Entrega 3
•Descargar como DOCX, PDF•
0 recomendaciones•52 vistas

El documento describe dos sistemas automatizados: una cinta transportadora bifurcada donde el 70% de las cajas sigue por una cinta y el 30% por otra, usando contadores para controlar el flujo; y un pulmón de almacenamiento de pallets que usa temporizadores y un contador para controlar la entrada y salida de pallets al abrir y cerrar émbolos.

Recomendados
Más contenido relacionado
Similar a Entrega 3
Similar a Entrega 3 (20)
Más de Roy Maiguasca Nievez
Más de Roy Maiguasca Nievez (12)
Último
Último (20)
Entrega 3
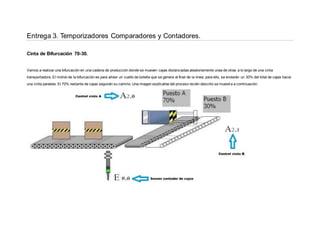
- 1. Entrega 3. Temporizadores Comparadores y Contadores. Cinta de Bifurcación 70-30. Vamos a realizar una bifurcación en una cadena de producción donde se mueven cajas distanciadas aleatoriamente unas de otras a lo largo de una cinta transportadora. El motivo de la bifurcación es para aliviar un cuello de botella que se genera al final de la linea; para ello, se enviarán un 30% del total de cajas hacia una cinta paralela. El 70% restante de cajas seguirán su camino. Una imagen explicativa del proceso recién descrito se muestra a continuación.
- 2. Para escribir la lógica de control de este problema se ha utilizado el software TIA Portal V13 como se ve a continuación. Solo se ha usado un tipo de contador SIMATIC: el S_CD que es un counter down, es decir, un contador en el que se configura un número determinado de eventos a contar y cuando el contador detecta señal del evento, descuenta uno. Así hasta acabar con la cuanta atrás. Como este contador considera el 0 como primer valor, para contar 7 cajas en una cinta y 3 en la otra se ha usado el 8 y el 4 respectivamente. El Segmento 1 se destina a contar las 7 primeras cajas dirigidas hacia la cinta A. El contador comenzará su cuenta atrás cuando se le encienda mediante un interruptor y detecte una caja pasando por la cinta principal (I0.0 e I0.1). DIcho interruptor de arranque controlará ambos contadores ya que la cinta B (y su contador) no se activará hasta que el contador de la cinta A no haya acabado. El contador se reseteará cuando la cinta B haya acabado su cuenta atrás (Q2.1) y se detendrá el movimiento de todas las cintas en caso de emergencia con el pulsador (I0.7).
- 3. Algo semejante sucede con el Segmento 2, solo que el contador de la cinta B está programado para contar 3 eventos (c#4). Cuando éste acabe, reseteará el contador de la cinta A y todo volverá a comenzar.
- 4. Mucho más visual y fácil que la explicación es el siguiente video que muestra una simulación en PLCSIM del proceso:
- 6. Se quiere automatizar un almacenaje de pallets mediante un pulmón de modo que su funcionamiento sea el siguiente: El sensor I0.0 detecte un pallet, se abrirá un émbolo Q2.0 que dará paso al pulmón. Justo al entrar, otro sensor I0.1 contabilizará el pallet y activará un temporizador que al cabo de un cierto tiempo cerrará el émbolo. Cuando el pulmón disponga de algún pallet y reciba la señal I0.2 de demanda, se abrirá el émbolo de salida Q2.4 para dejar salir un pallet. Un sensor I0.3 detectará que el pallet ha salido, descontará uno al total de pallets del pulmón y activará un temporizador que cerrará la salida al cabo de cierto tiempo. Para aclarar el diagrama ladder realizado en TIA Portal V13 a continuación se muestra un resumen de entradas y salidas utilizadas: Entradas: - I0.0: Sensor que detecta un pallet llegando al pulmón. Sirve para abrir el pulmón.
- 7. - I0.1: Sensor que detecta si un pallet ya ha entrado al pulmón. Dispara el temporizador de cerrado del émbolo entrada del pulmón. - I0.2: Pulsador para demandar un pallet del pulmón. - I0.3:Sensor que detecta si un pallet ya ha salido del pulmón. Dispara el temporizador de cerrado del émbolo de salida del pulmón. Temporizadores: - T1: Temporizador S_ODTS para el cierre del émbolo de entrada del pulmón. - T2: Temporizador S_ODTS para el cierra del émbolo de salida del pulmón. - T3: Temporizador S_PULSE auxiliar para el último pallet. Contadores: - C1: Contador S_CUD para sumar y descontar pallets entrante sy salientes del pulmón. Salidas: - Q2.0: Señal para que el émbolo de entrada baje. - Q2.1: Señal luminosa que indica que el pulmón está vacio. - Q2.2: Señal luminosa que indica que el pulmón está lleno. - Q2.4: Señal para que el émbolo de salida baje. - Q2.6: Señal luminosa que indica que el pulmón tiene huecos libres. En el Segmento 1 activará el émbolo de entrada si se detecta pallet en espera de entrar y si el pulmón está lleno. Dicho émbolo se desactivará y la entrada se cerrará cuando se consuma el tiempo del temporizador T1 o cuando el pulmón tenga 10 pallets ya almacenados en él.
- 8. En el Segmento 2 tenemos un contador SIMATIC de tipo S_CUD. Éste contador sumará uno cada vez que se detecte pallet en el pulmón y restará uno cada vez que se detecte pallet saliente del pulmón.
- 9. El Segmento 3 cerrará el émbolo de entrada cuando hayan pasado 3 segundos. Es un temporizador S_ODTS que permite retardo. Se dispara con la señal I0.1 que detecta el pallet ya dentro del pulmón.
- 10. Con el Segmento 4 se saca un pallet cuando se cumplan dos condiciones: que haya pallets dentro del pulmón y que alguien los pida I0.2.
- 11. El Segmento 5 es simplemente otro temporizador S_ODTS para cerrar la salida con un cierto retardo.
- 12. Los Segmentos6, 7 y 8 serán las luces indicadoras de cómo está el pulmón: 1- Segmento 6: tiene huecos pero no está totalmente vacío (Q2.6). 2- Segmento 7: el pulmón está totalmente vacío (Q2.1). 3- Segmento 8: el pulmón está totalmente lleno (Q2.6).
- 14. Para ver el proceso, se adjunta el siguiente gif de la simulación del proceso en el PLCSIM.
- 15. En el vídeo podemos ver cómo cuando el contador llega a diez unidades y aparece la señal de "Pulmón lleno", si intentamos activar I0.0 para que pase otro pallet, el émbolo de entrada no se activará (Q2.0 no se excita).