Descargar como PDF, PPTX
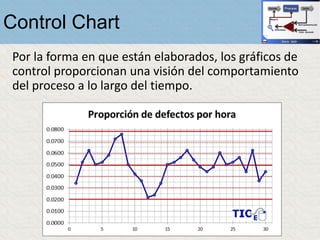
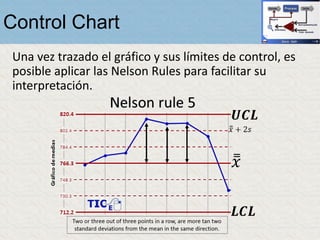


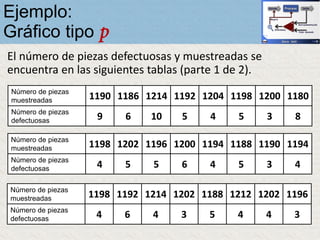
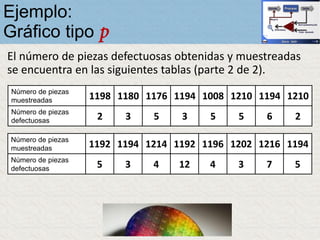
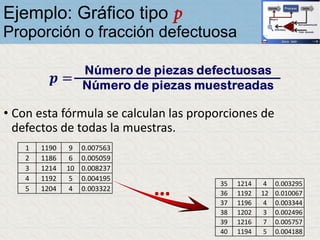
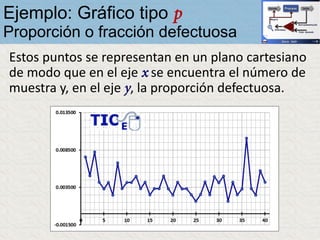

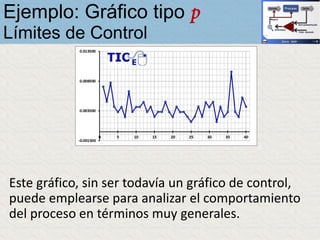
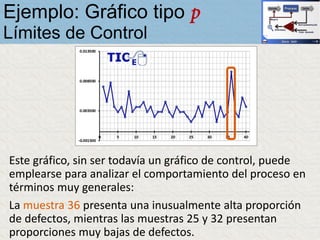
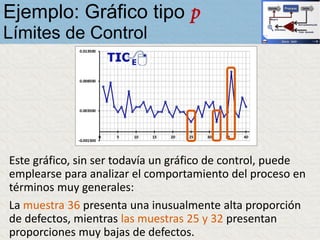
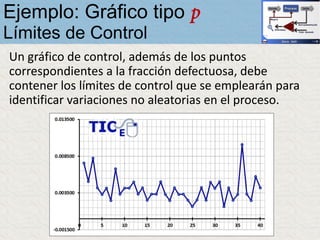
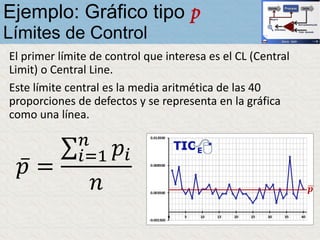
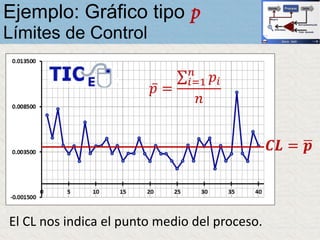
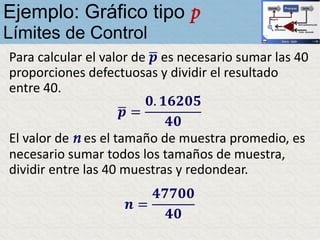
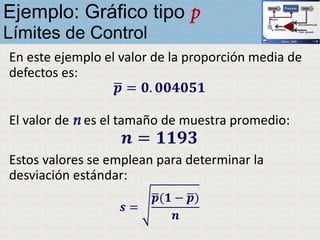
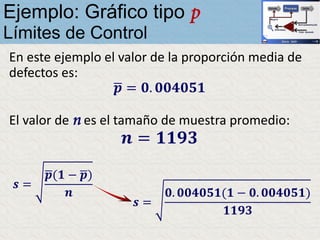
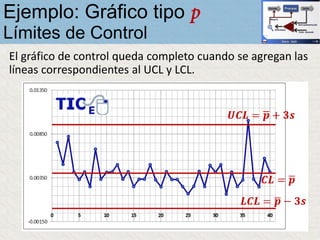
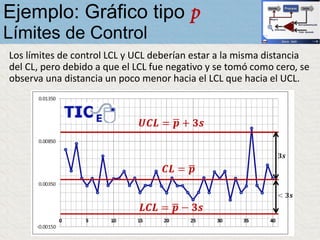
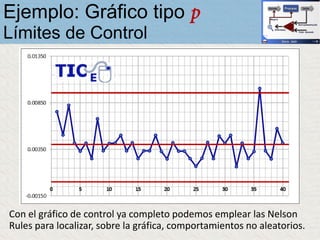
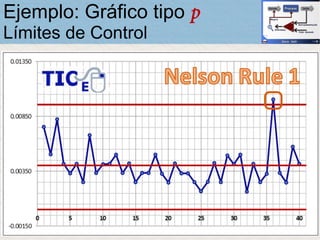
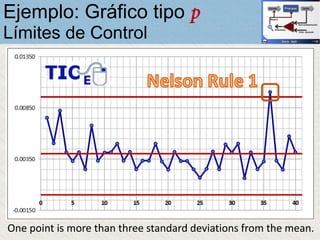
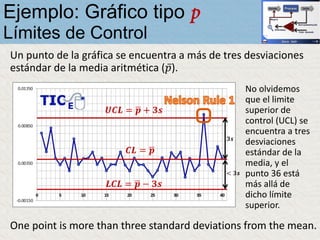
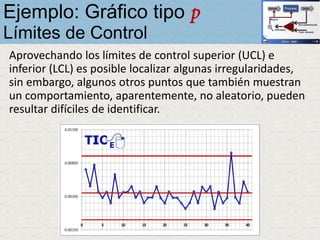
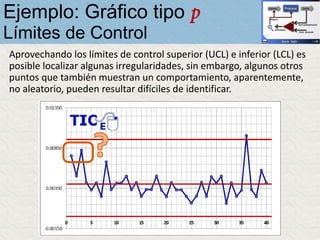
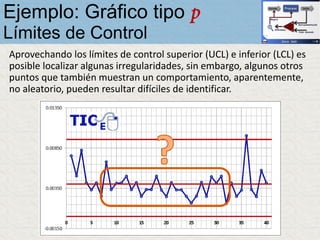
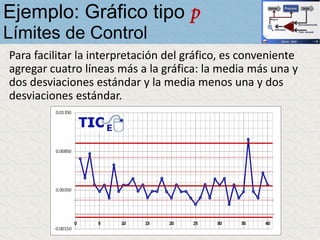
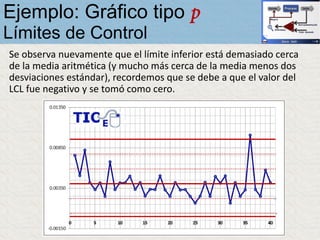
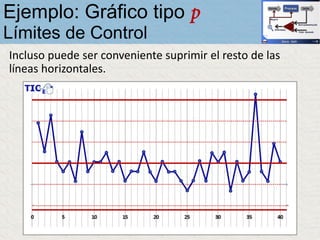
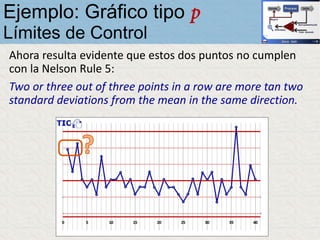
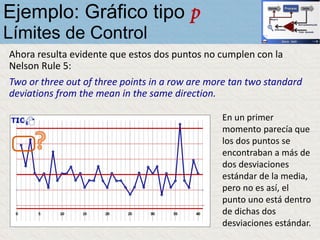
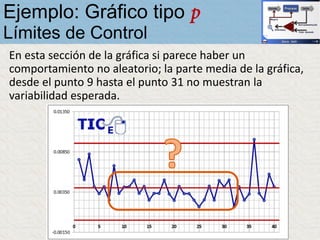
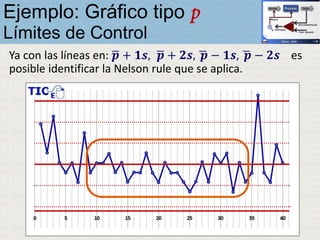
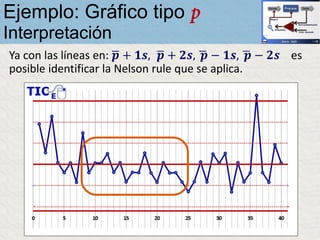
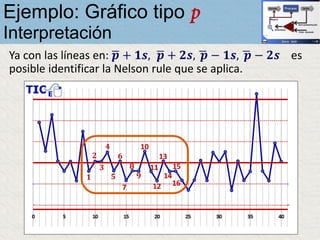
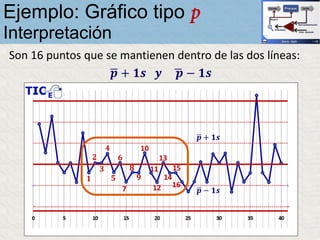
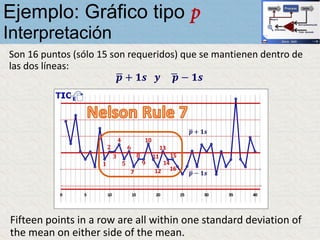
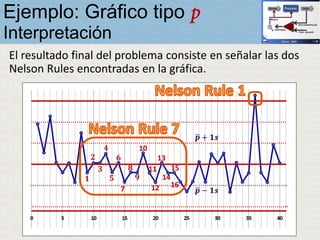
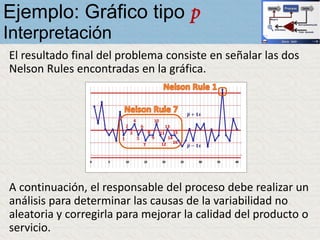
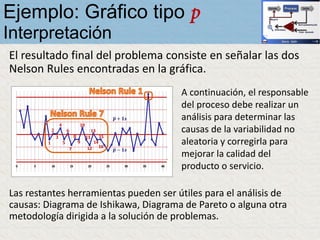

El documento describe un gráfico de control tipo p para monitorear la calidad de obleas de semiconductores. Se midió la proporción de obleas defectuosas en 40 muestras tomadas cada hora. Se calculó la media de las proporciones, la desviación estándar y los límites de control superior e inferior. El gráfico muestra que un punto está fuera del límite superior, indicando una variación no aleatoria en el proceso.












































































