Este documento describe los procesos de soldadura semiautomática MIG/MAG y TIG. La soldadura MIG/MAG usa un alambre electrodo que se introduce continuamente y un gas de protección. Existen diferentes tipos de transferencia del metal, como por cortocircuito o pulverización axial. La soldadura TIG usa un electrodo no consumible de tungsteno y un gas protector inerte. Ambos procesos producen uniones de alta calidad en diversos metales y espesores.
Elaboración de la estructura del ADN y ARN en papel.pdf
Cap iv-soldadura-mig-mag-tig-2016-ii (1)
1. CURSO: TECNOLOGIA DE LA SOLDADURA
Docente: Mgr. Carlos Gutiérrez Delgado
2do Año. Semestre 2016-II
CAP IV. SOLDADURA SEMIAUTOMÀTICA MIG/MAG TIG
4,1 Soldadura Mig/Mag.
4,2 Características.
4,3 Descripción del equipo.
4,4 Técnica de la soldadura.
4,5 Soldadura TIG.
4,6 Características.
4,7 Descripción del equipo.
4,8 Técnica de la soldadura.
4,9 Aplicaciones.
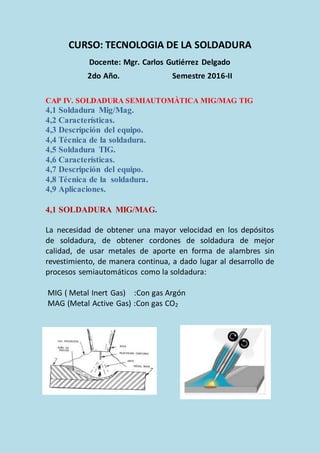
4,1 SOLDADURA MIG/MAG.
La necesidad de obtener una mayor velocidad en los depósitos
de soldadura, de obtener cordones de soldadura de mejor
calidad, de usar metales de aporte en forma de alambres sin
revestimiento, de manera continua, a dado lugar al desarrollo de
procesos semiautomáticos como la soldadura:
MIG ( Metal Inert Gas) :Con gas Argón
MAG (Metal Active Gas) :Con gas CO2
2. 4,2 CARACTERÍSTICAS
El proceso puede ser:
A) SEGÚN SU REGIMEN
- SEMIAUTOMÁTICO: La tensión de arco, la velocidad de
alimentación del hilo, la intensidad de soldadura y el caudal
de gas se regulan previamente. El avance de la antorcha de
soldadura se realiza manualmente.
- AUTOMÁTICO: Todos los parámetros, incluso la velocidad de
soldadura, se regulan previamente, y su aplicación en el
proceso es de forma automática.
- ROBOTIZADO: Todos los parámetros de soldeo, así como las
coordenadas de localización de la junta a soldar, se
programan mediante una unidad específica para este fin. La
soldadura la efectúa un robot al ejecutar esta programación.
B) PARAMETROS
POLARIDAD: Normalmente se trabaja con polaridad invertida
o positiva, es decir, la pieza al negativo y el alambre de
soldadura al positivo. Con esta polaridad se aprovecha la
acción limpiadora del arco (los electrones fluyen del negativo
al positivo)
AMPERAJE : este parámetro resulta determinante en la
forma de transferencia del metal a la pieza y en la cantidad de
3. calor producido, que va de acuerdo al espesor del metal base
y al diámetro del alambre.
VELOCIDAD DE ALIMENTACIÓN DEL ALAMBRE : Provoca la
variación de la intensidad gracias al fenómeno de la
autorregulación.
NATURALEZA DEL GAS: presenta una notable influencia sobre
la forma de transferencia del metal, penetración, aspecto del
cordón, proyecciones.
C) TRANSFERENCIA DEL METAL
C1 TRANSFERENCIA POR CORTOCIRCUITO.
En esta forma de transferencia, el hilo se funde formando una
gota que se va alargando hasta el momento en que toca el metal
de base. se produce un cortocircuito, aumenta en gran medida la
intensidad y como consecuencia, las fuerzas axiales rompen el
cuello de la gota y simultáneamente se reanuda el arco.
Para que un arco se comporte de esta forma, deben cumplirse
una serie de condiciones:
- Utilización de polaridad inversa o positiva.
- Tensión y densidad de corriente bajas.
- Gas de protección CO2 o mezclas de Ar/CO2.
Con este tipo de arco se sueldan piezas de reducidos espesores,
soldaduras en posición vertical (3G), sobrecabeza (4G) porque el
baño de fusión es reducido y fácil de controlar.
C2) TRANSFERENCIA GLOBULAR.
Cuando se opera con este tipo de arco, el alambre se va
fundiendo por su extremo a través de gotas gruesas de un
diámetro hasta tres veces mayor que el del electrodo., la
transferencia del metal es dificultosa, y, por tanto, el arco
inestable, de poca penetración, y se producen numerosas
proyecciones.
4. El arco suele comportarse de esta forma cuando hay valores
grandes de tensión y bajos de intensidad, o también cuando se
utiliza polaridad directa o negativa.
C3) TRANSFERENCIA POR PULVERIZACIÓN AXIAL.
En este caso la transferencia se realiza en forma de gotas muy
finas que se depositan sobre el metal base de forma
ininterrumpida, similar a una pulverización por spray. Se
caracteriza por un cono de proyección muy luminoso y por un
zumbido característico.
Para que un arco se comporte de esta manera, es necesario que:
- Se utilice polaridad inversa o positiva.
- El gas de protección sea Ar o mezcla de Ar con algo de O2 o de
Ar con CO2.
- Exista una tensión de arco relativamente elevada y una
densidad de corriente también elevada.
La penetración que se consigue es buena, por lo que se
recomienda para soldar piezas de gran espesor. Como
inconveniente, cabe destacar que el baño de fusión resulta
relativamente grande y fluido, por lo que no se controla con
facilidad en posiciones difíciles.
C4) TRANSFERENCIA POR ARCO PULSADO.
En este tipo de transferencia, se combina la superposición de dos
corrientes, una ininterrumpida y de débil intensidad (llamada de
base) cuyo objetivo es proporcionar al alambre, la energía
calorífica para mantener el arco encendido y otra constituida por
una sucesión de pulsaciones a una determinada frecuencia. Cada
pulsación eleva la intensidad a un valor suficiente que hace
fundir una gota del mismo diámetro que el diámetro del hilo que
se está utilizando. Esta gota se desprende antes de que el
extremo del hilo llegue a hacer contacto con el metal base, como
5. consecuencia de las fuerzas internas que actúan. De esta manera
se elimina en su totalidad las proyecciones, tan características de
otros tipos de transferencia.
D) VENTAJAS
La soldadura MIG/MAG es intrínsecamente más productiva.
Es un proceso versátil, pudiendo depositar el metal a una
gran velocidad y en todas las posiciones.
El procedimiento es muy utilizado en espesores delgados y
medios.
Aplicable para metales ferrosos (aceros) y no ferrosos
(aluminio).
Produce soldaduras de gran calidad para diferentes
aplicaciones.
4,3 DESCRIPCIÓN DEL EQUIPO
6. Los equipos incluyen:
Fuente de poder
Mecanismo de avance del alambre
Botella de gas de protección.
Cable conductor de corriente
Cable con pinza para metal base
Manguera de gas protector
Soplete para soldar
Boquilla de corriente.
Carrete de electrodo de alambre
GASES:
CO2
Es un gas reactivo, en el arco se disocia según:
CO2 CO + ½ O2
El oxígeno se combina con el metal para dar óxidos
que se deposita como escoria.
No es posible la transferencia spray
Es ineficiente en materiales gruesos.
ARGON.
Se utiliza en la soldadura de metales no ferrosos(Al,
Ni, Cu, Mg).
Proporciona una excelente estabilidad del arco
Se consigue una buena penetración y buen acabado
del cordón de soldadura.
4,4 TÉCNICA DE LA SOLDADURA.
La pistola de soldadura debe mantenerse en una
posición correcta para que el gas proteja de forma
conveniente el baño de fusión.
7. La ejecución de la soldadura puede realizarse de
derecha a izquierda o de izquierda a derecha
La inclinación del la antorcha respecto a la vertical será
aproximadamente de unos 10°, no siendo recomendable
su utilización para inclinaciones superiores a los 20°.
La longitud libre de hilo deberá estar comprendida entre
8 y 20 mm.
El movimiento de la pistola al ejecutar soldaduras
planas, puede ser: movimiento lineal, movimiento
circular movimiento a impulsos.y movimiento pendular.
8. 4,5 SOLDADURA TIG.
Soldadura semiautomática denominado TUNGSTEN INERT
GAS (TIG), utiliza un electrodo no consumible de W aleado
con Th para establecer el arco, en el circuito establecido con
todos los componentes: Fuente de poder, metal base,
portaelectrodo de diseño especial, gas de protección.
Se utiliza una varilla de aporte denominado TIGFIL de
diferente composición de acuerdo al metal base que se desea
soldar.
Interviene mucho la habilidad del soldador para producir
cordones o uniones de calidad.
9. 4,6 CARACTERÍSTICAS
El sistema TIG es un sistema de soldadura al arco con
protección gaseosa que utiliza el intenso calor del arco
eléctrico, generado entre un electrodo de tungsteno no
consumible y la pieza a soldar, donde puede utilizarse o no
metal de aporte.
Se utiliza un gas de protección (argón helio) cuyo objetivo es
desplazar el aire, para eliminar la posibilidad de
contaminación de la soldadura por él oxigeno y nitrógeno
presente en la atmósfera que rodea la zona de fusión.
Con este método se produce alta calidad de soldadura en
todos los metales, incluyendo aquellos difíciles de soldar,
como también para soldar metales de espesores delgados y
para depositar cordones de raíz en unión de tuberías.
VENTAJAS DEL SISTEMA TIG
No se requiere de fundente, y no hay necesidad de
limpieza posterior en la soldadura.
10. No hay salpicadura, chispas ni gases, al producirse metal
de aporte a través del arco
Brinda soldadura de alta calidad en todas las posiciones,
sin distorsión.
El área de soldadura es visible claramente.
Es apropiado para prácticamente todos los metales.
El sistema puede ser automatizado, controlado
mecánicamente la pistola y/o el metal de aporte.
ELECTRODOS
Pueden ser de tungsteno puro, o de tungsteno aleado con
uno o un dos por ciento de torio, o de circonio, su punto de
fusión es de 3800ºC.
Los diámetros más utilizados son los de 1.5 - 2.5 y 3 mm.
Afilado del electrodo. Para obtener buenos resultados en la
soldadura deben utilizarse un electrodo afilado
correctamente. En general, suelen afilarse en punta, para el
soldeo de la corriente continua; y en forma semiesférica, para
soldar con corriente alterna.
También es importante que el electrodo esté bien recto, pues
en caso contrario, el chorro de gas protector y el arco no
serían concéntricos.
11. 4.7 DESCRIPCIÓN DEL EQUIPO.
Equipo consta:
Fuente de poder, máquina de CC o CA.
Cable para electrodo y conducción de gas.
Botella de gas inerte.
Cable para tierra.
Portaelectrodo con tubo de contacto y tobera.
4.8 TÉCNICA DE SOLDADURA.
Al ser un proceso semiautomático, el resultado responde a la
experiencia práctica del soldador.
Se debe de tener en cuenta los siguientes parámetros:
Regulación del amperaje.
Caudal del gas protector.
Preparación del electrodo.
Selección del material de aporte.
Velocidad de deposición.
12. Cuadro 4.1
Tabla de selección de electrodos
Material Tipo de
corriente
Penetración Gas Electrodo
Aluminio CA, CC Media Argón W
Acero inox. CC Alta Argón W-Th
Acero dulce CC Alta Argón W-Th
Cobre CC Alta Argón W-Th
Níquel CC Alta Argón W-Th
Manganeso CA, CC Media Argón W
13. 4.9 APLICACIONES.
Este sistema TIG puede ser aplicado casi a cualquier tipo de
metal, como: aluminio, acero dulce, inoxidable, fierro,
fundiciones, cobre, níquel, manganeso, etc.
Es especialmente apto para unión de metales de espesores
delgados desde 0,5 mm, debido al control preciso del calor
del arco y la facilidad de aplicación con o sin metal de aporte.