El Autómata ProgramableIndustrial o PLC, puede ser considerado, en
principio, como una caja negra que contiene un conjunto de entradas y
salidas, en las cuales se conectan directamente los elementos primarios y
finales de control.
• Es capaz de controlar un
proceso, por medio de dichos
dispositivos y la programación
de la lógica adecuada.
Estructura externa
27/02/2025 2
3.
Estructura externa
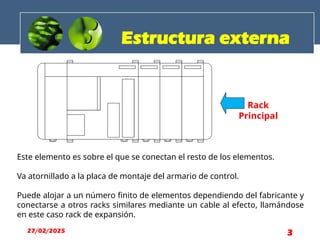
Rack
Principal
Este elementoes sobre el que se conectan el resto de los elementos.
Va atornillado a la placa de montaje del armario de control.
Puede alojar a un número finito de elementos dependiendo del fabricante y
conectarse a otros racks similares mediante un cable al efecto, llamándose
en este caso rack de expansión.
27/02/2025 3
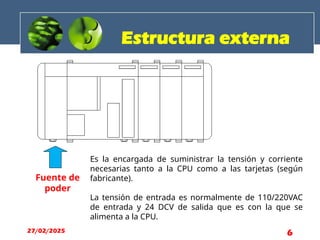
Fuente de
poder
Estructura externa
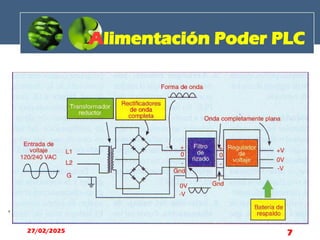
Esla encargada de suministrar la tensión y corriente
necesarias tanto a la CPU como a las tarjetas (según
fabricante).
La tensión de entrada es normalmente de 110/220VAC
de entrada y 24 DCV de salida que es con la que se
alimenta a la CPU.
27/02/2025 6
Estructura externa
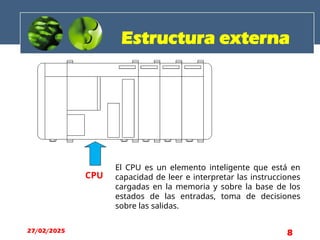
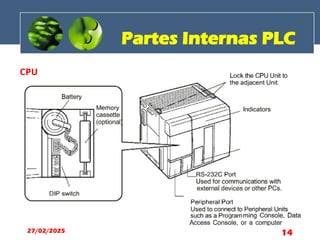
CPU
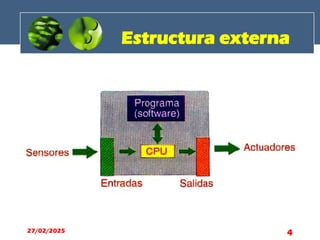
El CPUes un elemento inteligente que está en
capacidad de leer e interpretar las instrucciones
cargadas en la memoria y sobre la base de los
estados de las entradas, toma de decisiones
sobre las salidas.
27/02/2025 8
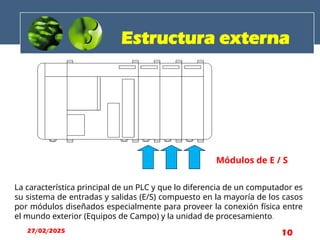
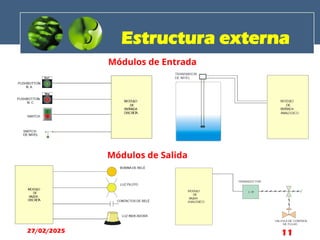
Módulos de E/ S
Estructura externa
La característica principal de un PLC y que lo diferencia de un computador es
su sistema de entradas y salidas (E/S) compuesto en la mayoría de los casos
por módulos diseñados especialmente para proveer la conexión física entre
el mundo exterior (Equipos de Campo) y la unidad de procesamiento.
27/02/2025 10
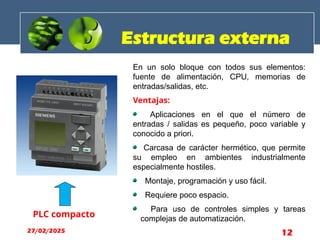
PLC compacto
Estructura externa
Enun solo bloque con todos sus elementos:
fuente de alimentación, CPU, memorias de
entradas/salidas, etc.
Ventajas:
Aplicaciones en el que el número de
entradas / salidas es pequeño, poco variable y
conocido a priori.
Carcasa de carácter hermético, que permite
su empleo en ambientes industrialmente
especialmente hostiles.
Montaje, programación y uso fácil.
Requiere poco espacio.
Para uso de controles simples y tareas
complejas de automatización.
27/02/2025 12
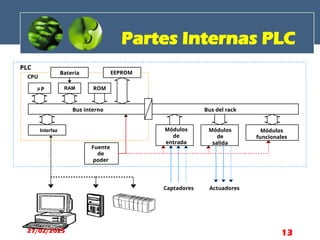
MEMORIAS
Partes Internas PLC
Volátiles:Son aquellas que pierden su contenido cuando les falta el suministro
de energía eléctrica, por lo que requieren de un sistema de respaldo que
normalmente es una batería eléctrica.
No-volátil mantienen su contenido aunque se produzca una falta de suministro
de energía eléctrica, sin necesidad de una batería para el respaldo.
RAM: Memoria de acceso aleatorio de lectura y
escritura. Pueden realizar procesos de lectura y
escritura por procedimientos eléctricos. Volátil.
ROM: Memoria de solo lectura, se puede leer su
contenido, pero no escribir en ellas; los datos e
instrucciones los graba el fabricante y el usuario no
puede alterar su contenido. Permanece aunque haya un
fallo en la alimentación. No volátil.
27/02/2025 15
16.
Partes Internas PLC
EEPROM:(Memoria Eléctricamente Borrable Únicamente
Programable). Es no-volátil, provee almacenamiento permanente para
los programas, que pueden ser fácilmente cambiados con el uso de una
consola de programación.
(MEMORIAS)
PROM: Es clasificada como tipo no-volátil, una vez
programada no puede ser borrada o alterada. Cualquier
cambio en el programa requiere de una nueva memoria
PROM.
EAROM: Es similar a la EPROM. Para su borrado requiere
solamente de un voltaje eléctrico; No volátil.
EPROM: Puede ser programada después de ser
enteramente borrada mediante el uso de una luz
ultravioleta, se clasifica como no volátil.
27/02/2025 16
17.
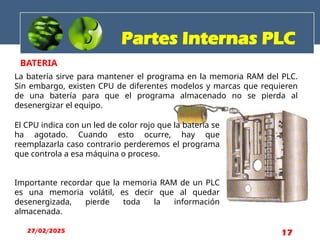
BATERIA
El CPU indicacon un led de color rojo que la batería se
ha agotado. Cuando esto ocurre, hay que
reemplazarla caso contrario perderemos el programa
que controla a esa máquina o proceso.
Importante recordar que la memoria RAM de un PLC
es una memoria volátil, es decir que al quedar
desenergizada, pierde toda la información
almacenada.
La batería sirve para mantener el programa en la memoria RAM del PLC.
Sin embargo, existen CPU de diferentes modelos y marcas que requieren
de una batería para que el programa almacenado no se pierda al
desenergizar el equipo.
Partes Internas PLC
27/02/2025 17
18.
Bus
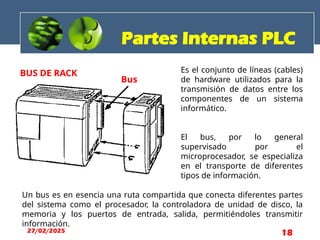
BUS DE RACK
PartesInternas PLC
Es el conjunto de líneas (cables)
de hardware utilizados para la
transmisión de datos entre los
componentes de un sistema
informático.
El bus, por lo general
supervisado por el
microprocesador, se especializa
en el transporte de diferentes
tipos de información.
Un bus es en esencia una ruta compartida que conecta diferentes partes
del sistema como el procesador, la controladora de unidad de disco, la
memoria y los puertos de entrada, salida, permitiéndoles transmitir
información.
27/02/2025 18
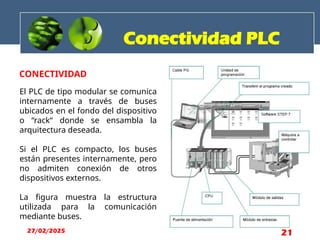
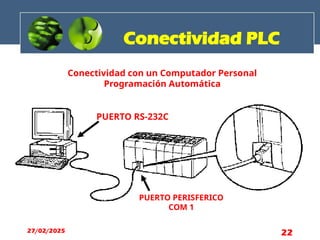
CONECTIVIDAD
Conectividad PLC
El PLCde tipo modular se comunica
internamente a través de buses
ubicados en el fondo del dispositivo
o “rack“ donde se ensambla la
arquitectura deseada.
Si el PLC es compacto, los buses
están presentes internamente, pero
no admiten conexión de otros
dispositivos externos.
La figura muestra la estructura
utilizada para la comunicación
mediante buses.
27/02/2025 21
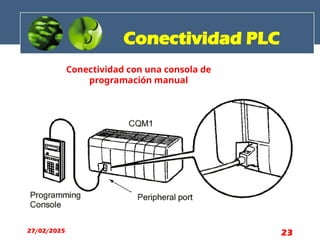
Conectividad con unaconsola de
programación manual
Conectividad PLC
27/02/2025 23
24.
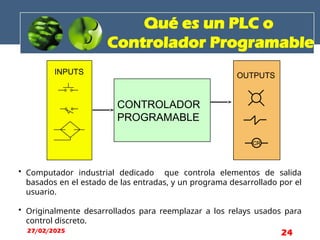
Qué es unPLC o
Controlador Programable
CONTROLADOR
PROGRAMABLE
INPUTS
• Computador industrial dedicado que controla elementos de salida
basados en el estado de las entradas, y un programa desarrollado por el
usuario.
• Originalmente desarrollados para reemplazar a los relays usados para
control discreto.
OUTPUTS
CR
27/02/2025 24
25.
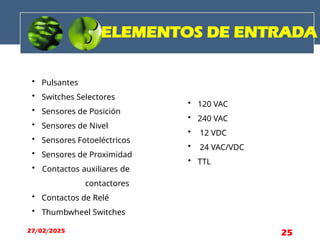
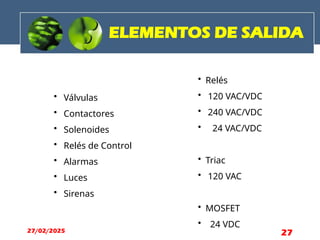
ELEMENTOS DE ENTRADA
•Pulsantes
• Switches Selectores
• Sensores de Posición
• Sensores de Nivel
• Sensores Fotoeléctricos
• Sensores de Proximidad
• Contactos auxiliares de
contactores
• Contactos de Relé
• Thumbwheel Switches
• 120 VAC
• 240 VAC
• 12 VDC
• 24 VAC/VDC
• TTL
27/02/2025 25
Los PLC vienenen una variedad
de tamaños...
Micro
Típicamente menos de 32 I/O
Pequeño
Típicamente menos de 128 I/O
Mediano
Típicamente menos de 1024
I/O
Grande
Típicamente más de 1024 I/O
27/02/2025 29
30.
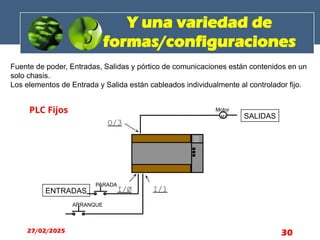
Y una variedadde
formas/configuraciones
Fuente de poder, Entradas, Salidas y pórtico de comunicaciones están contenidos en un
solo chasis.
Los elementos de Entrada y Salida están cableados individualmente al controlador fijo.
ENTRADAS
PARADA
ARRANQUE
I/Ø I/1
Motor
M1 SALIDAS
O/3
OOOO
OOOO
OOOO
PLC Fijos
27/02/2025 30
31.
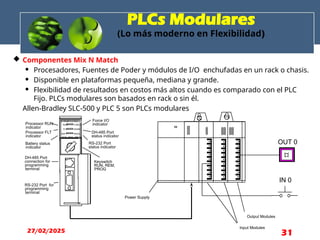
PLCs Modulares
(Lo másmoderno en Flexibilidad)
OUT 0
IN 0
PROG
SLC 5/03 CPU
RUN
FLT
BATT
FORCE
RS232
DH485
RUN REM
DH-485 Port
status indicator
RS-232 Port
status indicator
Processor RUN
indicator
Processor FLT
indicator
Battery status
indicator
Force I/O
indicator
Keyswitch
RUN, REM,
PROG
DH-485 Port
connection for
programming
terminal
RS-232 Port for
programming
terminal
Power Supply
Input Modules
Output Modules
27/02/2025 31
Componentes Mix N Match
Procesadores, Fuentes de Poder y módulos de I/O enchufadas en un rack o chasis.
Disponible en plataformas pequeña, mediana y grande.
Flexibilidad de resultados en costos más altos cuando es comparado con el PLC
Fijo. PLCs modulares son basados en rack o sin él.
Allen-Bradley SLC-500 y PLC 5 son PLCs modulares
32.
PLCs Distribuidos
• Confiablepara cualquier tipo de comunicaciones.
• Todas las I/O son conectadas al procesador
mediante un enlace de datos de “Alta Velocidad”.
• Típicamente se encuentran en PLCs medianos y
grandes.
• Para ciertas aplicaciones este tipo de factor de
forma es muy ventajoso.
• Usualmente tienen un costo mayor para
hardware pero mucho menor para la integración
de sistema.
27/02/2025 32
33.
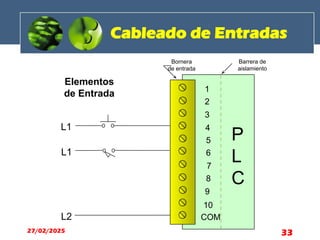
Cableado de Entradas
Bornera
deentrada
1
2
3
4
5
6
7
8
9
Elementos
de Entrada
L1
L1
L2
10
COM
P
L
C
Barrera de
aislamiento
27/02/2025 33
34.
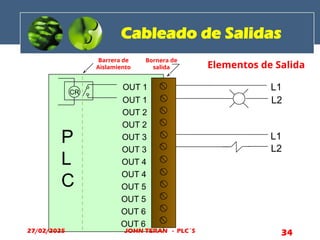
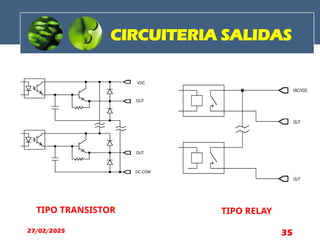
Cableado de Salidas
Elementosde Salida
OUT 1
L2
L2
L1
OUT 1
OUT 2
OUT 2
OUT 3
OUT 3
OUT 4
OUT 4
OUT 5
OUT 5
OUT 6
OUT 6
CR
L1
P
L
C
Bornera de
salida
Barrera de
Aislamiento
27/02/2025 34
JOHN TERAN - PLC´S
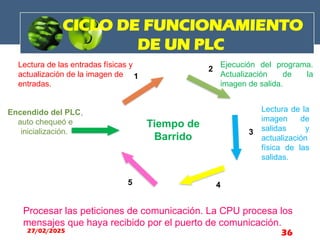
CICLO DE FUNCIONAMIENTO
DEUN PLC
1
2
3
4
5
Tiempo de
Barrido
Encendido del PLC,
auto chequeó e
inicialización.
Lectura de las entradas físicas y
actualización de la imagen de
entradas.
Ejecución del programa.
Actualización de la
imagen de salida.
Lectura de la
imagen de
salidas y
actualización
física de las
salidas.
Procesar las peticiones de comunicación. La CPU procesa los
mensajes que haya recibido por el puerto de comunicación.
27/02/2025 36
37.
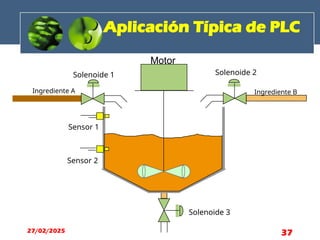
Aplicación Típica dePLC
Motor
Solenoide 1 Solenoide 2
Solenoide 3
Sensor 1
Sensor 2
Ingrediente A Ingrediente B
27/02/2025 37
38.
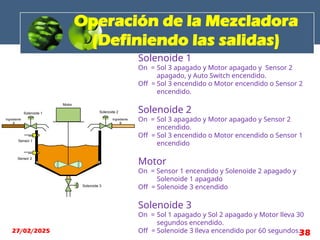
Operación de laMezcladora
(Definiendo las salidas)
Solenoide 1
On = Sol 3 apagado y Motor apagado y Sensor 2
apagado, y Auto Switch encendido.
Off = Sol 3 encendido o Motor encendido o Sensor 2
encendido.
Solenoide 2
On = Sol 3 apagado y Motor apagado y Sensor 2
encendido.
Off = Sol 3 encendido o Motor encendido o Sensor 1
encendido
Motor
On = Sensor 1 encendido y Solenoide 2 apagado y
Solenoide 1 apagado
Off = Solenoide 3 encendido
Solenoide 3
On = Sol 1 apagado y Sol 2 apagado y Motor lleva 30
segundos encendido.
Off = Solenoide 3 lleva encendido por 60 segundos.
Motor
Solenoide 1 Solenoide 2
Solenoide 3
Sensor 1
Sensor 2
Ingrediente
A
Ingrediente
B
27/02/2025 38
#24 Originated from a General Motors Specification for a reprogrammable control device that could be used in place of relays.
First level products were available in the late sixties.
Initial functions were limited to relay replacement
Base PLC design has Input terminals for connection to input devices, and Output terminals for connection to output devices.
Product development curve has closely paralleled the PC. Initial products were limited and expensive. As semiconductors have evolved features have increased and costs have fallen.
Today's PLC are much much more than simple relay replacers being able to perform complex math, and high speed operations.
Size has been significantly reduced.
Today's MicroLogix costs approx.. as much as 2-3 relays
#25 Field input devices provide an electrical signal based on a condition
ON, OFF etc..
The design of the inputs determines the type of electrical signal that can be used.
Different applications, and regions may use different voltages.
Larger rack mount PLC’s typically support a wider range of input voltages
TTL (5Vdc), 12Vdc, 24Vdc/VAC, 48Vdc, 72Vdc, 120Vac, 220Vac etc...
#27 Field output devices are controlled by electricity being switched by the PLC.
ON, OFF etc..
PLC’s “Switch” electricity, they do not “supply” electricity
The design of the outputs determines the type of electrical “Load” that can be used.
Different applications may require specialized output designs.
Voltage/Current issues include
Higher current - relays
Longer life cycle - solid state (Triacs for AC, MOSFET for DC)
Triacs 120Vac applications 1/2 amp maximum load
MOSFET 24Vdc applications 1 amp maximum load
Isolation issues can be crucial for an application. Typically the more isolation provided between output points the better. (The more individual commons the better) This provides customers greater flexibility in wiring and controlling different loads with the same PLC.
#33 This is an illustration of how inputs are connected to the PLC.
Power is connected to one side of the input device.
The “switched” side of the input device is then wired to the PLC inputs.
To complete the electrical path, L2 (electrical common) is wired to the PLC input common. This provides the electrical path for current flow, when the switch is closed (continuity) the PLC will detect the input device is on.
#34 This is an illustration of how isolated outputs are connected to the PLC.
Not all Micro PLC’s have isolated outputs, isolated outputs remove any chance that an output device with unique requirements could affect any of the other output devices.
Power is connected to:
On isolated outputs to one side or terminal of the output terminal pair.
On “common” outputs to the Common terminal associated with a specific group of outputs.
The “switched” side of the output terminal is then wired to the field load.
#37 Here we have a typical example of an application that a PLC would be ideal for:
Digital (on/off) controls
Highly repetitive
#38 The first item a user must understand/appreciate is what is the “sequence” of control.
This is typically done on a piece of paper by someone who understands and appreciates what needs to occur.
Do not “hook up” the PLC and attempt to “write” the program without first determining the application on paper.
This is a fairly typical process.
The way the notes are written on the side of an illustration is a common practice. This makes it easy to visualize and understand. It will also help when the program is debugged.



















![PLC[1].ppt](https://cdn.slidesharecdn.com/ss_thumbnails/plc1-230531071451-7fe27fb9-thumbnail.jpg?width=640&height=640&fit=bounds)










