Descargado 1529 veces

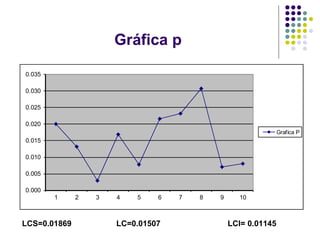
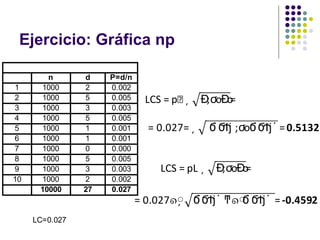
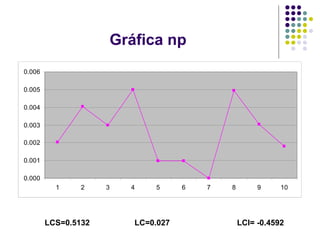



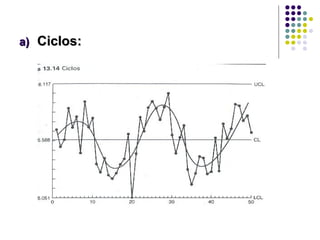
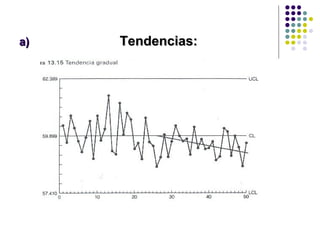
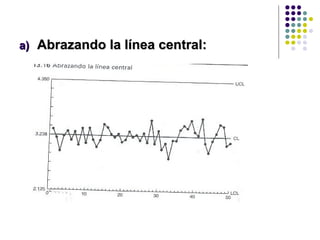
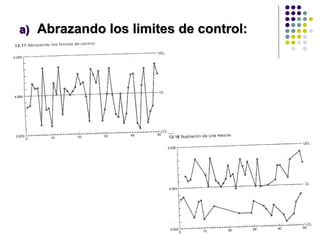
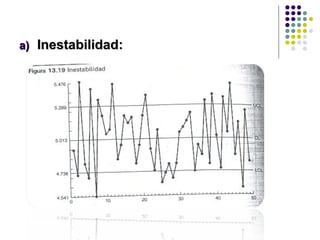
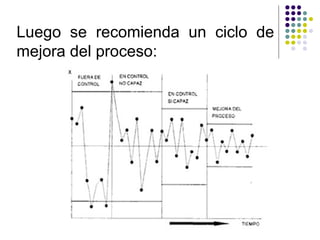
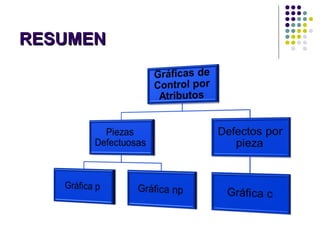


Este documento describe la metodología del control estadístico mediante diagramas para variables cualitativas y cuantitativas. Explica los objetivos de los gráficos de control, como establecer un estado de control y detectar anomalías. Describe diferentes tipos de gráficos como "p", "np", para la media, "c", e interpretar patrones. El propósito es supervisar procesos mediante la recopilación y análisis de datos para optimizar unidades, detectar variabilidad y mantener procesos bajo control.
































![Unidad1[1]](https://cdn.slidesharecdn.com/ss_thumbnails/unidad11-100905231554-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)


































