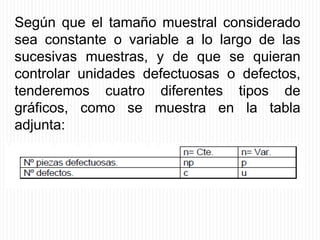
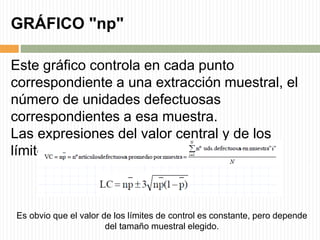
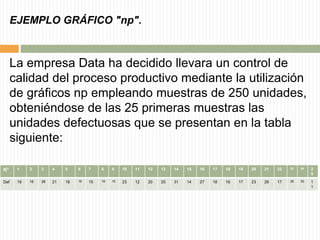
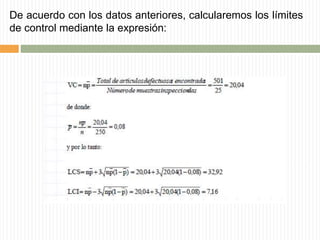
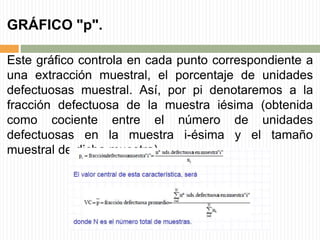
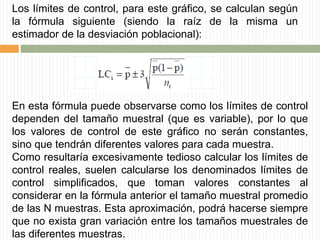
Los gráficos de control por atributos se utilizan para evaluar la calidad en productos, categorizándolos como 'buenos' o 'malos' según ciertas características. Se destacan dos tipos principales: el gráfico 'np', que cuenta unidades defectuosas, y el gráfico 'p', que presenta la fracción de unidades defectuosas, ambos con métodos específicos para calcular límites de control. La empresa Data aplica gráficos 'np' y la empresa Electra utiliza gráficos 'p' para monitorizar su proceso de producción.