Descargado 27 veces


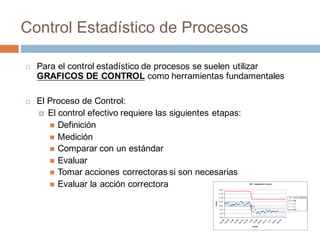



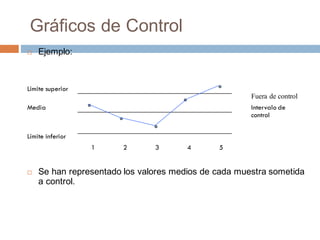


























El documento presenta el programa de actividades del día 2 de un curso de análisis estadístico de procesos. La agenda incluye temas como introducción al control estadístico de procesos, gráficos de control para variables continuas y discretas, e interpretación de gráficos de control. También incluye talleres prácticos para reforzar los conceptos.










































![Curso control estadisticos_de_procesos[1]](https://cdn.slidesharecdn.com/ss_thumbnails/cursocontrolestadisticosdeprocesos1-130925184706-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)












































