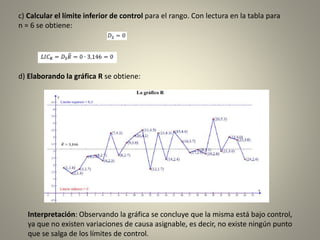
Este documento presenta información sobre gráficas de control y cómo elaborarlas. Explica que las gráficas de control distinguen variaciones debidas al azar de aquellas causadas por factores asignables. Describe los tipos principales de gráficas como XR, Xi, p, pn, c y u. Luego, detalla los pasos para elaborar una gráfica de control, como recopilar datos, calcular promedios, rangos y líneas de control. Finalmente, incluye un ejemplo completo de cómo elaborar y analizar las gráficas R y
![TIPOS DE GRÁFICAS DE CONTROL.
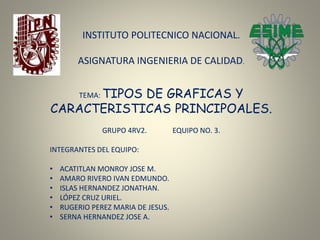
Hay dos tipos de gráficas de control, una para valores continuos y otra para
valores discretos. Los tipos de gráficas prescritos por las Normas Industriales
Japonesas [JIS] se muestran en la siguiente tabla .
Valor característico Nombre
Valor continuo
• Gráfica 𝑋R [valor promedio y rango].
• Gráfica 𝑋𝑖 [variable de medida]
Valor discreto • Gráfica pn [numero de unidades defectuosas].
• Gráfica p [fracción de unidades defectuosas]
• Gráfica c [numero de defectos]
• Gráfica u [numero de defectos por unidad]](https://image.slidesharecdn.com/presentationdecalidad-160218060341/85/Presentation-de-calidad-5-320.jpg)
![GRÁFICA 𝑋𝑖.
Cuando los datos de un proceso se registran durante intervalos largos o los
subgrupos de datos no son efectivos, se grafica cada dato individualmente y
esa gráfica puede usarcé como gráfica de control. Debido a que no hay
subgrupo el valor rango [R] no puede calcularse, se usa el rango móvil [Rs] de
datos sucesivos para el calculo de los limites de control de 𝑋𝑖](https://image.slidesharecdn.com/presentationdecalidad-160218060341/85/Presentation-de-calidad-7-320.jpg)
![¿Cómo ELEBORAR UNA GRAFICA DE CONTROL?
Procedimiento.
Paso 1, recopile los datos.
Recopile aproximadamente 100 datos. Divídalos en 20 o 25 subgrupos con 4
o 5 datos en cada uno, haciéndolos uniformes dentro del subgrupo.
Regístrelos en una hoja de datos.
Paso dos, calcule el valor promedio del subgrupo [ 𝑿].
𝑋 =
𝑥1 + 𝑥2 + ⋯ + 𝑥 𝑛
𝑛
Donde:
n= tamaño de cada subgrupo.](https://image.slidesharecdn.com/presentationdecalidad-160218060341/85/Presentation-de-calidad-10-320.jpg)
![Paso tres, calcule el promedio bruto [ 𝑿].
Calcule el promedio bruto dividiendo el total de los valores promedio [ 𝑋] de cada
subgrupo por el numero de subgrupos [K].
𝑋 =
𝑋1 + 𝑋2 + ⋯ + 𝑋 𝑘
𝐾
paso cuatro, calcule R.
Calcule el rango de cada subgrupo restando el valor mínimo del valor máximo de
los datos en el subgrupo.
𝑅 = 𝑣𝑎𝑙𝑜𝑟 𝑚𝑎𝑥𝑖𝑚𝑜 𝑒𝑛 𝑒𝑙 𝑠𝑢𝑏𝑔𝑟𝑢𝑝𝑜 − 𝑣𝑎𝑙𝑜𝑟 𝑚𝑖𝑛𝑖𝑚𝑜 𝑒𝑛 𝑒𝑙 𝑠𝑢𝑏𝑔𝑟𝑢𝑝𝑜
Paso cinco, calcule 𝑹.
Calcule el promedio del rango, dividiendo el total de los rangos de cada subgrupo
por el numero de grupos K.
𝑅 =
𝑅1 + 𝑅2 + ⋯ 𝑅 𝑘
𝐾](https://image.slidesharecdn.com/presentationdecalidad-160218060341/85/Presentation-de-calidad-11-320.jpg)
![Paso seis, calcule las líneas de control.
Calcule cada una de las líneas de control para la gráfica 𝑋 y la gráfica R con las
siguientes formulas:
Gráfica 𝑿. Gráfica R.
Línea central:
𝐿𝐶 = 𝑋
Limite de control superior:
𝐿𝐶𝑠 = 𝑋 + 𝐴2 𝑅
Limite de control inferior:
𝐿𝐶𝑖 = 𝑋 + 𝐴2 𝑅
Limite central:
𝐿𝐶 = 𝑅
Limite de control superior:
𝐿𝐶𝑠 = 𝐷4 𝑅
Limite de control inferior:
𝐿𝐶𝑖 = 𝐷3 𝑅
Donde:
𝐴2, 𝐷4 𝑦 𝐷3 son los coeficientes determinados por el tamaño de un
subgrupo [n] y se muestran en la siguiente tabla.](https://image.slidesharecdn.com/presentationdecalidad-160218060341/85/Presentation-de-calidad-12-320.jpg)








![Graficas de control por atributo y por variable [autoguardado]](https://cdn.slidesharecdn.com/ss_thumbnails/graficasdecontrolporatributoyporvariableautoguardado-150206091927-conversion-gate02-thumbnail.jpg?width=640&height=640&fit=bounds)






































