1. INSPECTION JOURNAL
The Magazine for Inspection May 2020 Nº 01
Danfer De la Cruz Carrasco es Ingeniero de Soldadura, Surveyor- Lloyd's Register Verification Limited, Inspector Autorizado ASME,
Inspector National Board en Reparaciones & Alteraciones, Inspector Autorizado API 570, API 653 & 510, Senior CWI & Bridge Welding
Inspector -AWS, ASNT NDT-Level III, Inspector de Grúas Móviles -NACB, Auditor LíderISO 9001y Consultor Técnico para WELDING
INSPECTOR PERU S.A.C - Telf.: 987312768
1
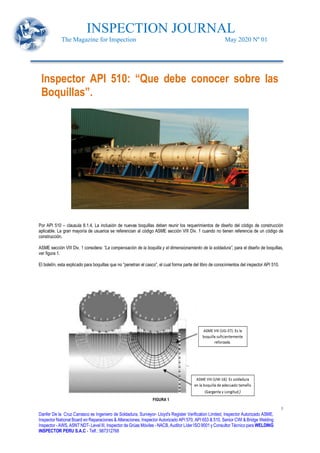
Por API 510 – clausula 8.1.4, La inclusión de nuevas boquillas deben reunir los requerimientos de diseño del código de construcción
aplicable. La gran mayoría de usuarios se referencian al código ASME sección VIII Div. 1 cuando no tienen referencia de un código de
construcción.
ASME sección VIII Div. 1 considera: “La compensación de la boquilla y el dimensionamiento de la soldadura”, para el diseño de boquillas,
ver figura 1.
El boletín, esta explicado para boquillas que no “penetran el casco”, el cual forma parte del libro de conocimientos del inspector API 510.
FIGURA 1
Inspector API 510: “Que debe conocer sobre las
Boquillas”.
2. INSPECTION JOURNAL
The Magazine for Inspection May 2020 Nº 01
Danfer De la Cruz Carrasco es Ingeniero de Soldadura, Surveyor- Lloyd's Register Verification Limited, Inspector Autorizado ASME,
Inspector National Board en Reparaciones & Alteraciones, Inspector Autorizado API 570, API 653 & 510, Senior CWI & Bridge Welding
Inspector -AWS, ASNT NDT-Level III, Inspector de Grúas Móviles -NACB, Auditor LíderISO 9001y Consultor Técnico para WELDING
INSPECTOR PERU S.A.C - Telf.: 987312768
2
Compensación de boquilla.
La figura UG-37.1 del código ASME VIII Div 1, es el verdadero estilo de código, incorpora una cantidad formidable de información sobre una
sola página. Demos una mirada a la figura y lo que realmente muestra es un “diagrama de media sección”, dos mitades separadas por una
línea vertical en el centro. El lado izquierdo muestra una boquilla que “penetra el casco”. El lado derecho: es una boquilla colocada encima,
es decir “no penetra el casco”.
Ahora mire las ecuaciones y el texto debajo del diagrama. Está dividido en dos escenarios, separados por una línea horizontal imaginaria
aproximadamente a mitad de la página. La mitad superior cubre la situación donde la boquilla no tiene un refuerzo (pad de compensación)
y la mitad inferior aplica a cuando se ha instalado un refuerzo. Tenga en cuenta algunos otros puntos sobre este diagrama.
• El área cortada para acomodar la boquilla recibe el símbolo A.
• El código utiliza el principio del método de área de reemplazo. Esto es bastante simple; el área cortada (A) debe ser reemplazado por
metal disponible o agregado de otras áreas para restaurar la resistencia del componente.
El reemplazo se puede tomar de una combinación de cuatro lugares (Ver figura 2):
1. Exceso de material (superior al requerido) disponible en el casco (llamado A1).
2. Exceso de material (superior al requerido) disponible en la boquilla (llamado A2).
3. Material disponible en las soldaduras. El número de soldaduras obviamente depende de si hay o no una pad de refuerzo instalado.
Estos se llaman A41 y A42 (tenga en cuenta que A43 como se muestra en ASME VIII figura UW-37.1 no aplica para boquillas que
no atraviesan el casco.
4. Material disponible A5 en el pad de refuerzo si es puesto.
Método del Área de Remplazo:
Área Removida (A) debería ser compensada por la suma de A1+ A2+ A4+A5
Debería haber un área extra disponible. Si no, un pad de refuerzo debería ser agregado para compensar la diferencia.
FIGURA 2
3. INSPECTION JOURNAL
The Magazine for Inspection May 2020 Nº 01
Danfer De la Cruz Carrasco es Ingeniero de Soldadura, Surveyor- Lloyd's Register Verification Limited, Inspector Autorizado ASME,
Inspector National Board en Reparaciones & Alteraciones, Inspector Autorizado API 570, API 653 & 510, Senior CWI & Bridge Welding
Inspector -AWS, ASNT NDT-Level III, Inspector de Grúas Móviles -NACB, Auditor LíderISO 9001y Consultor Técnico para WELDING
INSPECTOR PERU S.A.C - Telf.: 987312768
3
Límites de refuerzo
Los límites de refuerzo son las distancias lineales desde la boquilla, más allá del cual agregar refuerzo se vuelve ineficaz. En la práctica, el
tamaño (diámetro) del pad de compensación es frecuentemente elegido para coincidir con el límite de refuerzo, logrando así un diseño más
"eficiente". La figura 3 muestra los límites de refuerzo, extraídos de la figura del código UG-37.1.
Tenga en cuenta:
• Hay dos límites lineales: uno axialmente "a lo largo" del recipiente y otro radialmente hacia afuera "arriba de la boquilla".
• Ambos límites tienen dos opciones para su valor calculado. El límite axial utiliza el mayor de sus dos opciones mientras que el límite
radial utiliza el menor de sus dos opciones. En la práctica, generalmente es el primer término de cada opción que "gobierna".
LIMITES DE REFUERZO EN BOQUILLAS
FIGURA 3