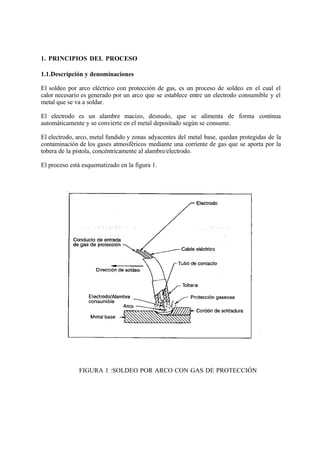
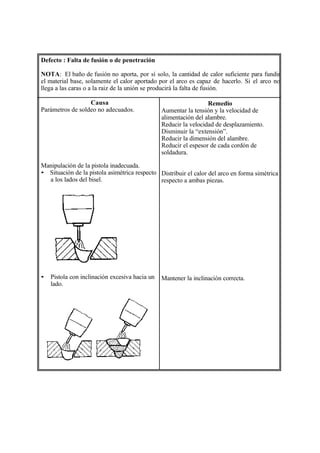
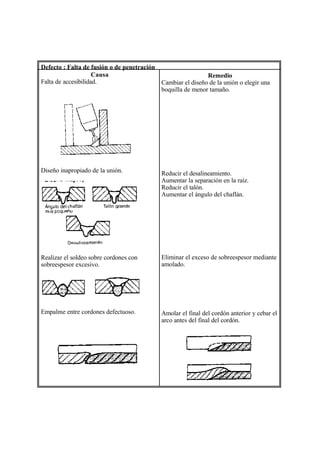
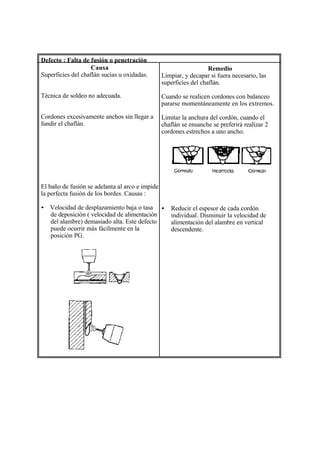
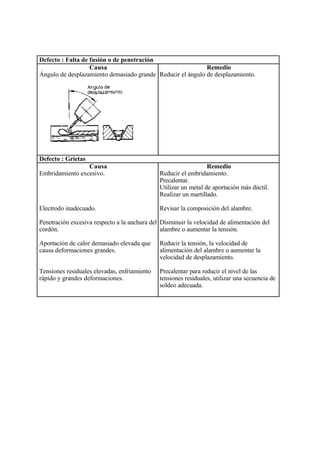
Este documento describe el proceso de soldadura semiautomática con gas de protección (MIG-MAG). Explica los principios del proceso, el equipo necesario incluyendo la fuente de energía, el sistema de alimentación de alambre, la pistola y los parámetros de soldadura. También analiza los modos de transferencia, los materiales de aportación, los gases de protección y los defectos típicos que pueden ocurrir.