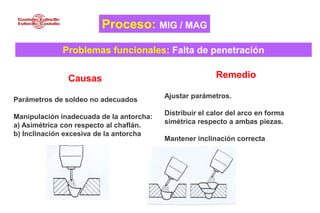
Este documento trata sobre el proceso de soldadura MIG/MAG. Explica las aplicaciones, el proceso, los parámetros de soldadura, los consumibles, las piezas y los problemas funcionales. Describe los diferentes tipos de transferencia de arco, incluidos el arco cortocircuito, el arco pulverizado y el arco pulsado. También cubre temas como la preparación de las piezas, los tipos de uniones, las posiciones de soldadura y el almacenamiento adecuado de los consumibles.