Cnc 007
•Descargar como PPS, PDF•
0 recomendaciones•999 vistas

Este documento proporciona información sobre funciones preparatorias y auxiliares comunes en controles de máquinas herramienta. Explica funciones como M02/M30 para indicar el final de un programa, M03/M04/M05 para controlar la rotación de la cabeza, G70/G71 para seleccionar unidades métricas o en pulgadas, y G90/G91 para programar en coordenadas absolutas o incrementales.

Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Cnc 007
Similar a Cnc 007 (20)
Último
Último (20)
Cnc 007
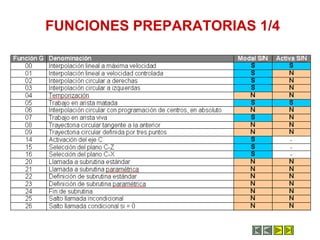
- 5. Lista de funciones auxiliares / 8025-T
- 6. Nombre interno de programa 1/2 • Los programas usados en este control tiene un formato de cinco caracteres, donde solo se pueden escribir valores numéricos y sin espacios ni ningún otro carácter entre ellos, el valor estará entre 00000 y 99998. Ejemplo: 12345 Es valido 12-345 No es valido 12 345 No es valido
- 7. Nombre interno de programa 2/2 • En el control no pueden coexistir dos programas con el mismo nombre. • En el ordenador se pueden guardar con los nombres propios del sistema operativo que se este usando, pero el formato interior de dicho fichero deberá ser siempre en formato ASCII y la primera línea que se lea en dicho fichero, debe comenzar con el signo % y el numero de programa sin espacio entre ellos y sin ningún otro dato en dicha línea. Ejemplo: %12345 N0010 G90 G40 .......... Nota: El carácter % y número de programa de la primera línea, no se vera desde el control, ni desde programas adaptados a este tipo de control. La forma de verlo o modificarlo directamente, se deberá realizar desde un editor de textos, pero trabajando de forma transparente en formato ASCII.
- 8. Cabecera de programación Ejemplo de cabecera
- 9. Estudio de las funciones y datos previos a la programación. M02 Fin programa – M30 Fin programa y vuelta al inicio M03 Giro a derecha – M04 Giro a izquierda – M05 Parada del cabezal M08 Puesta en marcha del refrigerante – M09 Paro del refrigerante. G70 Programación en pulgadas – G71 Programación en mm. G94 Velocidad de avance “F” en mm/min – G95 Velocidad de avance “F” en mm/rev. G96 Velocidad de corte constante “S” – G97 Revoluciones “S” en RPM G05 Trabajo en arista matada – G07 Trabajo en arista viva G90 Programación en cotas absolutas. – G91 Programación en cotas incrementales. Programación en diámetros o en radios.
- 10. M02 Fin programa M30 Fin programa y vuelta al inicio • Es indispensable indicar con alguna de estas dos funciones auxiliares, cual es el final del programa, pues caso de no ser así, el control marcara error al iniciar o simular dicho programa. La diferencia entre las dos es muy simple, si se para el programa actuando con M02, el programa parara, pero se quedara al final del mismo. En cambio con M30, se vuelve automáticamente al principio del programa A pesar de ser la función que indica final de programa, no necesariamente, será la última función en estar escrita en el programa. La función M30 se puede colocar como última palabra de una frase o en frase aparte como único componente de la misma. Ejemplo: N0150 GO G40 G7 X35 Z10 M30 N0150 GO G40 G7 X35 Z10 N0160 M3 Cuando actúa M30, desconecta giro del cabezal, sistema de refrigeración, etc..
- 11. M03 Giro a derecha – M04 Giro a izquierda M05 Parada del cabezal • Este grupo de funciones auxiliares, es el encargado de la puesta en marcha y paro del cabezal. • M03 y M04 son funciones auxiliares de principio de línea y M05 de final de línea. Todas ellas son modales entre si, por lo que siempre estará activa una de ellas. Notas: - Si no se ha introducido ningún valor en la palabra “S”, la maquina no girara, pues entiende que debe girar a 0 RPM. Por el contrario, si se ha activado M03 o M04, al introducir un valor en S, la máquina se pondrá inmediatamente en marcha. • Al leer el control “M30”, se desactivará automáticamente M03 o M04, quedando activo M05.
- 12. M08 Puesta en marcha del refrigerante M09 Paro del refrigerante. Actúan como un interruptor, al activar M08 se pone en marcha la salida del refrigerante y al activar M09 se para el mismo. Son modales entre si. M08 es de principio de línea y M09 de final. En algunos controles se puede encontrar ,una función que active la puesta en marcha del cabezal y del refrigerante simultáneamente, suele ser la función M13. Se desactivan con M05 y M30.
- 13. G70 Programación en pulgadas G71 Programación en mm. • Actúan tal y como indica su descripción. • Son modales entre si. lo que quiere decir que siempre estará activa una de las dos. • El sistema mas habitual con diferencia es el G71, que es el que el control activa por defecto. • A partir de que se active una de ellas, el formato cambiara de uno a otro, tanto en la actuación de los carros, como en la visión de cotas por el monitor.
- 14. G94 Velocidad de avance “F” en mm/min G95 Velocidad de avance “F” en mm/rev La Elección de una de estas dos funciones preparatorias es fundamental para la realización del programa en máquina (no así en simuladores por ordenador), el dato que se introduzca en la palabra “F” actuara de forma diferente en la velocidad de avance de los carros, produciendo en algunos casos reacciones de la máquina inesperadas. Estas funciones son, solo modales entre sí, lo que quiere decir que siempre estará activa una de las dos. Es aconsejable que al empezar a programar y conocer la máquina, se empiece utilizando “G94”, pues es la opción que permite controlar el “FREED RATE” del control (Botón que controla el % de avance).
- 15. G96 Velocidad de corte constante “S” G97 Revoluciones “S” en RPM • Con G96, en la palabra “S” se introduce directamente el valor de la Vc, con lo que la máquina adaptara las revoluciones necesarias en cada momento dependiendo del diámetro en que se encuentre la herramienta. • Para evitar que con G96 se supere un límite de RPM no deseado, se puede programar G92 S.... Con este formato el control entiende que no debe superar las RPM programadas en la “S” que acompaña al G92.
- 16. G05 Trabajo en arista matada G07 Trabajo en arista viva Afectan a la geometría de las aristas de la pieza, pero de forma no controlada. Con G05 el control no iniciara la siguiente línea hasta que el captador de posición haya indicado que ya se ha alcanzado dicha posición, con lo que se consigue arista viva. Con G07 el control empieza la siguiente línea inmediatamente después de haber enviado la última información, con lo que, antes de alcanzar la posición real, empieza el otro eje a trabajar, lo que produce un pequeño redondeo en la arista. Estas funciones, son solo modales entre sí, lo que quiere decir que siempre estará activa una de las dos.
- 17. G90 Programación en cotas absolutas. G91 Programación en cotas incrementales. Si se desea empezar un programa en incremental, la primera línea que se utilice, se debe hacer en valor absoluto, para que los valores increméntales se empiecen desde una coordenada conocida. En la industria se suele programar siempre en valor absoluto.