Descargar como PDF, PPTX










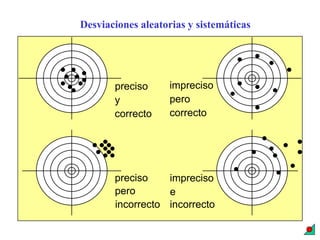



















































Este documento describe conceptos clave relacionados con la medición y el control de calidad. Explica que una medida nunca es perfectamente precisa respecto al valor verdadero debido a limitaciones inherentes. También describe cómo se usan muestras de control de calidad, materiales de referencia certificados y gráficos de control para monitorear la precisión y exactitud de un proceso de medición.















































