Descargar para leer sin conexión

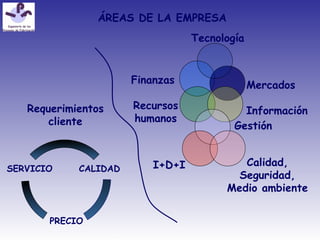

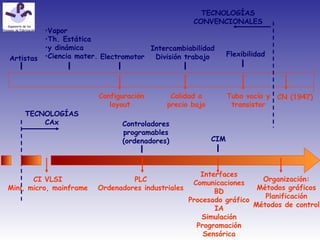

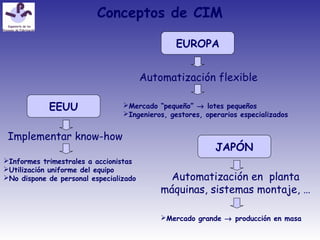




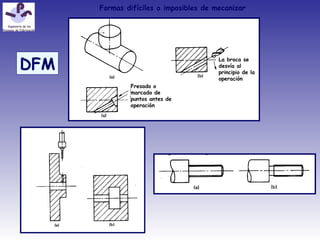
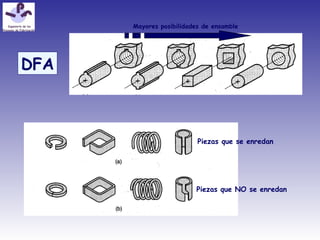
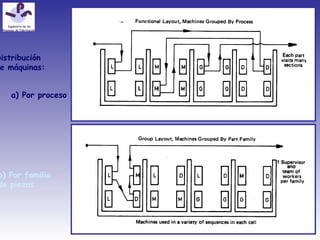
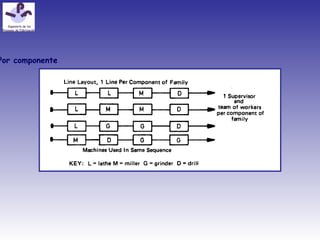
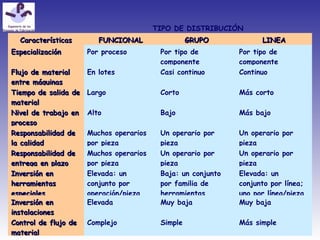


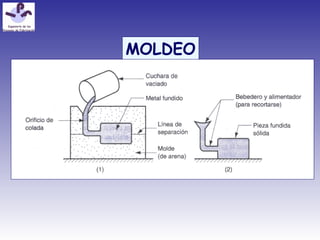
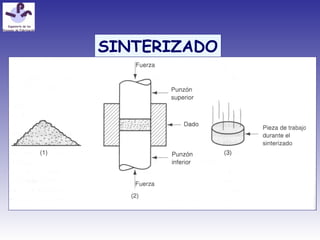
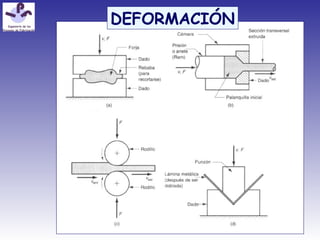
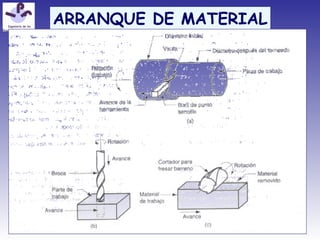


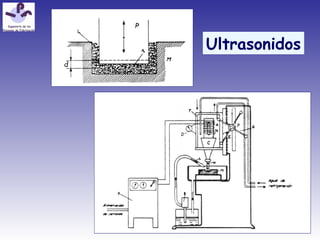
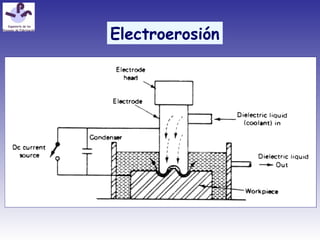












Este documento presenta una introducción general a los conceptos y áreas clave de la tecnología de fabricación. Comienza describiendo las diferentes escuelas de pensamiento en gestión de operaciones y continúa explicando conceptos como ingeniería de fabricación, tecnologías convencionales vs modernas, diseño del producto y proceso, y diferentes tipos de distribución en planta. Finalmente, introduce varios procesos de conformado comunes como moldeo, deformación y arranque de material, así como procesos modernos como láser, ultrasonido y electroerosión.












































