera de Gas: N / A SEGÚN TABLA VARIABT¡S DEL PROCESO 5 rt ,¿&¿r,i¿ nliti $ ETABORADO POR: Ricardo Baya Aliaga JEFE DEL ORGANISMO DE INSPECC¡ÓN i rBNoRbA o I Fá¡t!1r_Fz i