
Recomendados
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Procedimiento de inspección visual en soldadura según asme viii
Similar a Procedimiento de inspección visual en soldadura según asme viii (20)
Último
Último (20)
Procedimiento de inspección visual en soldadura según asme viii
- 1. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 1 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV PROCEDIMIENTO DE INSPECCIÓN VISUAL EN SOLDADURA SEGÚN ASME VIII PARA RECIPIENTE A PRESIÓN FABRICADOS CON SOLDADURA MATERIAL ASTM A572 GR50 ÍNDICE 1. OBJETIVO........................................................................................................................... 2 2. ALCANCE ........................................................................................................................... 3 3. RESPONSABILIDAD ......................................................................................................... 3 4. DOCUMENTOS, NORMAS Y CÓDIGOS DE REFERENCIAS....................................... 3 5. DEFINICIONES................................................................................................................... 3 6. DESARROLLO.................................................................................................................... 4
- 2. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 2 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV 6.1. Equipos y accesorios ..................................................................................................... 4 6.2. Requerimientos de los equipos de inspección............................................................... 4 6.3. PROCESO FCAW-S..................................................................................................... 4 6.4. Requisito de iluminancia............................................................................................... 5 6.5. Parámetros a considerar en la inspección del proceso de soldadura ............................. 5 6.1. Tipos de juntas de recipientes a presión fabricados por soldadura ............................... 5 6.2. Áreas a examinar........................................................................................................... 6 6.1. Criterios de aceptación................................................................................................ 13 6.2. Limpieza y preparación de las áreas a examinar......................................................... 13 6.3. Examen visual Directa ................................................................................................ 13 6.4. Indicaciones que debe ser registrada........................................................................... 13 7. INSPECCION VISUAL..................................................................................................... 14 7.1. Inspección Visual antes del proceso............................................................................ 14 7.2. Inspección Visual durante el proceso.......................................................................... 14 7.3. Inspección Visual después del proceso ....................................................................... 14 8. ANEXO.............................................................................................................................. 15 8.1. ACERO A572 GR 50.................................................................................................. 15 8.1.1. Propiedades mecánicas........................................................................................ 15 8.1.1. Composición Química......................................................................................... 15 8.1.2. Dimensiones Estándar......................................................................................... 15 8.2. ELECTRO E71T-11.................................................................................................... 16 8.2.1. Propiedades mecánicas........................................................................................ 16 8.2.2. Composición química.......................................................................................... 16 1. OBJETIVO − Detectar discontinuidades en la superficie externa en los recipientes a presión fabricados con soldadura. − Registrar y marcar las posiciones de los defectos encontrados, con finalidad de realizar su posterior reparación.
- 3. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 3 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV 2. ALCANCE Este Procedimiento establece las condiciones y los pasos a seguir para realizar la Inspección de uniones soldadas y metal base ASTM A572 GRADO 50 a recipientes a presión fabricado con soldadura indicado en el ASME Sección VIII (Subsección B- Parte UW), incluyendo los métodos que garanticen el buen manejo para evitar los accidentes y reducir los daños en la tubería y accesorios. 3. RESPONSABILIDAD La realización del ensayo estará encargado por el Nivel I bajo supervisión del Nivel II, según la ASNT (SNT-TC-1A). La interpretación y calificación de las discontinuidades, además la firma del reporte VT está encargado el nivel II según ASNT (SNT-TC-1A). La realización del procedimiento, modificación y aprobación de esté procedimiento está encargado por el nivel III según ASNT (SNT-TC-1A). Encargado de la recopilación y el procesamiento de registros, procedimientos y evidencias proveniente de la Inspección visual de los Inspectores estará a cargo del Ingeniero de Calidad. 4. DOCUMENTOS, NORMAS Y CÓDIGOS DE REFERENCIAS − ASME BPVC VIII-2019 – Recipientes a Presión. − Practica recomendada SNT-TC-1A- Cualificación y certificación del personal en ensayos no destructivos. − AWS -Sociedad Americana de Soldadura. − ASTM - Sociedad Americana para Pruebas y Materiales. 5. DEFINICIONES − Indicación: La marca o denota la presencia de algo, evidencia de una discontinuidad, que requiere interpretación para determinar su significado. − Indicación falsa: Una indicación que es interpretada como causada por una condición diferente a una discontinuidad o imperfección. − Indicación no relevante: Indicación que es causada por una condición o tipo de discontinuidad que no es rechazable. Las indicaciones falsas son no relevantes. − Discontinuidad: Una interrupción que ser intencional o no, en la estructura física o configuración de una parte.
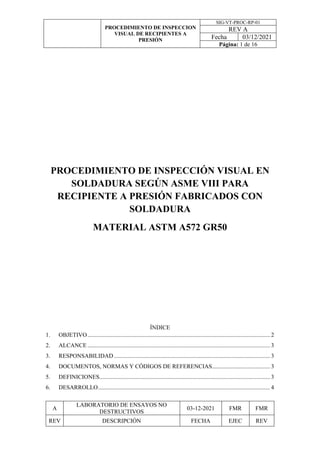
- 4. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 4 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV − Defecto: Una discontinuidad o grupo de discontinuidades cuyas indicaciones no cumplen un criterio de aceptación específica. − FCAW-S: Proceso de Soldeo al Arco Eléctrico con Electrodo Tubular Autoprotegido. − PQR: Registro de Calificación del Procedimiento. − WPS: Especificación del Procedimiento de Soldadura. − WPQR: Registro de Calificación de Soldador. 6. DESARROLLO 6.1. Equipos y accesorios El equipo para la inspección visual Directa que puede ser utilizado es el siguiente: − Reglas, flexómetro, vernier − Espejos, lupas − Calibrador de soldadura (Bridge Cam Gauge, Fillet Weld Gauge, V Mac Gauge, AWS Gauge) 6.2. Requerimientos de los equipos de inspección Los equipos y accesorios de inspección visual, deben tener la capacidad de distinguir los defectos tanto en longitud mínimas y forma según lo indica en los criterios de aceptación de la norma ASME VIII-Recipientes a presión. 6.3. PROCESO FCAW-S El proceso de soldadura al arco eléctrico con electrodo tubular auto protegida se considera como un proceso semiautomático en donde logra su función mediante un arco entre un electrodo tubular (material de aporte) y el material o la junta a soldar (material de base). La protección del cordón de soldadura se obtiene mediante un fundente que se encuentra dentro del electrodo tubular.
- 5. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 5 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV 1. Cable de corriente 2. Alambre tubular autoprotegido 3. Guía aislada 4. Punto de contacto 5. Arco 6. Metal base 7. Charco 8. Escoria 9. Depósito Solificado 6.4. Requisito de iluminancia Intensidad de Luz sobre la superficie o sitio de examen debe ser de 1076 Lx. La junta soldada o el componente deben tener la temperatura tal que las áreas de interés y los atributos puedan ser inspeccionados adecuadamente. 6.5. Parámetros a considerar en la inspección del proceso de soldadura − Tipo de Proceso: FCAW-S − Metal Base: ASTM 572 GRADO 50 − Material de aporte: AWS E71T-11 (diámetro 2 mm) − Precalentamiento: mínimo 21 °C − Precalentamiento entre pases: 108 °C hasta 153 °C − Características eléctricas: transferencia DCEP − Equipo a utilizar: INVERTEC V 350 PRO (350 A/34 V) 6.1. Tipos de juntas de recipientes a presión fabricados por soldadura El término "Categoría", como se usa en este documento, define la ubicación de una junta en un recipiente, pero no el tipo de junta. Las “Categorías” establecidas por este párrafo son para uso en otras partes de esta División para especificar requisitos especiales con respecto al tipo de junta y el grado de inspección para ciertas juntas de presión soldadas.
- 6. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 6 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV Categoría A. Uniones soldadas longitudinales y en espiral dentro de la carcasa principal, cámaras comunicantes, transiciones de diámetro o boquillas; cualquier junta soldada dentro de una esfera, dentro de una cabeza plana o formada, o dentro de las placas laterales de un recipiente de lados planos; cualquier junta soldada a tope dentro de una placa de tubos plana; Uniones circunferenciales soldadas que conectan los cabezales hemisféricos a las carcasas principales, a las transiciones de diámetros, a las boquillas a las cámaras comunicantes. (b) Categoría B. Uniones soldadas circunferenciales dentro de la carcasa principal, cámaras comunicantes, boquillas o transiciones de diámetro, incluidas las uniones entre la transición y un cilindro en el extremo grande o pequeño; Uniones circunferenciales soldadas que conectan formadas cabezas distintas de las semiesféricas a las carcasas principales, a las transiciones de diámetro, a las boquillas a las cámaras comunicantes. Las uniones soldadas circunferenciales son uniones a tope si el ángulo de medio vértice, α, es igual o menor a 30 grados y las uniones en ángulo cuando α es mayor de 30 grados. (Vea la Figura UW-3) Categoría C. Uniones soldadas que conectan bridas, solapes Van Stone, placas tubulares o cabezas planas a la carcasa principal, a las cabezas formadas, a las transiciones de diámetro, a las boquillas o a las cámaras comunicantes cualquier junta soldada que conecte una placa lateral a otro lado placa de un recipiente de lados planos. Categoría D. Uniones soldadas que conectan las cámaras comunicantes o boquillas a las carcasas principales, a las esferas, a las transiciones de diámetro, a las cabezas o a los vasos de lados planos, y aquellas uniones que conectan las boquillas a las cámaras comunicantes (para las boquillas en el extremo pequeño de una transición de diámetro, ver Categoría B). 6.2. Áreas a examinar Cordón de Soldadura y Metal base Debe ser examinado todos los atributos relacionados y requeridos para las soldaduras, incluyendo los correspondientes al metal base. En las siguientes figuras extraídas del ASME VIII-Subsección B-Parte UW.
- 7. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 7 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV
- 8. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 8 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV
- 9. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 9 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV
- 10. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 10 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV
- 11. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 11 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV
- 12. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 12 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV
- 13. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 13 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV 6.1. Criterios de aceptación SEGÚN EL ASME VIII- RECIPIENTES A PRESIÓN 6.2. Limpieza y preparación de las áreas a examinar El área de interés de la superficie a inspeccionar, y sus zonas adyacentes, deben estar secas y libres de grasa, aceite polvo, óxido, pintura y material extraño que puede interferir con el examen. 6.3. Examen visual Directa El examen de inspección visual directa debe hacerse cuando el acceso es suficiente para colocar el ojo dentro de 24 pulgadas (600 mm) de la superficie que será examinada y a un ángulo no menor de 30 grados de la superficie que será examinada. Los espejos podrán utilizarse para mejorar el ángulo de visión, y los auxiliares tales como, los lentes amplificadores pueden ser usados para ayudar a los exámenes. 6.4. Indicaciones que debe ser registrada Se deben registrar y documentar todas las condiciones en Reporte de Ensayo Visual. La información registrada debe proporcionar la descripción de presencia de un defecto. En
- 14. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 14 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV el apartado 6.1. y 6.2, se indica las características que hay que identificar de cada defecto según la norma de evaluación. 7. INSPECCION VISUAL 7.1. Inspección Visual antes del proceso − Se debe de tener los planos de construcción, y ensamble de las piezas antes de iniciar con el proceso de soldadura. − Verificar que el material sea ASTM A572 GR 50 antes del proceso de soldeo. − Se debe contar con los certificados de calidad de las piezas a ser intervenidas e identificar que el material sea ASTM A572 GR 50 y ser marcadas para efectos de trazabilidad (si es aplicable). − Se debe realizar la selección adecuada de electrodos (en este caso E71T-11) en base al WPS aplicable y al proceso a ser utilizado, se debe prever la preservación, conservación y el método de almacenamiento de los electrodos que requieren condiciones especiales. − Debe realizarse una inspección previa para asegurarse de que todas las especificaciones de procedimientos de soldadura (WPS) están calificados y soportados por un registro de calificación del procedimiento de soldadura (PQR), y que estos han sido calificados de acuerdo al código ASME VIII. − El soldador calificado debe tener conocimiento sobre los WPS aprobados a utilizar. − El soldador debe calificado debe tener su Registro de calificación de soldador (WPQR). − El inspector debe verificar que las juntas se respeten de acuerdo a las requisitos que estable el código ASME VIII. 7.2. Inspección Visual durante el proceso − El inspector debe mantener una comunicación abierta con el soldador, de manera que se demuestre que la calidad del trabajo se ha hecho constantemente. − El inspector también debe verificar toda la soldadura se realice de acuerdo con los procedimientos de soldadura aprobados. − El inspector debe examinar que paso de soldadura de raíz tenga las dimensiones adecuadas según el ASME VIII (Ver apartado 6.1 y 6.2). − El inspector debe examinar las capas de la soldadura según el ASME VIII (Ver apartado 6.1 y 6.2). 7.3. Inspección Visual después del proceso − El inspector debe examinar la calidad de la superficie de la soldadura se realice de acuerdo con los procedimientos de soldadura aprobados. − El inspector debe verificar la dimensión y exactitud dimensional de la soldadura. − El inspector debe registrar y documentar todas las condiciones siguientes en un Reporte de inspección visual de uniones soldadas, la información registrada debe proporcionar la descripción detallada, incluyendo la localización, tamaño y extensión de la condición de discontinuidades y defectos (si los tuviera).
- 15. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 15 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV − Realizar la revisión de los planos de fabricación y el ensamblado, con el fin de determinar que todas las soldaduras se han hecho y tienen el tamaño correcto, el acabado, la longitud adecuada y están libres de defectos superficiales fuera de tolerancia. 8. ANEXO 8.1. ACERO A572 GR 50 8.1.1. Propiedades mecánicas NORMA TÉCNICA DEL PRODUCTO GRADO LÍMITE DE FLUENCIA MPa ≥ CARGA DE ROTURA MPa ≥ ELONGACIÓN % ≥ ASTM A 572/572 M 50 345 450 21 (2´´) 16 (8´´) ( ) Tamaño de probeta. 8.1.1. Composición Química NORMA TÉCNICA C% Mn% Si% P% S% TIPO DE ACERO ASTM 572/572M GRADO 50 0.23 máx 1.35 máx 0.4 máx 0.04 máx 0.05 máx ALTA RESISTENCIA 8.1.2. Dimensiones Estándar DIMENSIONES mm PESO TEÓRICO EN Kg/plancha ESPESOR EQUIVALENTE O APROXIMADO 2,000x12,000 mm 2,400x12,000 mm 3,000x12,000 mm 6.00 1,130.40 1,356.48 1,695.60 ¼´´ 6.35 1,196.34 1,435.61 1,794.51 ¼´´ 6.40 1,205.76 1,446.91 1,808.64 ¼´´ 7.90 1,488.36 1,786.03 2,232.54 5/16´´ 8.00 1,507.20 1,808.64 2,260.80 5/16´´ 9.00 1,695.60 2,034.72 2,543.40 3/8´´ 9.50 1,789.80 2,147.76 2,684.70 3/8´´ 9.60 1,808.64 2,170.37 2,712.96 3/8´´ 12.00 2,260.80 2,712.96 3,391.20 ½´´ 12.50 2,355.00 2,826.00 3,532.50 ½´´ 12.70 2,392.68 2,871.22 3,589.02 ½´´ 13.00 2,449.20 2,939.04 3,673.80 ½´´ 15.88 2,991.79 3,590.15 4,487.69 5/8´´ 16.00 3,014.40 3,617.28 4,521.60 5/8´´
- 16. PROCEDIMIENTO DE INSPECCION VISUAL DE RECIPIENTES A PRESIÓN SIG-VT-PROC-RP-01 REV A Fecha 03/12/2021 Página: 16 de 16 A LABORATORIO DE ENSAYOS NO DESTRUCTIVOS 03-12-2021 FMR FMR REV DESCRIPCIÓN FECHA EJEC REV 19.00 3,579.60 4,295.52 5,369.40 ¾´´ 20.00 3,768.00 4,521.60 5,652.00 ¾´´ 25.00 4,710.00 5,652.00 7,065.00 1´´ 25.40 4,710.00 5,652.00 7,065.00 1´´ 31.80 5,991.12 7,189.34 8,986.68 1 ¼´´ 32.00 6,028.80 7,234.56 9,043.20 1 ¼´´ 38.00 7,159.20 8,591.04 10,738.00 1 ½´´ 50.00 9,420.00 11,304.00 14,130.00 2´´ 50.80 9,570.72 11,484.86 14,356.00 2 ½´´ TOLERANCIAS: De acuerdo al ASTM A6/A 6M 8.2. ELECTRO E71T-11 8.2.1. Propiedades mecánicas Resistencia a la Cedencia MPa (Ksi) Resistencia a la Tensión MPa (Ksi) Elongación (%) Dureza Rockwell B AWS E71T-11 400 (58) 480-655 (70-95) 20 min - 8.2.2. Composición química NORMA TÉCNICA C% Mn% Si% S% P% AWS E71T-11 0.30 máx 1.75 máx 0.60 máx 0.03 máx 1. 8 máx