Descargado 295 veces


























![28
Capítulo 4. Temple del acero
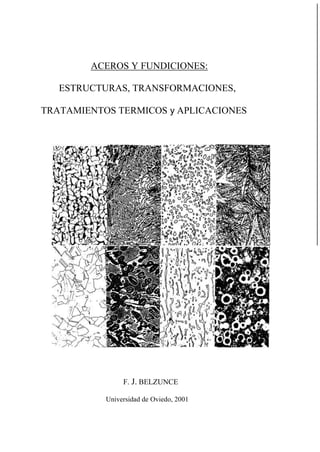
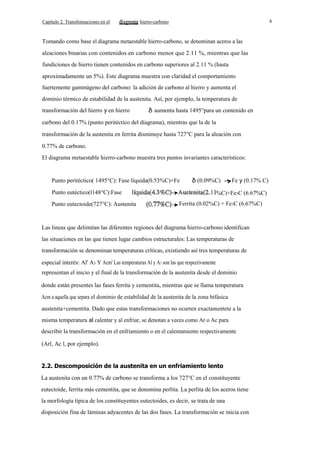
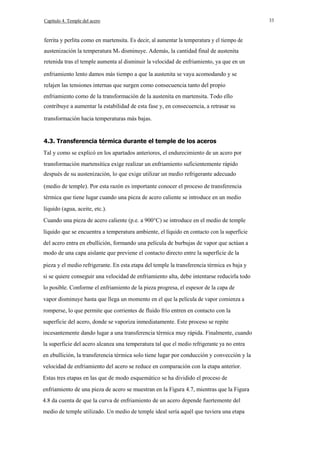
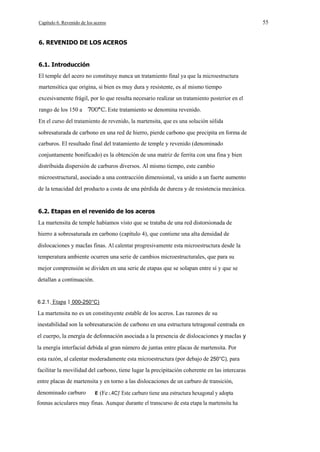
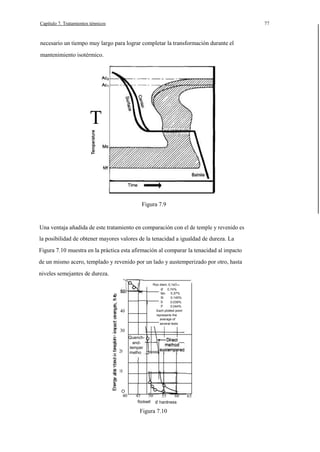
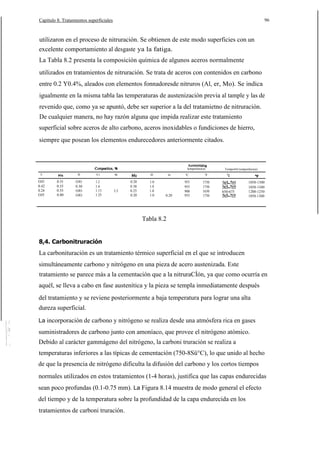
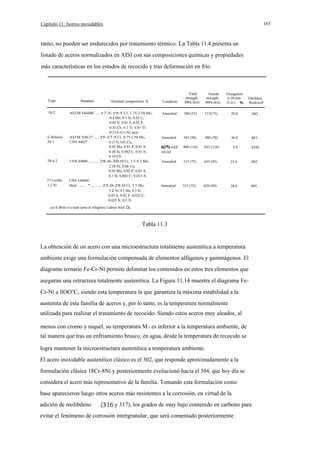
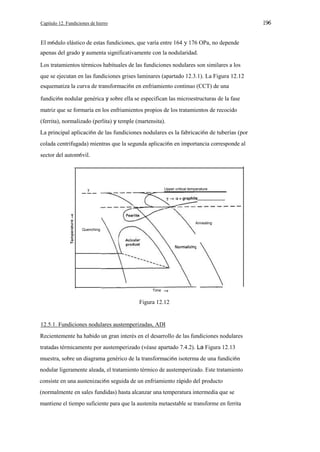
c/a = 1 + 0.045 %C
de tal modo que una martensita sin carbono tiene la misma estructura que la ferrita (la
extrapolación a carbono cero del parámetro reticular de la martensita coincide con el
parámetro de la ferrita).
at
o
0'95
e
1'90
3'80
4,75
3·66
3·62
8-
parameter ef fcc austenite
3·58
3'54
3'50
3.02
e - para meter ef bet manensite
2'98
2·94
2·90
8-
para meter ef bet manensite
2.86,--2.82
__J
__
O
0'4
0·6
0·8
1·0
e
Figura 4.2
wt
"4
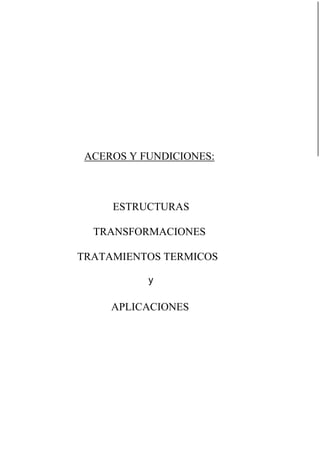
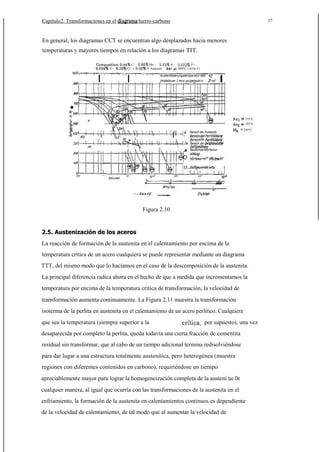
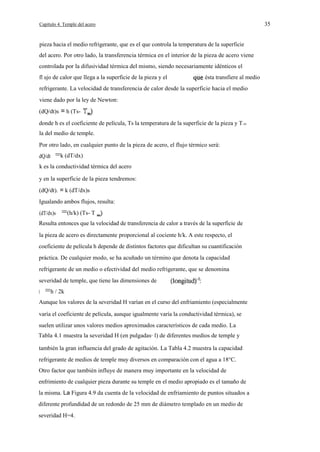
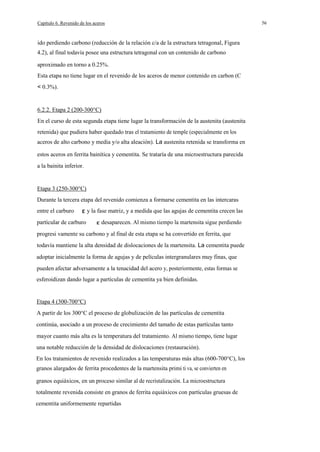
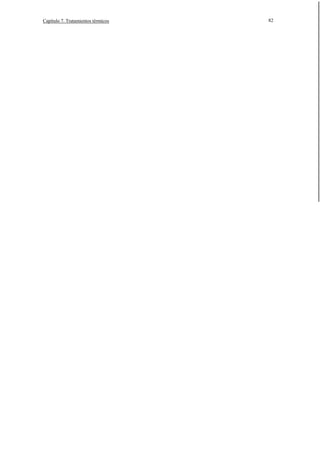
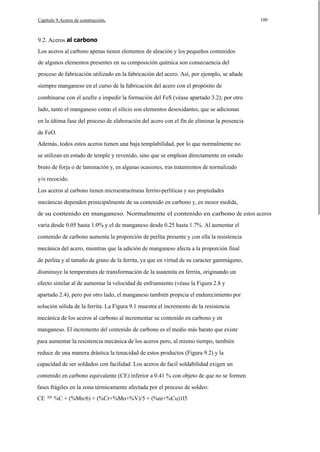
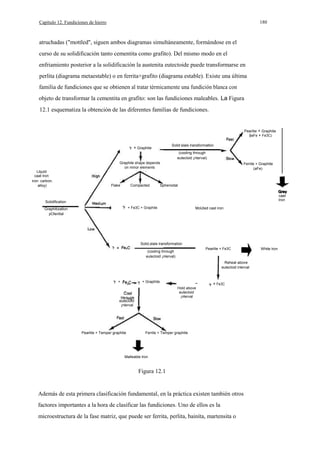
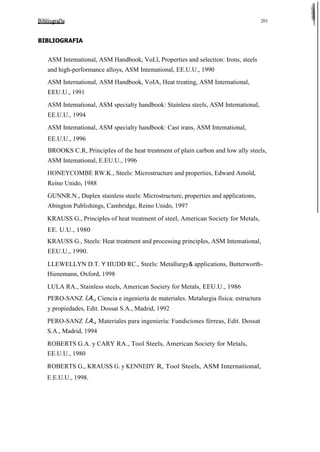
La Figura 4.3(a) muestra como se puede generar una estructura tetragonal (a'),
prácticamente sin difusión, a partir de la estructura cúbica (y) de la austenita. Para
convertir aquella celda tetragonal en una celda de martensita es necesaria una
contracción de aproximadamente un 17% a lo a lo largo del eje vertical, eje [001]
(Figura 4.3.b). Aunque hoy día se sabe que este mecanismo, debido a Bain, no es
correcto, pone de manifiesto la posiblidad de obtener una martensita por distorsión
mecánica (sin difusión) de la celda de la austenita.
La martensita es una fase metaestable que aparece solo porque la difusión es
prácticamente inoperante a las bajas temperaturas a las que se forma, de tal manera que](https://image.slidesharecdn.com/documento138-131013012350-phpapp02/85/aceros-y-fundiciones-35-320.jpg)
![29
Capítulo 4. Temple del acero
si calentamos la martensita hasta una temperatura suficiente para dotar a los átomos de
carbono de una cierta movilidad (tratamiento de revenido, SOO-70ü°C), se formará
cementita y la celda de martensita sin carbono se habrá transfonnado en ferrita, es decir,
se habrán formado las fases estables que nos indica el diagrama
[(01) r
[(01)
I
O
I
I
o
I
- [010]
r
[l(0)r
(a)
I
I
O
I
I
O'I
I
e
__a
(b)
Figura 4.3
La Figura 4.4 muestra el importante efecto que ejerce el carbono sobre la dureza de la
martensita, en comparación con la ligera influencia que tiene en la dureza de la
austenita. La enonne dureza de una martensita con alto contenido en carbono se debe a
la acción conjunta de mecanismos de endurecimiento como la distorsión estructural por
cizaIladura, el endurecimiento por solución sólida de inserción del carbono, y la
formación de una alta densidad de dislocaciones y macias finas. Por otro lado, el tamaño
de grano de la austenita de partida fija el tamaño máximo de las placas de martensita, de
tal manera que la resistencia mecánica de la martensita depende también, en un cierto
grado, del tamaño de grano de la austenita segun una relación del tipo Hall-Petch
(Figura 4.5)](https://image.slidesharecdn.com/documento138-131013012350-phpapp02/85/aceros-y-fundiciones-36-320.jpg)






























































![106
Capítulo 9.Aceros de construcción.
L es la dirección longitudinal de la probeta, e i, f, denotan sus dimensiones inicial y
final (antes del comienzo de la estricción).
Los valores elevados del índice r favorecen las operaciones de embutición con
contracción. El valor del índice r de los aceros de embutición profunda debe ser mayor
que 1.5.
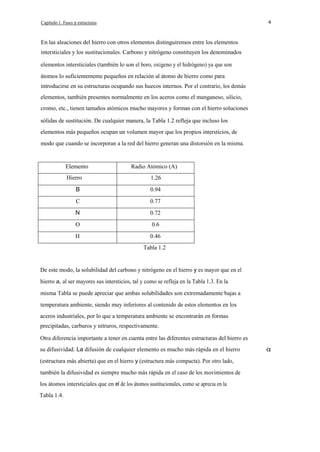
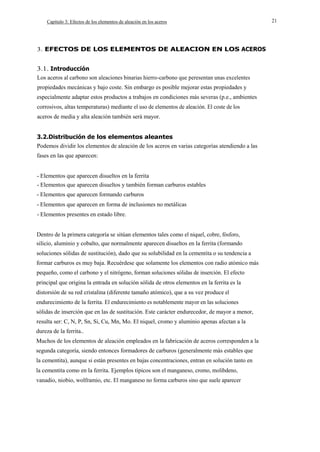
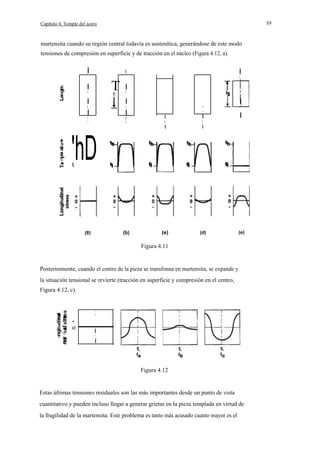
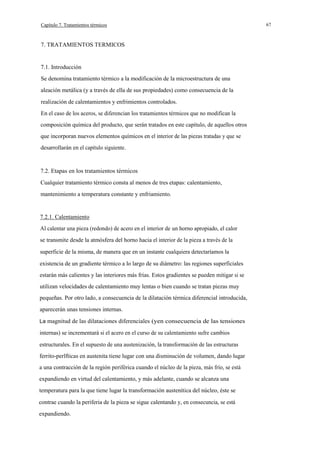
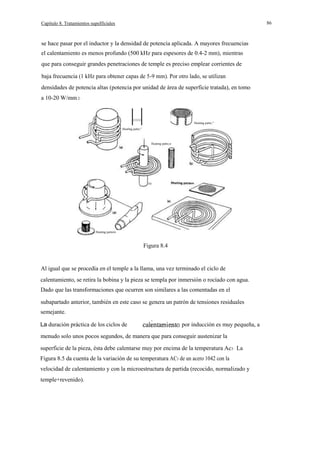
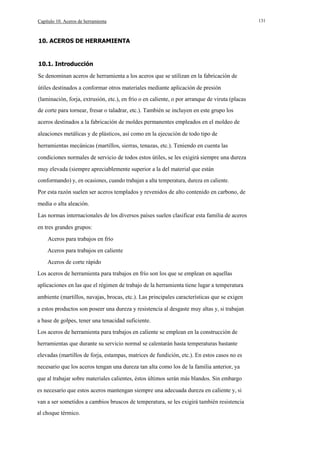
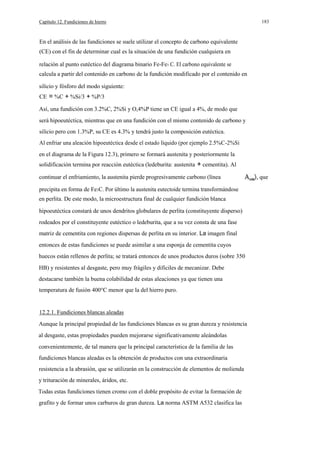
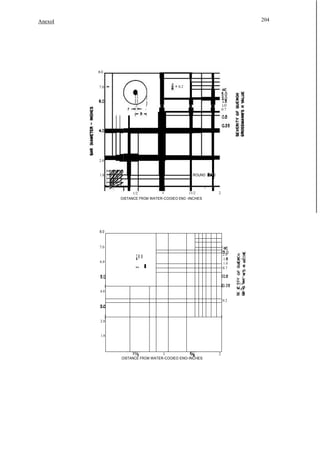
La Tabla 9.2 muestra los productos de chapa de acero laminados en frío y recocidos que
recoge la norma europea EN 10130 (1991), que clasifica estos aceros en función de su
conformabilidad, yendo ésta en aumento desde el grado Fe POI hasta el Fe P06, que
lógicamente es a su vez el grado de acero que exige unos mayores valores de los
coeficientes r y n.
Grade
Definition
and
c1assijicalion
according
loEN 10020
Deoxidalion
Chemica/
(/ad/e ana/ysis %
C
P
S
Mn
Fe POI
Non-alloy
qualily sleel
Manufacturer's
discretion
0.12
0,045
0,045
0,60
Fe P03
Non-alloy
Fully Idlled
0.10
0,035
0,035
0,45
Fully Idlled
0,08
Fully Idlled
0,06
Fully Idlled
0,02
qualily sleel
Fe P04
Non-alloy
0,40
quality steel
Fe P05
Non-alloy
0,025
0,025
0.35
0,020
0,25 11 0,3
quality steel
Fe P06
Grade
Va/MUy of
mechallica/
properties l
AlIoy quality
steel
Surface
appearallce
Fe POI
Absence of
slrelcher
slrain
marks
r90
n90
min.4,5
mín.4
A
6 months
B
A
6 monlhs
B
A
6 monlhs
B
A
B
no limit
no limít
270/370
34
1,3
-1210
270/350
38
1,6
0,180
-/180
270/330
40
1,9
0,200
270/350
38
1,8
0,220
6 monlhs
6 monlhs
6 months
-n40
6 monlhs
6 monlhs
28
6 months
6 months
270/410
-/180
6 monlhs
6 months
Fe P05
ASO
% min.]
3 months
6 months
Fe P04
Rm
N/nun2
-/280
A
B
6 months
Fe P03
R.
N/mm2
mín.
FeP06
Tabla 9.2
Otra característica importante de estos aceros es su respuesta frente a los fenómenos de
envejecimiento. El grado Fe P06
es susceptible de envejecimiento (el titanio
adicionado atrapa en forma de Ti(CN) el nitrógeno y carbono residuales en solución),](https://image.slidesharecdn.com/documento138-131013012350-phpapp02/85/aceros-y-fundiciones-113-320.jpg)









![Capítulo 9.Aceros de construcción.
116
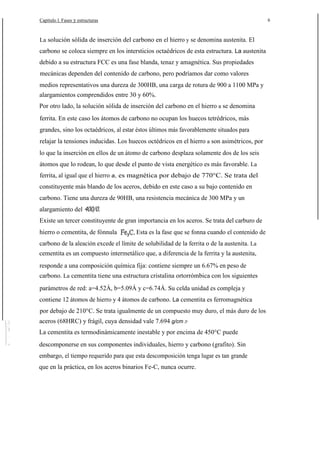
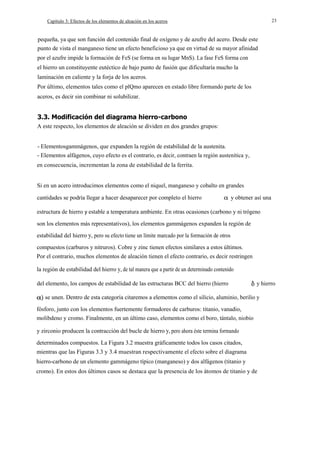
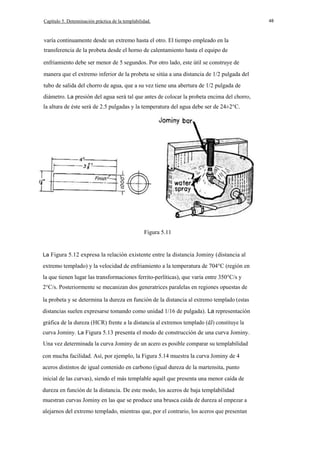
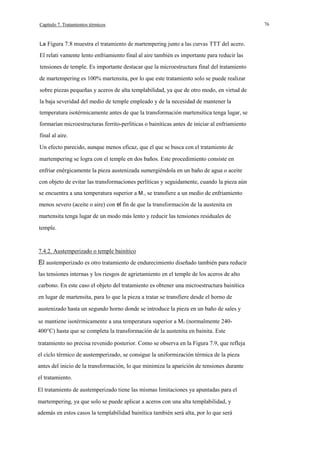
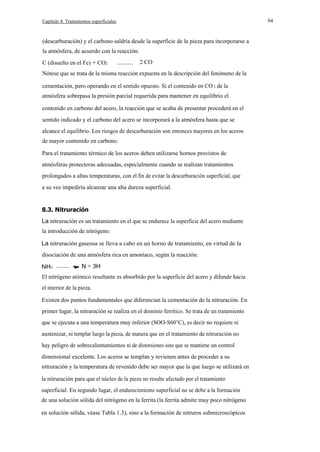
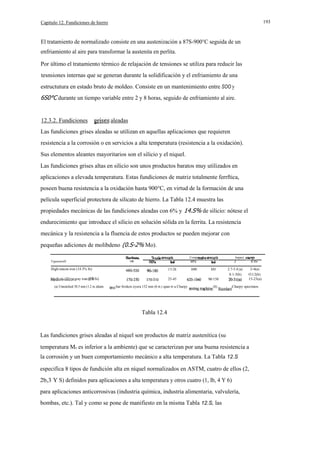
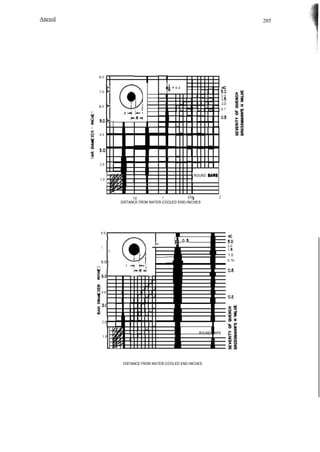
carburo tiene un defecto de carbono en relación a su estequiometría normal, NbC
(vacantes de carbono). De cualquier manera, la existencia de otros elementos de
aleación disueltos en el acero, como el manganeso o el silicio, alteran los coeficientes de
actividad del niobio, carbono y nitrógeno, y modifican las expresiones de los productos
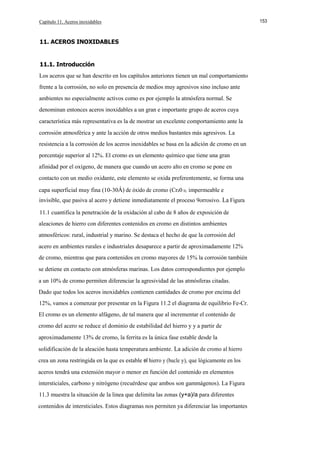
de solubilidad. Por ejemplo, la presencia de un 1.5% de manganeso y de un 0.4% de
silicio reduce el producto de solubilidad del NbC en la austeni ta a 1150°C en
aproximadamente un 20%.
1050
1000
950
900
.9
850
800
750
Initial salute cantent (atam per cent)
Figura 9.13
Temperature, oc (OFI
1300 1200
1100 1000
(2372)(2192) (2012) (1832)
900
(1652)
-2
a.
-3
108 [Nb)[C)°·87 = 3.43
71701T
108 [Nb)[C) = 2.96 - 75101T
108
= 4.46 98OO1T
108
= 4.09 - 100000T
108 [Nb)[N] = 2.80 - 85001T
I/l
Source: Rer 74
-4
6
8
7
l/Tx
10 4,
9
K -l
Figura 9.14
El efecto del niobio en la fase acabadora del proceso de laminación o forja es entonces
el de impedir la recristalización de la austenita deformada durante la laminación, lo que](https://image.slidesharecdn.com/documento138-131013012350-phpapp02/85/aceros-y-fundiciones-123-320.jpg)



















































































Este documento trata sobre los aceros y fundiciones de hierro. Describe sus fases y estructuras, las transformaciones en el diagrama hierro-carbono, los efectos de los elementos de aleación, los tratamientos térmicos como el temple y el revenido, y los tratamientos superficiales. Además, analiza diversos tipos de aceros como los de construcción, herramienta e inoxidables, así como las fundiciones de hierro.















































