
Recomendados
Más contenido relacionado
La actualidad más candente
La actualidad más candente (20)
Similar a Hoja de Procesos para Torneado
Similar a Hoja de Procesos para Torneado (20)
Último
Último (20)
Hoja de Procesos para Torneado
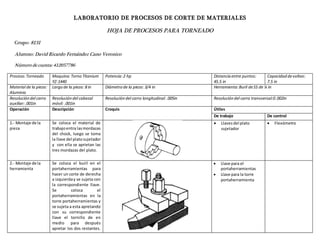
- 1. LABORATORIO DE PROCESOS DE CORTE DE MATERIALES HOJA DE PROCESOS PARA TORNEADO Grupo: 8131 Alumno: David Ricardo Fernández Cano Veronico Número de cuenta: 412057786 Proceso:Torneado Maquina:Torno Titanium YZ-1440 Potencia:2 hp Distanciaentre puntos: 45.5 in Capacidaddevolteo: 7.5 in Material de la pieza: Aluminio Largo de la pieza: 8 in Diámetro de la pieza: 3/4 in Herramienta:Buril deSS de ¼ in Resolución del carro auxiliar:.001in Resolucióndel cabezal móvil: .001in Resolucióndel carro longitudinal:.005in Resolucióndel carro transversal:0.002in Operación Descripción Croquis Útiles De trabajo De control 1.- Montaje de la pieza Se coloca el material de trabajoentra lasmordazas del chock, luego se toma la llave del plato sujetador y con ella se aprietan las tres mordazas del plato. Llavesdel plato sujetador Flexómetro 2.- Montaje de la herramienta Se coloca el buril en el portaherramientas para hacer un corte de derecha a izquierday se sujeta con la correspondiente llave. Se coloca el portaherramientas en la torre portaherramientas y se sujeta a esta apretando con su correspondiente llave el tornillo de en medio para después apretar los dos restantes. Llave para el portaherramientas Llave para la torre portaherramienta
- 2. Una vez colocada la herramienta se revisa cuidadosamente que la herramientaesté centrada respecto a la contrapunta, para hacer estose vale del desplazamiento del carro principal ydel transversal. 3.- Careado El cuerpo de la herramienta y el filo principal de corte deben de formar un ángulo de 45° contra el plano a carear. El carro transversal llevara una dirección de avance hacia el eje de rotación. Se pone la dirección para el avance automático. Buril de SS de ¼ in Controlesde velocidad Controlesde avance 4.- Centrado Se realiza un avellanado con una broca para poner el centro en el plano donde se realizo el careado y luego se acerca al punto giratorio hasta que este queda insertado enel agujerocreadopor la broca de centrar. Puntomóvil Broca de centrar#3 Controlesde velocidad Controlesde avance
- 3. 7.- Moleteado Se ponen marcas en el material al inicio y al final de la distanciaaproximada que se va a moletear. Se colocan las moletas en la torre portaherramientasy se elige el valor más bajo para las revoluciones. Se enciende la máquina y se acerca las moletas hasta que el material queda marcado, posteriormente se apaga y se le pone el avance automático y la dirección de desplazamiento. Moletas Controlesde velocidad Controlesde avance 5.- Cilindrado Se pone una marca para tener en cuenta la longitud que se va a cilindrar. Se marca la posición inicial del buril acercándolo al material, hasta que alcance a rayarlo y entonces se posiciona enfrente de la herramienta y se le da la profundidad de corte y se pone el avance automático y su correspondiente dirección. Se detiene el avance automático un poco antes de que este alcance la marca hecha con lápiz y se procede con el corte de forma manual. Buril de SS de ¼ in LápizB Controlesde velocidad Controlesde avance
- 4. 6.- Conicidad Se aflojan las tuercas que tiene el carro superior usandola correspondiente llave,yposteriormente se ajustael ángulousandoen el transportador debajo del carro superior, para después encender el motor y mover la herramienta usando el carro auxiliar de forma manual izquierda a derecha. Buril de SS de ¼ in Juegode llavesAllen Transportador del carro principal Controlesde velocidad Controlesde avance 8.- Roscado Se toma la tarraja y se coloca en el extremo superior del material a roscar. Se comienzaa girar cuidando que entre perpendicular al plano en donde se realizo el careado, cada que se realizan dos vueltas en el sentido de las manecillas del reloj y después se realiza una vuelta en el sentido contrario. Terraja de 17/16 in×7/16 in Aceitera
- 5. Operación Avance [in/rev] Velocidad de corte [in/min] Número de revoluciones [rpm] Profundidad de corte [in] Tiempo estimado [s] 1.- Montaje de la pieza 95.94 2.- Montaje de la herramienta. 95.94 3.- Careado 0.0014 1771 460 0.03 70 4.- Centrado 1181.102 460 76 5.- Moleteado 0.0041 1181.102 70 0 540 6.- Cilindrado 0.0041 1181.102 460 0.025 819 7.- Conicidad 0.0041 1181.102 460 0.025 690 8.- Roscado 900